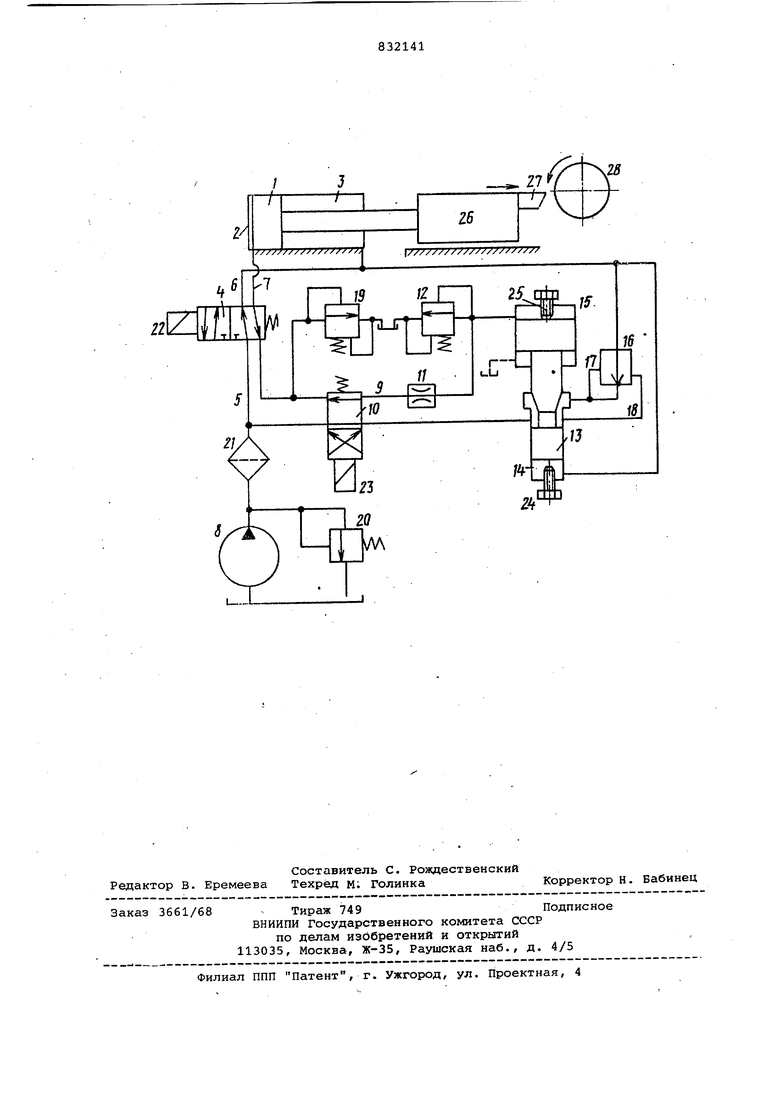
ми 22 и 23, а регулятор 13 упорами 24 и 25. Суппорт 26 перемещает резец 27, обрабатывающий заготовку 28.
Система дроссельного регулировани подачи металлорежущего станка .работает следующим, образом.
Работа системы рассматривается на примере обработки конуса.
При включении электромагнитов 22 и 23, масло от насоса 8 поступает через фильтр 21, гидролинию 5, распределитель 4 и гидролинию 7 в поршневую полость- 2 гидродвигателя 1 подачи . Слив из штоковой полости 3 при этом происходит через клапан 16 разности давлений, регулятор 13 усилия подачи, распределитель 10 и напорный золотник 19. Давлением сливной полости 3 регулятор 13 прижат к упору 25, поэтому его дросселирующая щель максимально открыта, подача суппорта наибольшая. В полость 15 подводится постоянное давление, определяемое напорным золотником 12 и дросселем 11. При касании резцом 27 вращающейся заготовки 28 происходит резание, в силу того, что съем метал ла при обработке конуса непрерывно растет, то при постоянном подведенном давлении насоса 8 в полости 2 , давление в штоковой полости 3 снижается, поэтому усилие, действующна регулятор 13 усилия подачи в полости 14 уменьшается,последний смещает и уменьшает щель дросселирующую при постоянном перепеще давлений, поддерживаемом клапаном 16 разности давлений, подача уменьшается, тем самым усилие подачи восстанавливается в соответствии с отрегулированным первоначально значением. Наличие двух регулируемых упоров, а также постоянного давления в полости 15 регулятора 13 подачи позволяет просто подобрать оптимальный режим резания.
При отключении электромагнитов 22 и 23 происходит возврат суппорта 26, масло от насоса 8 поступает в ЩТОКОВУЮ полость 3 и полость 14 регулятора 13, а слив происходит из
поршневой полости 2. При этом полост 15 постоянного давления регулятора 13 разгружается через гидрораспределитель 10 на слив, поэтому регулятор 13 прижимается к упору 25, т.е. система занимает исходное положение.
Применение данного изобретения для автоматического управления подачей металлорежущего станка при обработке заготовок с переменным припуском металла, позволяет повысить точность поддержания постоянного усилия подачи, что повышает стойкость резцов и приводит к росту производительности обработки.
Формула изобретения
i
Система дроссельного регулирования подачи металлорежущего станка, содержащая гидродвигатель механизма подачи, одна из полостей которого подключена через распределитель и гидролинии к насосу постоянного давления, связанному гидролинией с переливным золотником, а другая - к сливу через однощелевой гидравлический регулятор усилия подачи, одна из торцовых полостей которого связана со сливной полостью гидродвигателя, отличающаяся тем, что, с целью повышения точности, на входе регулятора установлен клапан разности давлений, гидролинии управления которого подключены к входу и выходу регулятора, а вторая торцовая полость последнего связана с выходом дросселя, дополнительно установленного с гидролинией., связывающей насос с напор-ным золотником.
Источники информации, принятые во внимание при экспертизе
1. Малкин Ю.И. и др. Гидравлические и электрогидравлические элементыавтоматических систем управления гидрокопировальными станками. Станки и инструмент, 1974, № 8, с. 32-34.
z
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидропривод подачи металлорежущего станка | 1980 |
|
SU937797A1 |
| РЕГУЛЯТОР РАСХОДА | 1994 |
|
RU2092888C1 |
| Гидросистема | 1986 |
|
SU1530826A1 |
| Гидравлический привод объемно-дроссельного регулирования | 1986 |
|
SU1353955A1 |
| Гидравлический привод стола плоскошлифовального станка | 1977 |
|
SU661153A1 |
| Гидропривод | 1991 |
|
SU1827449A1 |
| Гидравлический привод | 1980 |
|
SU881459A1 |
| Гидропанель управления реверсом привода ползуна и приводом подач | 1974 |
|
SU566976A1 |
| Привод подач шлифовального станка | 1988 |
|
SU1664534A1 |
| Гидропривод | 1989 |
|
SU1672006A1 |