jn
1

| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА ЭЛЕКТРОПЕЧИ ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ | 1997 |
|
RU2116358C1 |
| ПЕЧЬ-ВАННА НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2002 |
|
RU2244040C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЗАЩИТНЫХ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ ЧУГУНА ИЛИ СТАЛИ | 2001 |
|
RU2200207C2 |
| Устройство для нагрева расплава | 1990 |
|
SU1792449A3 |
| Ванна для горячего нанесения металлических покрытий | 1980 |
|
SU908934A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО НАНЕСЕНИЯ ЗАЩИТНЫХ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА СТАЛЬНЫЕ ПРОТЯЖЕННЫЕ ИЗДЕЛИЯ | 2000 |
|
RU2199602C2 |
| Печь-ванна для горячего цинкования | 1983 |
|
SU1177385A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОТЯЖЕННОЕ ИЗДЕЛИЕ | 2011 |
|
RU2488644C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ И ИЗДЕЛИЙ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 1995 |
|
RU2110601C1 |
| Индукционная печь с холодным тиглем для остекловывания ВАО | 2019 |
|
RU2737663C1 |
ВАННА ДЛЯ ГОРЯЧЕГОIWHKOBA;Н1 Я, содержащая стенки, днище, футе-ровку и погруж йые нагреватели, о тличающаяся тем, что, с целью увеличения, срока службы ванны, она выполнена с разновеликими вертикальными стенками и кри волинейным днищем с радиусом кривизны, равным наибольшей ширине внутренней полости ванны и размещенным асимметрично относительно вертикальной оси ванны, .при этом футеровка днища выполнена из клиновых кирпичей, установленных в распор, а внутренняя полость ванны покрыта монолитной обмазкой на основе графита.
Фur.f
ел
4ib
ffMtffyjffa 4 4i 4
Ю
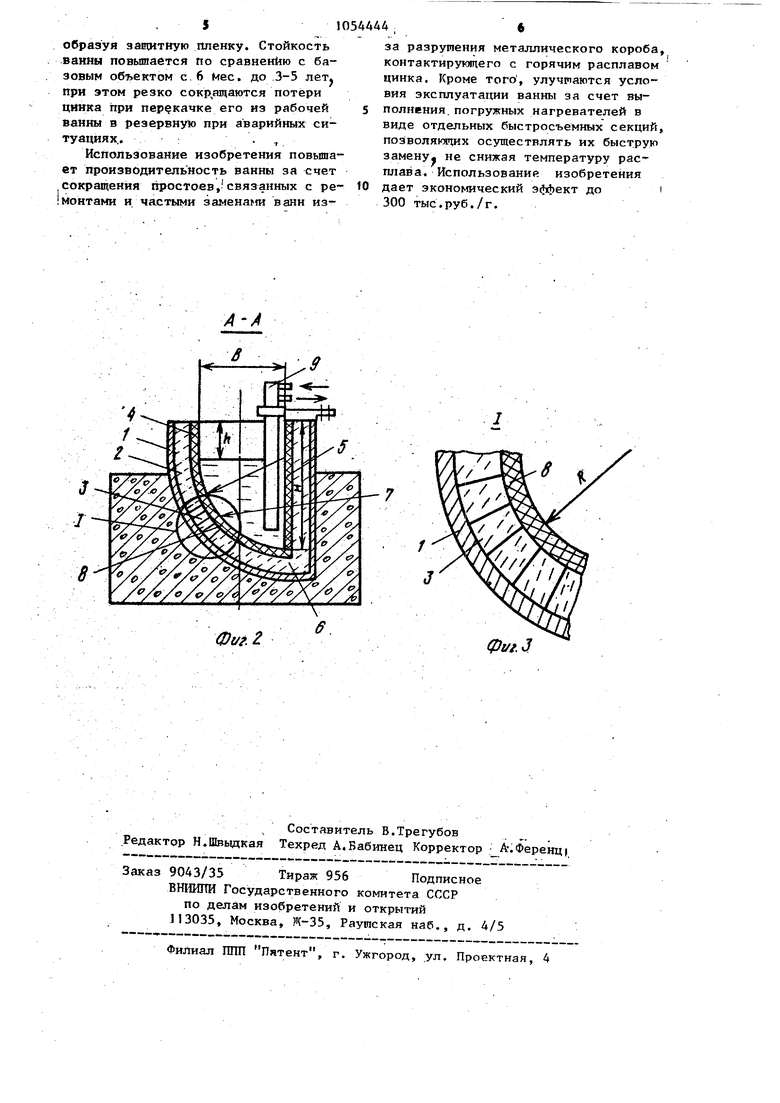
ff Изобретение относится к нанесению антикоррозионньи покрытий, в частнос ти к устройствам для1 горячего цинкования или гальванизации изделий. Известна,ванна для горячего цинкования, содержащая металлический Корпус, крышку и нагреватели, выполненные Г-образными и установленные рарнирно на крышке на разной высоте toОснойньм недостатком данной конст рукции является малый срок службы металлической ванны, так как при температуре цинкования металлическая ванна быстро разъедается расплав ленным цинком. Это .приводит к, частой замене металлической ванны, вследствие чего происходят большие потери расплава из-за временной перекач. ки цинка в резервную ванну и обратно Указанные недостатки ведут к увеличению капитальных и эксплуатационных затрат.. Известна также конструкция ванны для горячего цинкования, содержащая корпус с керамической футеровкой, электропроводное стальное кольцо для нагрева с помощью индукцион,ной катушки, установленной на бетонных колонках 2j . Бетонные колонны размещены по периметру ванны между керамической футеровкой и балками, при этом и балки и керамическая футеровка находятся в каналах, во внешней части ванны, выполненной из бетона. Верхняя часть ванны окружена перекры тием, закрьгоаемым крьшгкой, -а стальное кольцо выполнено из сегментов, которые в случае надобности можно ме нять, не выкачивая жидкий цинк. К недостатку известного устройства относится ограниченная толщина футеровки, так как футеровка керамической ванны должна быть CTpord определенной величины, позволяющей создать индукционные токи между стал ным кольцом и катушкой. Если футеровка завышенной толщины, она не обеспечивает достаточный нагрев и играет роль изолятора; если футеровка тонкая, то возможно проникновение расплава внутрь футеровки и протекание его далее, что грозит коротким замыканием. Чтобы этого не