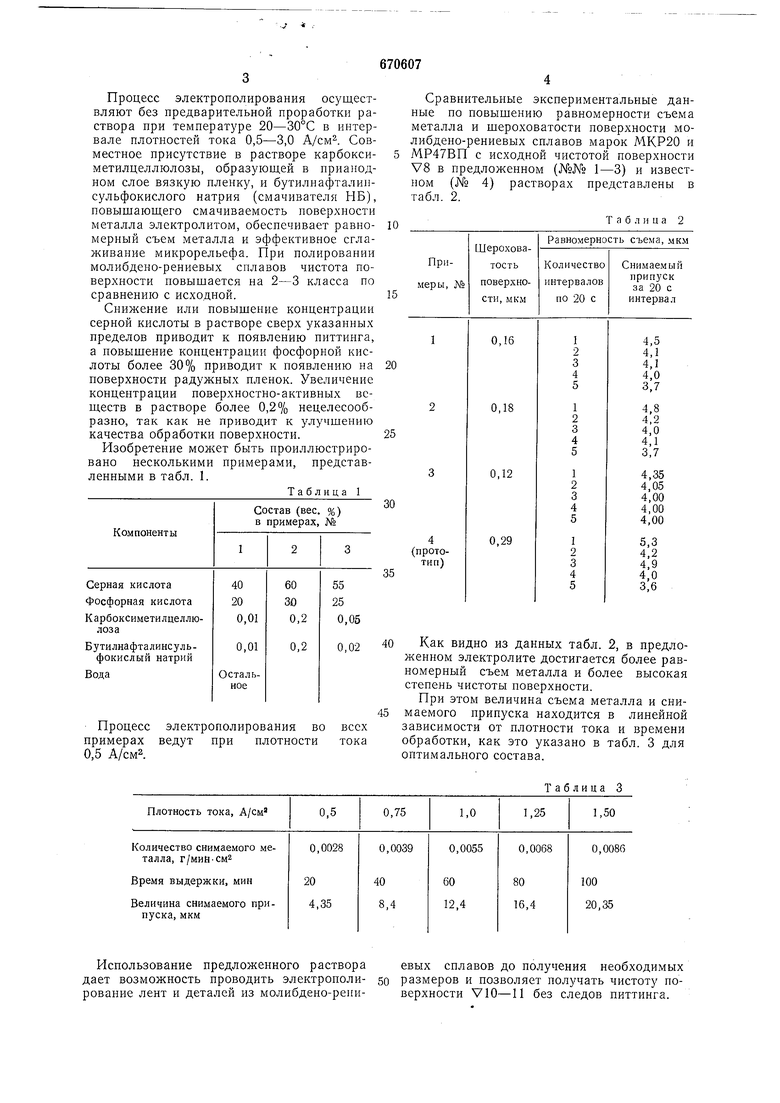
Процесс электрополирования осуществляют без предварительной проработки раствора при температуре 20-30°С в интервале плотностей тока 0,5-3,0 А/см. Совместное присутствие в растворе карбоксиметилцеллюлозы, образующей в прианодном слое вязкую пленку, и бутилнафталинсульфокислого натрия (смачивателя НБ), повыщающего смачиваемость поверхности металла электролитом, обеспечивает равномерный съем металла и эффективное сглаживание микрорельефа. При полировании молибдено-рениевых сплавов чистота поверхности повышается на 2-3 класса по сравнению с исходной. Снижение или повыщение концентрации серной кислоты в растворе сверх указанных пределов приводит к появлению питтинга, а повышение концентрации фосфорной кислоты более 30% приводит к появлению на поверхности радужных пленок. Увеличение концентрации поверхностно-активных веществ в растворе более 0,2% нецелесообразно, так как не приводит к улучшению качества обработки поверхности. Изобретение может быть проиллюстрировано несколькими примерами, представленными в табл. 1. Таблица 1 Сравнительные экспериментальные данные по повышению равномерности съема металла и шероховатости поверхности молибдено-рениевых сплавов марок МКР20 и МР47ВП с исходной чистотой поверхности V8 в предложенном (№№ 1-3) и известiiOM (№ 4) растворах представлены в табл. 2. Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для электрохимического полирования никелевых сплавов | 1982 |
|
SU1070222A1 |
| Раствор для электрохимического полирования | 1981 |
|
SU985161A1 |
| СПОСОБ ПОЛИРОВАНИЯ ИЗДЕЛИЙ | 1994 |
|
RU2116391C1 |
| РАСТВОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 1990 |
|
RU2023767C1 |
| Электролит для полирования изделий из медных сплавов | 1991 |
|
SU1788100A1 |
| Раствор для электрохимическогопОлиРОВАНия СплАВОВ | 1979 |
|
SU831885A1 |
| Электролит для полирования алюминия и его сплавов | 1990 |
|
SU1773951A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ИЗДЕЛИЙ ИЗ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 1997 |
|
RU2118412C1 |
| Раствор для электрохимического полирования бериллиевой бронзы | 1978 |
|
SU777087A1 |
| Раствор для электрохимического полирования жаропрочных сталей | 1980 |
|
SU931823A1 |
Процесс электрополирования во всех примерах ведут при плотности тока 0,5 А/см2.
Использование предложенного раствора дает возможность проводить электрополироваиие лент и деталей из молибдено-рениТаблица 3
евых сплавов до получения необходимых 50 размеров и позволяет получать чистоту поверхности V10-11 без следов питтинга. Как видно из данных табл. 2, в предложенном электролите достигается более равномерный съем металла и более высокая степень чистоты поверхности. При этом величина съема металла и снимаемого припуска находится в линейной зависимости от плотности тока и времени обработки, как это указано в табл. 3 для оптимального состава.
Формула изобретения
Раствор для электрополирования металлов, содержащий серную и фосфорную кислоты, карбоксиметилцеллюлозу, воду и поверхностно-активное вещество, отличающийся тем, что, с целью повыщения равномерности съема металла при полировании молибдено-рениевых сплавов, в качестве поверхностно-активного вещества он содержитбутилнафталинсульфокислый
натрий при следующем соотнощении компонентов, вес. %:
Серная кислота40 -60
Фосфорная кислота20 -30
Карбоксиметилцеллюлоза0,01- 0,20
Бутилнафталинсульфокислый натрий0,01- 0,20 Вода Остальное
Источники информации, принятые во внимание при экспертизе
