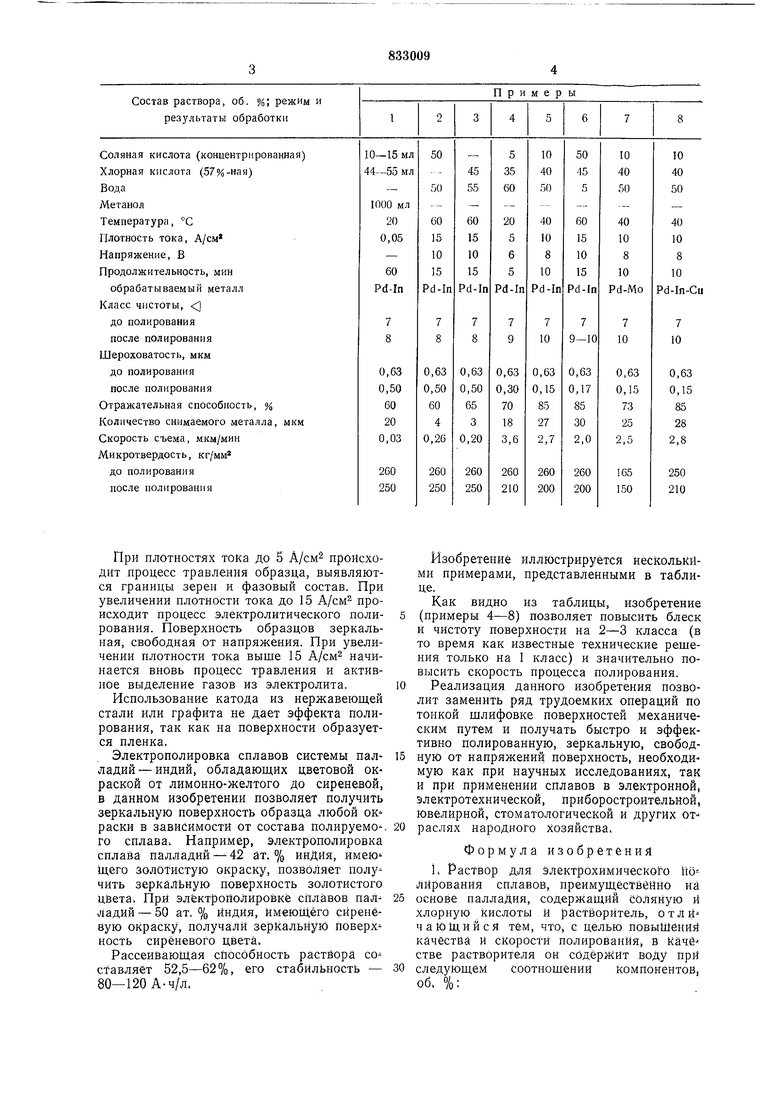
При плотностях тока до Б А/см происходит процесс травления образца, выявляются границы зерен и фазовый состав. При увеличении плотности тока до 15 А/см происходит процесс электролитического полирования. Поверхность образцов зеркальпая, свободная от напряжения. При увеличении плотности тока выше 15 А/см начинается вновь процесс травления и активное выделение газов из электролита.
Использование катода из нержавеющей стали или графита не дает эффекта полирования, так как на поверхности образуется пленка.
Электрополировка сплавов системы палладий - индий, обладающих цветовой окраской от лимонно-желтого до сиреневой, в данном изобретении позволяет получить зеркальную поверхность образца любой ок раски в зависимости от состава полируемо-, го сплава. Например, электрополировка сплава палладий -42 йт. % инДИя, имею Ш,его золотистую окраску, позволяет полу чить зеркальную поверхность золотистого цвета. При элЁктропоЛировкё сплавов пал ладий - 50 ат. % йндИя, Имеющего сирепёвую окраску, получали зеркальную поверхность сиреневого цвета.
Рассеивающая способность раствора составляет 52,5-62%, его стабйльпость - 80-120 А-ч/л,
Изобретение иллюстрируется несколькими примерами, представленными в таблице.
Как видно из таблицы, изобретение (примеры 4-8) позволяет повысить блеск и чистоту поверхности на 2-3 класса (в то время как известные технические решения только на 1 класс) и значительно повысить скорость процесса полирования.
Реализация данного изобретения позволит заменить ряд трудоемких операций по тонкой шлифовке поверхностей механическим путем и получать быстро и эффективно полированную, зеркальную, свободную от напряжений поверхность, необходимую как при научных исследованиях, так и при применении сплавов в электронной, электротехнической, приборостроительной, ювелирной, стоматологической и других отраслях народного хозяйства.
Формула изобретения
1. Раствор для электрохимического Полирования сплавов, преимущественно на
основе палладия, содержащий соляную rt хлорную кислоты и растворитель, отли чающийся тем, что с целью повышений качества и скорости полирования в качё стве растворителя он содержит воДу при
следующем соотнощении компонентов, об. %:
56
Соляная кислота 5-50Источники информации,
Хлорная кислота 35-45принятые во внимание ири экснертизе
Вода Остальное1. Авторское свидетельство СССР
2. Способ электрохимического нолирова-№ 244839, кл. С 25F 3/16, 1968.
ния постоянным током в растворе соляной5 2. Панченко Е. В. и др. Лаборатория ме
и хлорной кислот, отличающийся тем,таллографии. М., «Металлургия, 1965,
что полирование проводят нри 20-60°С ис. 412-413.
плотности тока 5-15 А/см с использова-3. Авторское свидетельство СССР
нием катода из родия или платины.№ 293058, кл. С 25F 3/08, 1969.
833009
| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для электрохимического полирования бериллиевой бронзы | 1978 |
|
SU777087A1 |
| Раствор для электрохимической обработки цинкосодержащих материалов | 1977 |
|
SU639912A1 |
| Способ приготовления образцов для металлографического анализа молибдена | 1981 |
|
SU1019268A1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2288300C2 |
| СПОСОБ УПЛОТНЕНИЯ АНОДНО-ОКИСНОГО ПОКРЫТИЯ ДЕТАЛИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2009 |
|
RU2383663C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО НОСИТЕЛЯ ДЛЯ КАТАЛИЗАТОРА (ВАРИАНТЫ) И НОСИТЕЛЬ | 2006 |
|
RU2320785C1 |
| Раствор для электрополирования металлов | 1976 |
|
SU670607A1 |
| Раствор для электрохимического полирования композиционного материала "алюминий-бор | 1980 |
|
SU918341A1 |
| СПОСОБ ФОРМИРОВАНИЯ ЦВЕТНОГО ДЕКОРАТИВНОГО ПОКРЫТИЯ С ПОМОЩЬЮ АНОДИРОВАНИЯ | 2015 |
|
RU2620801C1 |
| Раствор для электрохимического полирования цинка | 1977 |
|
SU662572A1 |
