I
Изобретение относится к химическо обработке поверхности металла, а именно к технологическому оборудованию для изготовления деталей методо химического фрезерования. Детали могут представлять собой металлические листы длиной в несколько метров.
Известна камера для химического фрезерования, содержащая форсунки, связанные с системой подачи раствора и транспортер для транспортировки детали l j.
Известно также устройство для химического фрезерования длинномерных изделий, содержащее камеру с форсунками, связанными с системой подачи раствора, транспортер, воздушные ножи-с форсунками, связанными с системой подачи воздухаj установленные на входе и выходе из камеры 2.
Недостатком известных устройств является то,что контроль глубины
фрезерования ведут вручную, вследствие чего снижается производительность труда.
Цель изобретения - повьопение производительности путем автоматизации процесса химического фрезерования.
Поставленная цель достигается тем, что устройство для химического фрезерования длинномерных изделий снабжено горизонтальными направляющими и приводом воздушного ножа, воздушный нож установлен с возможностью перемещения по направляю(цим, причем на воздушном ноже установлена вертикальная направляющая с датчиком глубины фрезерования и приводом датчика. Датчик глубины фрезерования установлен с возможностью перемещения по вертикальной направляющей.Кроме того, устройство снабжено вычислительным блоком, к входу которого подключен датчик глубины фрезерования, а к выходам - привод воздушного ножа
привод датчика. Воздушный нож выполнен с экраном и связан с системой подачи воздуха гибким пшангом.
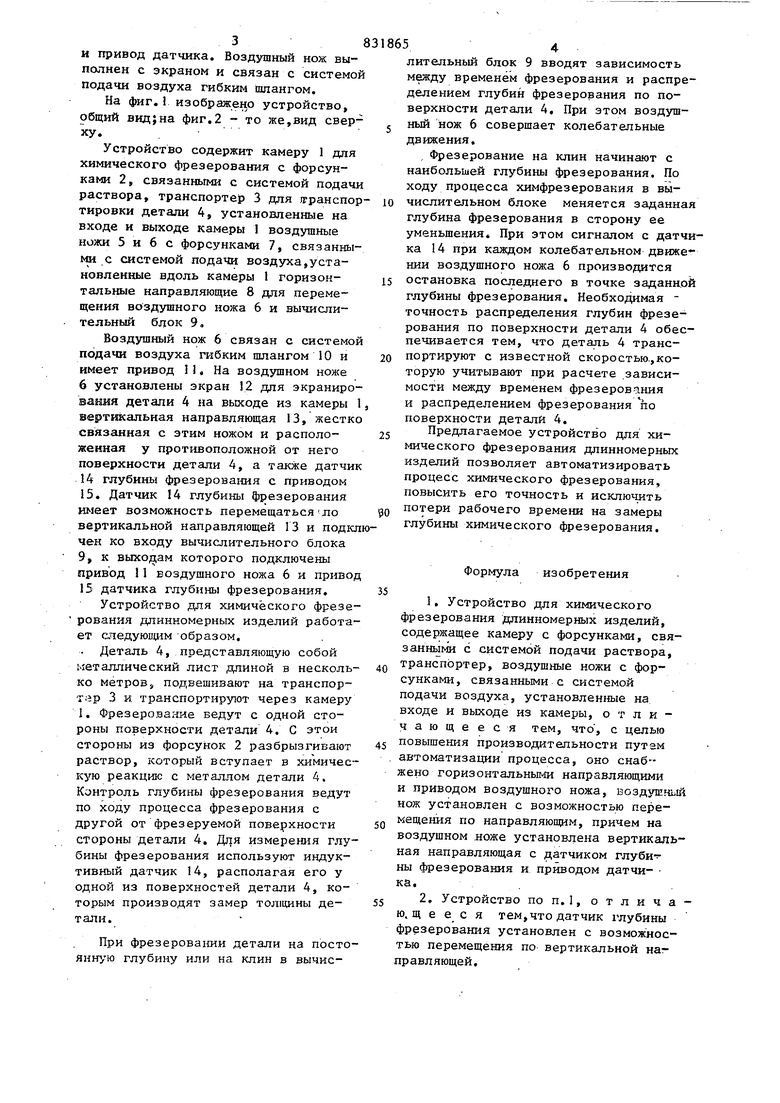
На фиг.I изображено устройство, бщий вид;на фиг.2 - то же,вид сверу. .
