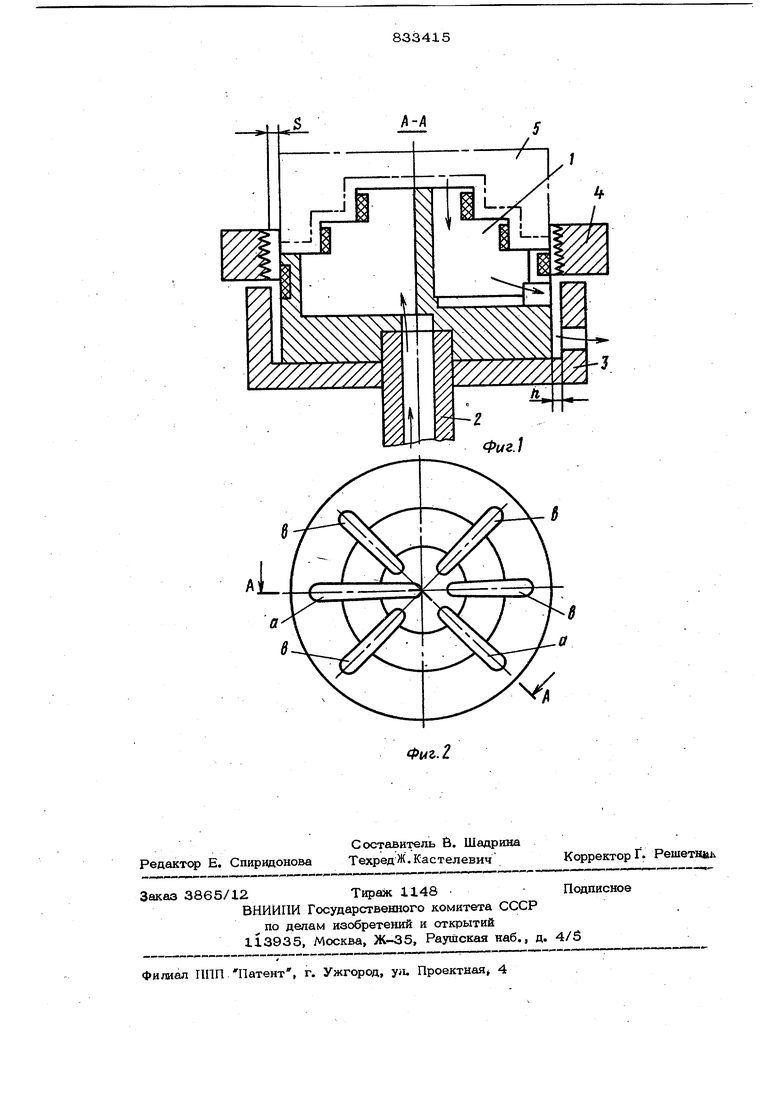
Изобретение относится к электрохимическим методам обработки токосроводяших материалов и может быть исполь эовано в щ оизводстве леталей с торцовыми поверхностями вращения в авиапионной и других отраслях промьшленнос ти. Известно устройство для электрохимической размерной обработки тел вращений кольцевьш электродом-инструментом, с изменяющимся проходным сечением и с локальной зоной обработки, в котором электрод-инструмент и боковые два лектрическне экраны выполнены по типу нрвсовбй кольцевой Д1Ёафрагмы 13 . . Такое устройство обладает сложной системой регулирования ск ч остью движения электролита в зонах обработки при 1фименешы катодов-инструментов с чередующимися входными и отвоаными целями, а также снижением производител ности обработки из-за нарушения гидроди намики потока электролита, обусловленно го наличием диа4)рагм. Кроме то1Ч, устройство сложно в конструктивном исполнении и дает малую надежность в работе из-за возможного попадания электролита в зазоры между осями, штифтами и сопрягаемыми с ними отверстиями диа;4рагм. Цель изобретения - повышение .щ оиэводительности обработки посредством увеличения движения электролита в тангенциальном на1фавле11ии и устранения перетекания электролита в радиальном направлении. Указанная цель достигается тем, что катодное устройство для электрохимической обработки т фцовых тел вращения содержащее катод-инструмент с чере дующимися входными и выходными щел ми, катододержатель и дроссельную втулку, снабжено кольцом с уплотнительными элементами, выполненным- на наружной поверхности катода-инструмента. На фиг 1. изображен разрез А -А на фиг. 2i на фиг. 2 катодное устройство, вид сверху на фиг. 1. 38 Катод-инструмент 1 с чередующимися входными (а) и выходными .щелями (в) монтируется на катододержатель 2, уотанавливаемыб в шпиндель или пиноль катодной головки стакана. На катододержателе 2 располагается дроссельная втулка 3, внутренняя поверхность которой выполнена с здзором fi по отношению к наружной поверхности като- да-гинструмента 1. На эту пов хность монтируют кольцо 4 с уплотнительньши элементами в ка честве кЬторых 1фименяются::при малых скоростях вращения электроды сальника, а щж повышенных - лабиринтные уплотнения. Внутренняя поверхность кольца 4 .