произошло, необходима обмазка, KOTOPJTO помещают между индукционной катушкой и футеровкой. При этом строгий контроль износом керамической футеровки осуществляется с помощью измерения напряжения между стальным электропроводным кольпом и металлической проволочной сеткой,которая охватывает керамическую футеровку по всему периметру. Недостатками этого устройства являются сложность его изготовления и эксплуатации, большой расход элек троэнергии. Кроме того, при проникновении расплава горячего цинка через швы в кладку днища происходит ее разрушение, в результате чего огнеупорные кирпичи, имея значительно меньший удельный вес, чем расплав, всплывают. Наиболее близкой к изобретению является ванна для горячего цинкования, содержащая стенки,днище, футеровку и погруженные нагреватели 31. Ванна состоит из двух чястей: внешг ней и внутренней, причем внешняя часть выполнена футерованной. Недостатком известного устройства является .быстрый изнрс внутренней ванны, в которой находится горячий расплав нйнка. Боковые стенки-ванны, соприкасающиеся с горячим расплавом цинка, контактируют с ним, вступают в реакцию с цинком, быстро разъедаются. Необходимо постоянно следить за ее целостностью и часто менять обычно через 3-6 месу. Это влечет за собой перекачку .горячего расплава в резервную ванну. При этом происходят потери цинка, снижается производитель- , ность, увеличиваются капитальные и эксплуатационные затраты. Цель изобретения - увеличение срока .ванны. I. Поставленная цель достигается, тем,, что ванна дли горячего цинкования, содержащая стенки, днище, футеровку и нагреватели, вьтолиена с разновеликими вертикальными стенкнии и криволинейным днище.м с радиусом кривизны, равным наибельшей ширине внутренней полости ванны и размещенным асш 1метрично относительно вертикальной оси ванны, при этом футеровка днища выполнена из клиновых кирпичей, установленных в распор, а внутренняя полость ванны покрыта монолитной обмазкой на основе графита , На фиг. 4 показана банна, общий в,ид, план; на фиг. 2 - разрез А-А на фиго1; на фиг.З узел I на фиг.2, Ванна содержит металлический кожух 1, в которомразмещена керамичес кая ванна 2, состоящая из огнеупорных клиновых кирпичей 3, установленных в распор. Керамическая ваниа 2 имеет разновеликие вертикальные стенки, при этом стенка 4 короткая с высотой h, вторая стенка 5 выполнена с наибольшей высотой Н, равной .вы соте ванны. Между стенками 4 и 5 .заключено криволинейное днище 6, асимметрично расположенное относи-:-, тельно вертикальной оси ванны 2, выполненное с рад1иусом кривизны R, равным наибольшей ширине В внутренней полости 7 ванны 2..Внутренняя полость 7 керамической ванны 2 покрыта монолитной обмазкой 8 на основе графита. Температуру цинкования в керамической ванне 2 поддерживают с помощью погружных нагревателей 9, которые размещены в наиболее удобном месте керамической ванны 2, вдоль вертикальной стенки 5, имеющей наибольшую высоту Н, обеспечивающую максимальное погружение нагревателей 9. Йогружные нагреватели 9 собраны в отдельные быстросъемные секции 10, причем нижняя часть погружных нагревателей 9 размещена вблизи от места соединения стенки 5 с. криволинейным днищем 6, керамическая ванна 2, заключенная в металлический кожз 1, и размещенные в ней погружные нагреватели 9, смонтирова. ны в корпусе 11, который представляет собой бетонное основание. Ванна работает следующим образом .