Изобретение относится к изх отов- лению абразивного инструмента.
Цель изобретения - повышение качества инструмента при его импрег- нировании с обеспечением наиболее полного и равномерного распределения импрегнатора в объеме круга.
Согласно предлагаемому способу пропитанный инструмент помещают в, эластичную емкость,.боковые стенки которой плотно прилегают к периферийной части инструмента, что представляет вытекание импрегнатора в процессе его отверждения.
На фиг. изображен процесс отверждения импрегнатора после пропитки круга; на фиг.2 - тот же процесс, проводимый с использованием в качестве эластичной емкости эластичной подушки.
П р и- м е р i. Абразивный инструмент - круг 1 из электрокорунда хромотитанистого № 40 100x33x32, нагрет до 160°С и погружен в расположенную серу так, что на воздухе остается только верхний торец (отверстие круга закрыто пробкой 2 из мягкой резины высотой 20 мм, диаметром 32 мм заподлицо с нижним торцом и на 13 мм ниже верхнего торца).В пробку вставлен деревянный стержень 3 (диаметр 15 MMj дпина 200 мм), с помощью которого производятся все манипуляции с кругом. После того, как сера показалась на верхнем торце круга и заполнила верхнюю част отверстия круга, круг вставляется в заранее погруженную в расплав эластичную форму - цилиндрическую чамку из мягкой резины с внутренним диаметром 100 мм и высотой 50 мм, с толщиной стенок 2 мм. Затем чатка вместе с кругом извлекается из расплава, большая часть серы, находящейся в чашке вьше круга, быстро сливается так, то над верхним торцом остается слой серы высотой 1 мм, и ставится для охлаждения на стальную плиту. Чтобы верхний торец охлаждался до температуры затвердевания серы в последнюю очередь, чашка закрыта пенопластовой крьш1кой 5 с отверстием для стержня. При затвердевании серы вследствие уменьшения ее объе- .ма верхний слой серы впитывается в круг, дальнейшая подпитка происходит . за счет серы, оставшейся в верхней
части отверстия, незаполненной пробкой.
После охлаждения эластичная чашка легко снимается с круга при оттягивании ее краев. Легко также вынимается резиновая пробка из отверстия.
При разбивании десяти цропитанных таким способом кругов оказьшается, что все они пропитаны без дефектов, круги же, извлеченные из расплава без чашки, удовлетворительно пропитаны только до высоты 20-25 мм от нижнего торца, хотя они тоже подпитываются серой, оставшейся в отверстии круга.
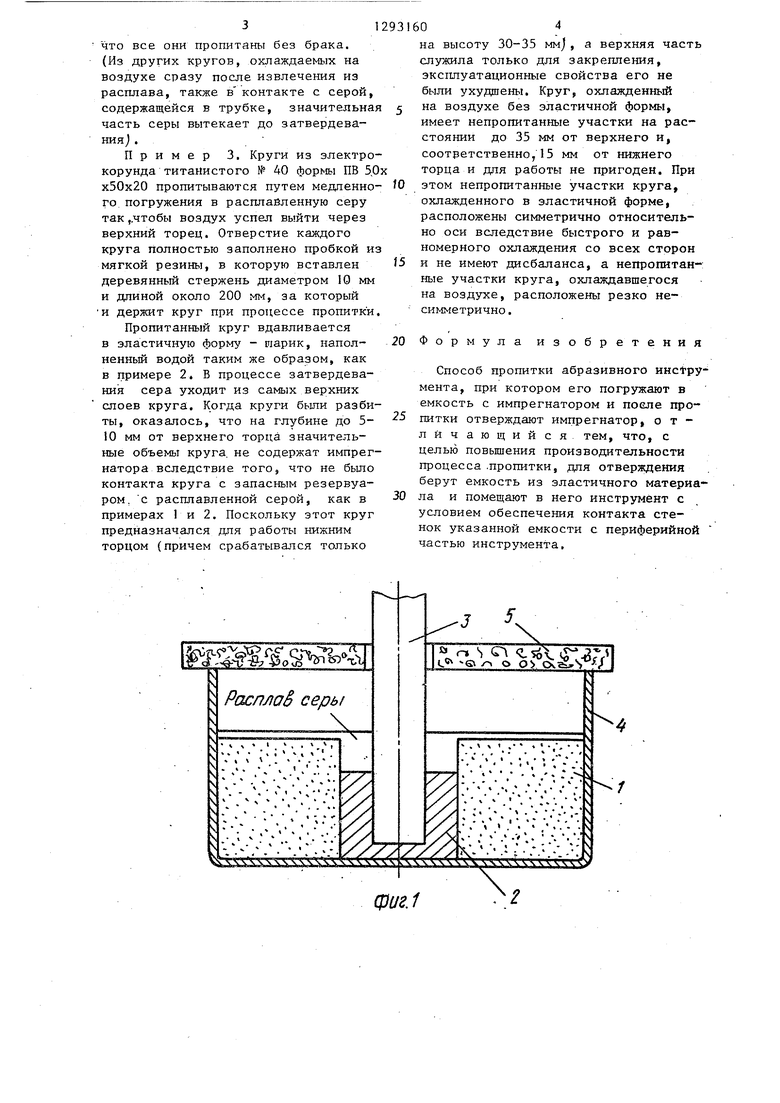
Пример 2. Круг из электрокорунда белого № 40 50x50x20 пропитан путем погружения в расплавленную серу. Нижняя часть отверстия круга закрыта резиновой пробкой 2 высотой 30 мм и диаметро 20 мм, в верхнюю часть отверстия вставляется фторопластовая трубка 6 с буртиком, который позволяет трубке входить в отверстие только на 10 мм (оставляя в середине незакрытый участок высотой 10. мм). Этот же буртик удерживает на верхнем торце круга фторопластовый диск 7 толщиной 1 мм, по форме, совпадающий с торцом круга, Сера входит через нижний торец и периферию круга. Воздух выходит через среднюю часть отверстия, В конце пропитки в трубку входит около 15 г расплавленной серы. Пропитанный круг извлечен иэ расплава за выходящий наружу конец трубки в течение 0,5 с (чтобы сера не успела вытечь из пор круга) и вдавлен в эластичную подушку 8 (в заполненный водой (около I л) мягкий резиновый надувной шарик), помещенную в цилиндрический сосуд 9 диаметром 120 мм.