располагается с малым зазором по отношению к наружной поверхности обрабатыв емой детали 5, показанной на фиг. 1 штрихпунктирной линией. В процессе обра ботки элек1ролит подается в мёжэлектрод ное хфостранство через щели а и выходит через отводящие цели в, зазор и отверстия в дроссельной втулки 3 в - камеру. Недобходимое противодавление на выходе электролита из зон обработки создается за счет величины зазора. Введение кольца 4 с уплотнитепьными элементами увеличивает скорость движения электролита в тангенциальном направлении между входными и отводными щелями катода-инструмента 1 и устраняет перетекание электролита в радиальном направлении; При этом значительно сокращается путь движения электролита в зонах обработки, что исключает необходимость в высоких перепадах давления. Независимо от погрешностей исходных заготовок во. всех зонах межэлектродного пространства создается равномерный поток электролита, что способствует по5выщенкю производительности и точности обработки деталей. По сравнению с известными катодными устройствами предложенная конструкция обладает следующими преимуществами. 1)Более высокой производительностью обработки почти в два раза и точностью формообразованияг в 2,5 раза, 2)Равномерностью потока электролита в зонах обработки с различными меж- электродными зазорами 3)Снижением д6 минимума перетека ние основной массы электролита через зоны с большими межэлектродными зазорами;4)Простым конструктивным исполне:- нием; Более высокой надежностью в раФормула изобретения Катодное .устройство для электрохимической обработки торцовых тел вращения, содержащее катод-инструмент с чередующимися входными и выходньши щелями, катододержатель, дроссельную втулку, отличающееся тем, что, с целью повышения производительности посредством увеличения скорости движения электролита в тангенциальном направлении, и устр анения перетекании электролита в радиальном направлении, катодное у стройство снабжено кольцом с уплотнительными элементами, выпопшенными ца наружной повер шости катодаинструмента. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 2О549О, кл. В 23 Р 1/04, 1966.
V///////////..
7////////
vT
Фиг. 2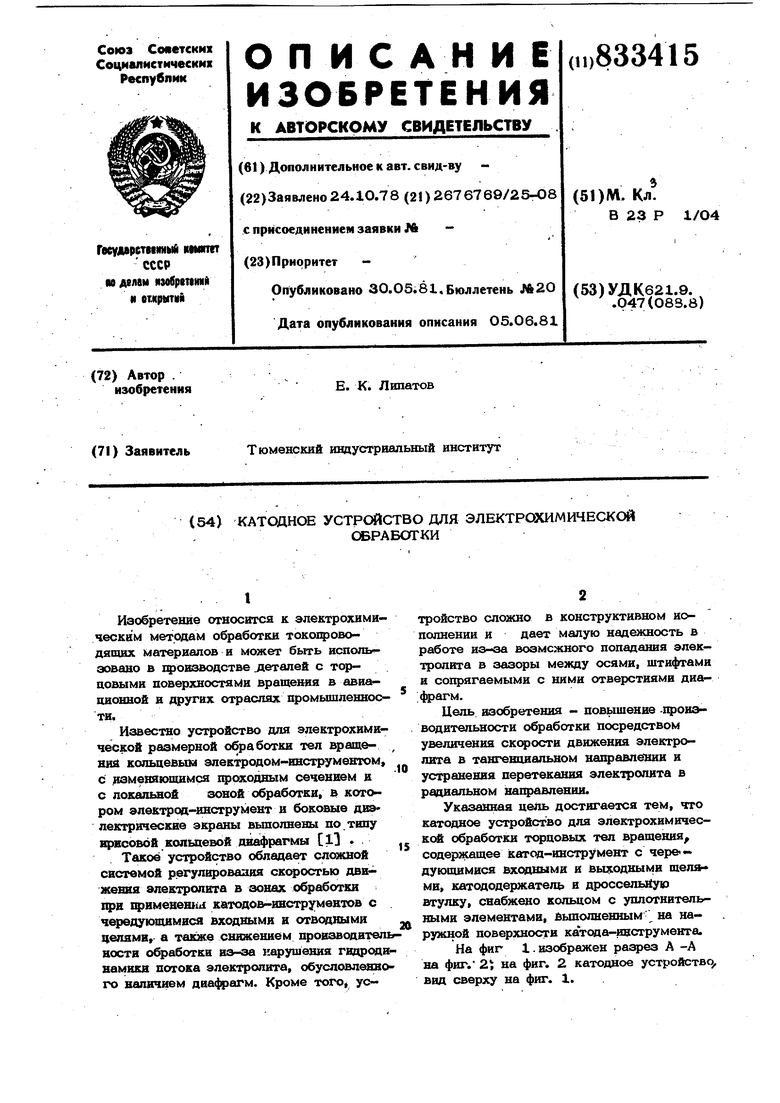
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической обработки | 1981 |
|
SU1099498A1 |
| Электрод-инструмент для электрохимической калибровки отверстий | 1983 |
|
SU1151398A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| Способ электрохимической размерной обработки | 1986 |
|
SU1399033A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
| Устройство для электрохимической обработки сложнопрофильных каналов | 1983 |
|
SU1166932A1 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
| ВОДНО-ЛИТИЕВЫЙ ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 1988 |
|
SU1695793A3 |