11 Изобретение относится к изготовлению абразивного инструмента, а именно к способам пропитки расплавле ным импрегнатором, преимущественно серой. Цель изобретения повышение качества пропитки путем обеспечения полноты и равномерности пропитки, Способ заключается в том, что инструмент погружают в расплав серы, выдерживают в течение определенного эремени в расгглавё до насьпцения изде лий, затем инструмент выгружакэт, ох- лаждают до отверждения расплава на боковых поверхностях и снова осу- ществляют пропитку путем полива расплава на верхний торец инструмента, при одновременном охлаждении поверхности до температуры ниже температуры фазового перехода расплава. Способ осуществляется следующим образом. ; Абразивный инструмент, например шлифовальные круги, устанавливают на оправку в виде пакета (из 5-8кру гов ) и помещают в нагревательную кам ру для подогрева до ISO-ieO C, после чего пакет загружают в пропиточную камеру и после подачи расплава серы выдер живают изделия в течение 20-60 мин в за висимости от характеристики кругов. .Затем пакет извлекают из расплава, устанавливают на поддон или кювету И-подвергают охлаждению, например, обдувом воздуха. Когда температура боковых поверхностей изделий достигнет 105-1 1.0°С и сера на поверхности затвердеет, начинают подавать на верхний торец пакета расплав серы. При этом ведут постоянное охлаждение, поддерживая температуру наружного слоя 105-1 ЮС. Подачу расплав осуществляют со скоростью капиллярнбго всасывания. По окончании пропи ки (прекращение всасывания расп.пава 73 . 2 подачу расплава прекращают, пакет охлаждают до 90-100°С и разбирают. Пример. Проводили пропитку расплавом серы шлифовальных кругов ЯП 65x30x20 9lА16СМ17К4ЗА, сформированных в пакет из 5 изделий, щли- фовальных кругов ПП 65x14x20 25А8ПМ39К43А, сформированных в пакет из 9 изделий, и шлифовальных брусков БП 9x12,7x127 64С10ПС27КА и БП 12,2x12,7x153 64СМ40ПС1 10КА, сфор-мирова:нных в пакеты по 5 изделий. Изделия, подогретые до 150°С, выдерживали в пропиточной камере в течение 20 мин (щлифовальные круги и бруски марки БП 9x1 2,7x127 ) и 40 мин (бруски БП 12,2x12,7x153), после чего пакет выгрузили из камеры и охладили до 105°С путем подачи воздуха ком- натной температуры. При затвердевании расплава на боковых поверхностях изделий подали расплав на верхний торец пакета из емкости, установленной над изделиями, которые продол жали охлаждать, поддерживая температуру наружного слоя пакета 110°С. Подпитку указанных изделий проводили в течение 2 мин для шлифовальных кругов и брусков БП 9x12,7x127 и 5 мин для брусков БП 12,2x12,7x153. Процесс пропитки проводили до прекращения впитывания расплава, что определялось визуально, Для сравнения был пропитан абразивный инструмент тех же характеристик и из одной партии без дополнительной подпитки. Результаты испытаний приведены в таблице. Как следует из таблицы, содержание серы в изделиях после пропитки предлагаемыг способом вьш1е, чем после пропитки известным способом.
Шлифовальные круги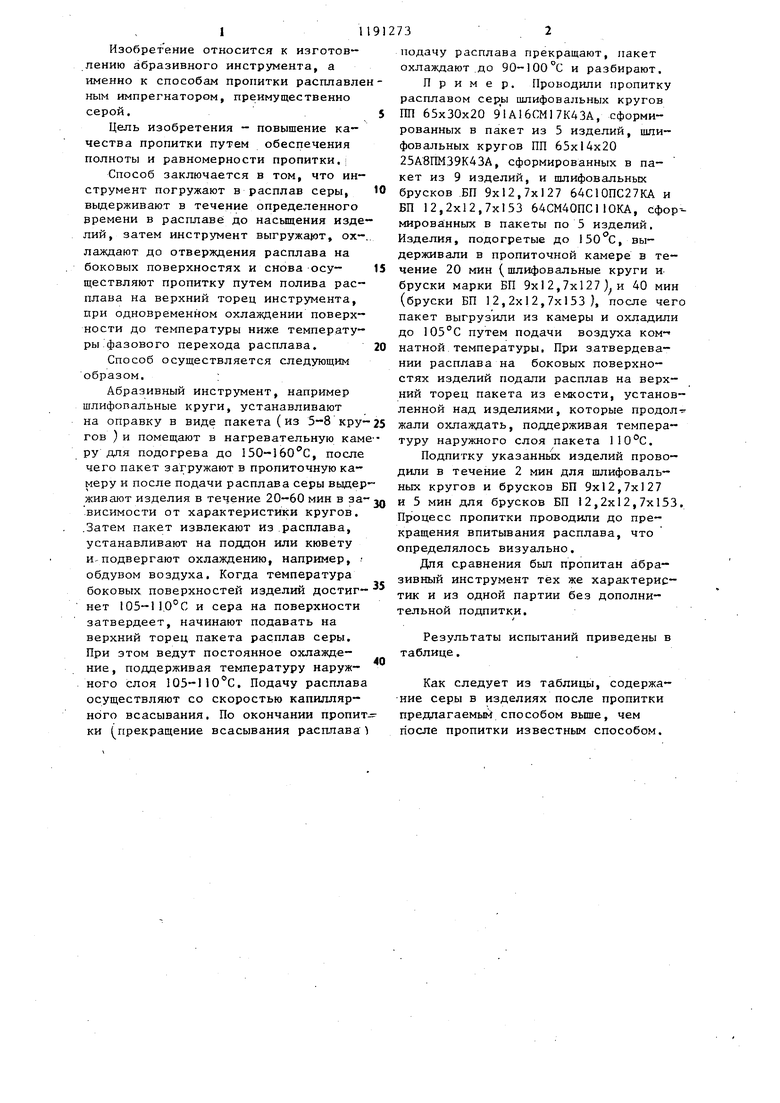
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2354535C2 |
| Способ пропитки абразивного инструмента | 1985 |
|
SU1293160A1 |
| Способ пропитки абразивного инструмента | 1990 |
|
SU1779567A1 |
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2352451C1 |
| Способ пропитки абразивного инструмента | 1985 |
|
SU1380925A1 |
| Установка для пропитки абразивных кругов | 1991 |
|
SU1779568A1 |
| Способ пропитки абразивного инструмента | 1984 |
|
SU1222521A1 |
| Состав для пропитки абразивного инструмента на керамической связке | 1989 |
|
SU1701503A1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1703428A1 |
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2164857C2 |
СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА расплавленным импрегнатором, при котором инструмент погружают в расплав, а после завершения пропитки его извлекают и охлаждают, отличающийся тем, что, с целью повьшенкя качества пропитки, охлаждение инструмента осуществляют до затвердевания импрегнатора на боковых его поверхностях, после чего производят повторную пропитку поливом импрегнатора на верхнюю поверхность инструмента при одновременном охлаткдении боковых поверхностей до температуры ниже температуры фазового перехода расплава.
| ЗАГРУЗКА КАТАЛИЗАТОРА В БАРБОТАЖНУЮ КОЛОННУ ДЛЯ СИНТЕЗА ФИШЕРА-ТРОПША | 2016 |
|
RU2726117C2 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Соков Н | |||
| П., Клименко В | |||
| А | |||
| Участок импрегнирования абразивных инструментов | |||
| - Подшипниковая промьшшенность, РИ/НИИАвтопром, 1978, 3, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