После вдавливания круга его нижний торец и периферийная поверхность оказывается плотно прижатыми к резиновой пленке, охлаждаемой с противоположной стороны водой, и сера в прилегающих к ним участкам через 10 с затвердевает. Дальнейшее охлаждение проводится на воздухе, причем подпитка серой осуществляется через
внутреннюю поверхность отверстия круга за счет расплавленной серы, находящейся внутри фторопластовой трубки 6.10 пропитанных таким образом кругов разбиты и оказывается.
312
что все они пропитаны без брака. (Из других кругов, охлаждаемых на воздухе сразу после извлечения из расплава, также в контакте с серой, содержащейся в трубке, значительная часть серы вытекает до затвердевания) .
Пример 3. Круги из электрокорунда титанистого № 40 формы ПВ 50х х50х20 пропитываются путем медленного погружения в расгшабленную серу так ,.чтобы воздух успел выйти через верхний торец. Отверстие каждого круга полностью заполнено пробкой из мягкой резины, в которую вставлен деревянный стержень диаметром 10 мм и длиной около 200 мм, за который и держит круг при процессе пропитки.
Пропитанный круг вдавливается в эластичную форму - шарик, наполненный водой таким же образом, как в примере 2. В процессе затвердевания сера уходит из самых верхних слоев круга. Когда круги были разби
ты, оказалось, что на глубине до 5- 10 мм от верхнего торца значительные объемы круга, не содержат импрег- натора вследствие того, что не было контакта круга с запасным резервуаром, с расплавленной серой, как в примерах 1 и 2. Поскольку этот круг предназначался дпя работы нижним торцом (причем срабатывался только
O
31
з
5
604
на высоту 30-35 мм), а верхняя часть служила только для закрепления, эксплуатационные свойства его не были ухудшены. Круг, охлажденный на воздухе без эластичной формы, имеет непропитанные участки на расстоянии до 35 мм от верхнего и, соответственно,15 мм от нижнего торца и дпя работы не пригоден. При этом непропитанные участки круга, охлажденного в эластичной форме, расположены симметрично относительно оси вследствие быстрого и равномерного охлаждения со всех сторон и не имеют дисбаланса, а непропитан-: ные участки круга, охлаждавшегося на воздухе, расположены резко несимметрично .
Формула изобретения
Способ пропитки абразивного HHctpy- мента, при котором его погружают в емкость с импрегнатором и поела пропитки отверждают импрегнатор, отличающийся тем, что, с целью повышения производительности процесса .пропитки, для отверждения берут емкость из эластичного материала и помещают в него инструмент с условием обеспечения контакта стенок указанной емкости с периферийной частью инструмента.