-В предварительно разогретую керамическую ванну 2 загружают горячий расплав пинка или цинк в виде чушек. который в дальнейшем расплавляют. Го товые к цинкованию изделия, например, трубы с помощью загрузочноразгрузочного механизма (не показан подают поштучно в ванну 2 на цинкование. Необходимую те тературу расплава цинка поддерживают в заданном интервале определеиным количеством погружных нагревателей 9, Они собраны в отдельные быстросъемиые секции 10 и размещены вдоль вертикальной стенки 5. Благодаря асимметричному расположению криволинейного днища 6 относительно вертикальной оси ванны 2 вдоль стенки 5 образуется удобное место для размещения погружных нагревателей 9, а также погружение их на достаточную глубину, необходимую для равномерного прогрева расплава. Погружение цинкуемых изделий с одной стороны, выгрузка их со стороны, перпендикулярной загрузке, создают дополнительную циркуляцию и ,перемешивание горячего расплава, этом погружные нагреватели 9 размещеиы в удобной зоне, не мешающей загрузке и выгрузке цинкуемых изделий. Если в пррцесг се работы какой-либо из нагревателей 9 выходит из строя, то благодаря секционному расположению его лег- . ко снять и поставить новую секцию с исправными нагревателями 9, при этом сокращается время съема и установки нагревателей, а температура распла- ва поддерживается другими работаюршми нагревателя 9, что улучшает условия эксплуатации 2 и обеспечивает минимальиое нахождение обслуживающего персонала в зоне действия вредных испарений в момент, за- мены секций 1Q. Металлическое изделие выдерживают в ванне 2 оп ределенное время, необходимое для покрытия и заданное технологическим процессом, далее с помос ью загрузочно-разгрузочного механизма производят выгрузку изделия из ванны 2. Конструктивное исполнение ванны с разновеликими стенКсии и криволинейным дни1цем, асимметрично размещенным относительно вертикальной оси ванны, с радиусом кривизны R, равным Наибольшей ширине ванны, позволяющим вьшолнить днище ванны из клиновых кирпичей, установленных в распор, препятствует всплыванию кирпичей на поверхность расплава даже в том случае, если соединительные твы разрушаются. Благода- г ря такомутехническому исполнению увеличивается срок службы ванны. Покрытиевнутренней полости ванны монолитной обмазкой на основе графита обеспечивает также увеличение срока службы ванны, так как графитовая обмазка предохраияет кирпичи и швы от взаимодействия с горячим расплавом цинка и препятствует про никновению расплава через ивы и тре- , .(Ц1НЫ в футеровке. При этом соприкос- новеиие горячего, расплава с металличебким кожухом ванны практически исключено, так как даже при образовании трещин в монолитной обмазке и проникновении горячего расплава в футеровку его температура резко снижается, и.расплав застывает в ошах. ,51 образуя защитную Пленку. Стойкость ванны повышается по сравнению с базовым объектом с. 6 Мес. до 3-5 лет при этом резко сокр,яцаются потери цинка При перекачке его из рабочей ванны в резервную при аварийных ситуациях. : . , Использование изобретения повышает производительность ванны за счет .сокращения простоев,связанных с ре монтами и частыми заменами ванн из4за разрушения металлического короба, контактирующего с горячим расплавом цинка. Кроме того, улучпаются условия эксппуатации ванны за счет выполг ения. погружных нагревателей в виде отдельных быстросъемных секций, позволяклдах осуществлять их быструю замену не снижая температуру расплава. Использование изобретения дает экономический эффект до 300 тыс.руб./ г.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР, 737496, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1259893, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