Устройство содержит камеру 1 для имического фрезерования с форсунами 2, связанными с системой подачи аствора, транспортер 3 для )гранспор- Ю ировки детали 4, установленные на ходе и выходе камеры 1 воздушные ожи 5 и 6 с форсунками 7, связанными с системой подачи воздуха,установленные вдоль камеры 1 горизон- 15 тальные направляющие 8 для перемещения воздушного ножа 6 и вычислительный блок 9,
Воздушный нож 6 связан с системой подачи воздуха гибким шлангом 10 и 20 имеет привод }1. На воздушном ноже 6 установлены экран 12 дпя экранирования детали 4 на выходе из камеры 1, вертикальная направляющая 13, жестко связанная с этим ножом и располо- 25 женная у противоположной от него поверхности детали 4, а также датчик
14глубины фрезерования с приводом 15. Датчик 14 глубины фрезерования имеет возможность перемещаться ло «ЭО вертикальной направляющей 13 и подключен ко входу вычислительного блока
9, к выходам которого подключены привод I1 воздушного ножа 6 и привод
15датчика глубины фрезерования. 35 Устройство для химического фрезерования длинномерных изделий работает следуюпдам образом.
Деталь 4, представляющую собой металлический лист длиной в несколь- 40 ко метровJ подвешивают на транспортер 3 и транспортируют через камеру 1. Фрезерование ведут с одной стороны поверхности детали 4, С этой стороны из форсунок 2 разбрызгивают 45 раствор, который вступает в химическую реакцию с металлом детали 4. Контроль глубины фрезерования ведут по ходу процесса фрезерования с другой от фрезеруемой поверхности 50 стороны детали 4. Для измерения глубины фрезерования используют индуктивный датчик 14, располагая его у одной из поверхностей детали 4, которым производят замер тол и;ины де- 55 тали.
При фрезеровании детали на постоянную глубину или на клин в вычислительный блок 9 вводят зависимость между временем фрезерования и распределением глубин фрезерования по поверхности детали 4. При этом воздушный нож 6 совершает колебательные движения.
Фрезерование на клин начинают с наибольшей глубины фрезерования. По ходу процесса химфрезеровакня в вычислительном блоке меняется заданная глубина фрезерования в сторону ее уменьшения. При этом сигналом с датчика 14 при каждом колебательном движе НИИ воздушного ножа 6 производится остановка последнего в точке заданной глубины фрезерования. Необходимая точность распределения глубин фрезерования по поверхности детали 4 обеспечивается тем, что деталь 4 транспортируют с известной скоростью.,которую учитывают при расчете .зависимости между временем фрезерования и распределением фрезерования по поверхности детали 4.
Предлагаемое устройство для химического фрезерования длинномерных изделий позволяет автоматизировать процесс химического фрезерования, повысить его точность и исключить потери рабочего времени на замеры глубины химического фрезерования.
Формула изобретения
1. Устройство для химического фрезерования длинномерных изделий, содержащее камеру с форсунками, связанными с системой подачи раствора, транспортер, воздушные ножи с форсунками, связанными с системой подачи воздуха, установлению на входе и выходе из камеры, отличающееся тем, что , с целью повышения производительности путам автоматизации процесса, оно снабжено горизонт альньи-ш направляющими и приводом воздушного ножа, воздушй нож установлен с возможностью перемещенрхя по направляющим, причем на воздушном ноже установлена вертикальная направляющая с датчиком глубины фрезерования и приводом датчи- ка..
2. Устройство ПОП.1, отличаю. щ е е с я тем, что датчик глубины фрезерования установлен с возможностью перемещения по вертикальной направляющей. 3.Устройство по п.1, о т л и чающе еся тем, что оно снабжено вычислительным блоком, к входу которого подключен датчик глубины фрезерования, а к выходам - привод воздушного ножа и привод датчика. 4.Устройство по п.1,отличающееся тем, чти воздушный нож выполнен с экраном. 5.Устройстов по п.1, о т л и ч ю щ а а с я там, что воздушный нож 6 связан с системой подачи воздуха гибким шлангом. Источники информации, принятые во внимание при экспертиза 1.Патент США 8 3906895, кл. 118-326, 1975. 2.Таннер У. К/и др. Технология . изготовления клееных конструкций. Цод ред. М.Боднара. М., Мир, с.219-225.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для химической обработки длинномерных изделий | 1983 |
|
SU1082864A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМИРОВАНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЛИННОМЕРНОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2009 |
|
RU2544140C2 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Установка для химической и электро-ХиМичЕСКОй ОбРАбОТКи издЕлий | 1979 |
|
SU819219A1 |
| Способ охлаждения маложестких длинномерных деталей при термических операциях и устройство для его осуществления | 2020 |
|
RU2756670C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И ГРАНУЛИРОВАНИЯ РАСПЛАВОВ ТВЕРДЫХ СМОЛ И КОМПОЗИЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2086297C1 |
| Камера для маркировки длинномерныхиздЕлий | 1979 |
|
SU835526A1 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ДЛИННЫХ И/ИЛИ КОРОТКИХ МАКАРОННЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2091042C1 |
| Установка для автоматизированной очистки изделий | 2024 |
|
RU2833686C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОЛЕЙНЫХ ПОЛОС ПРИ РЕМОНТЕ АВТОДОРОГ | 2012 |
|
RU2500851C1 |

S8 Z
i I
A-A
2 15
ffyfSnS Фиг.2