Вода
Редактор М.Дылын
Составитель В.Воробьев Техред А.Кравчук
Заказ 342/25 Тираж 588Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Прои9водственно-полиграфичес1 ;ое предприятие, г. Ужгород, ул.Проектная,4
.г
Корректор О .Луговая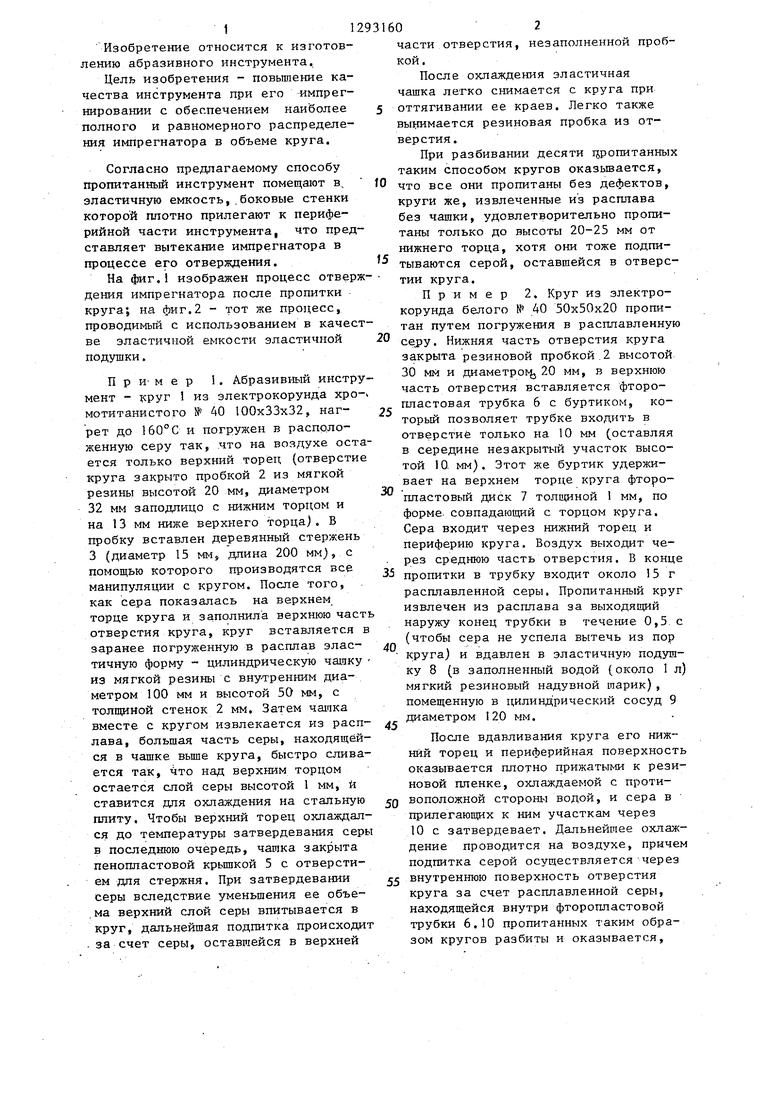
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пропитки абразивного инструмента | 1985 |
|
SU1380925A1 |
| Способ пропитки абразивного инструмента | 1990 |
|
SU1779567A1 |
| Способ изготовления полировального инструмента | 1989 |
|
SU1689054A1 |
| Способ пропитки абразивного инструмента | 1985 |
|
SU1373555A1 |
| Способ пропитки абразивного инструмента | 1983 |
|
SU1191273A1 |
| Способ изготовления абразивного инструмента | 1983 |
|
SU1131640A1 |
| Способ импрегнирования абразивного инструмента | 1981 |
|
SU1028494A1 |
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2164857C2 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1390005A1 |
| Способ пропитки абразивного инструмента | 1986 |
|
SU1366377A1 |
Изобретение относится к облас-. ти изготовления абразивного инструмента, цель - повысить производительность и качество пропитки. Изобрете- ние позволяет сохранить расплавленный импрегнатор в порах изделий, имеющих высоту, большую той, при которой жидкость удерживается в них капиллярными силами (т.е. главным образом крупнозернистого инструмен- TaJ после извлечения их из пропиточной ванны. Для этого еще до извлечения из ванны или непосредственно после извлечения изделие помещается в зластичную форму, закрывающую те поверхности, через которые может вытечь расплав, например цилиндрическое изделие - в цилиндрическую чашку из мягкой резины. Форма может представлять собой также мягкий предмет, принимающий очертания погружаемого в него изделия, например шар из резиновой пленки, наполненный жидкостью или газом до состояния, еще допускающего дальнейшее зна- - чительное растяжение пленки. 2 ил. с S (Л
| Авторское свидетельство СССР № 1001639, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
