Изобретение относится к трубопрокатному производству и может быть исполь- зозано на станах холодной периодической прокатки труб.
Цель изобретения - повышение точности геометрических размеров прокатываемых труб путем снижения кривизны концевых консольных участков, а также повышение долговечности.
На фиг. 1 изображена заготовка в очаге
Устройство работает следующим образом.
Заготовка подается в валки порциями относительно оправки 4, удерживаемой стержнем 3. Валковая клеть 2 совершает возвратно-поступательное перемещение и обжимает заготовку валками на оправке с ее периодическим поворотом посредством оправки. При сходе прокатываемой трубы с оправки ее передний конец может изгибаться в произвольном направлении (фиг. 5).
тый конец обкатывается по желобу 6 с проскальзыванием и поддерживается на оси прокатки. В результате взаимодействия конца трубы с желобом либо предотвращается его
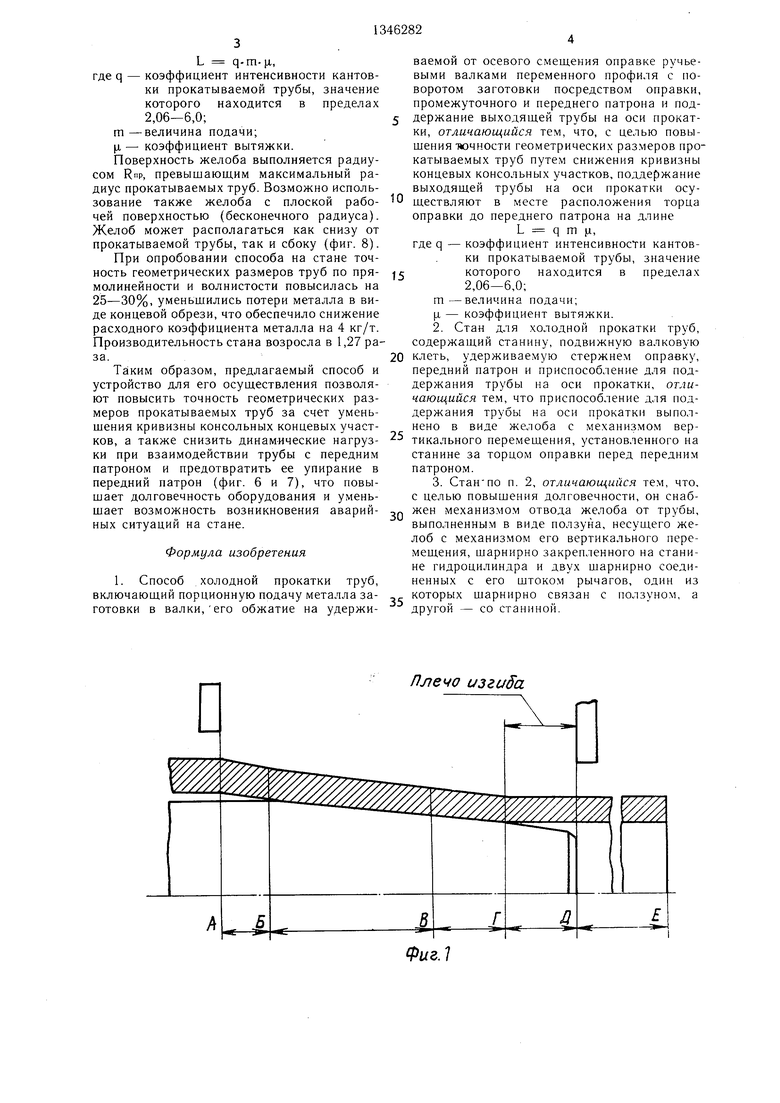
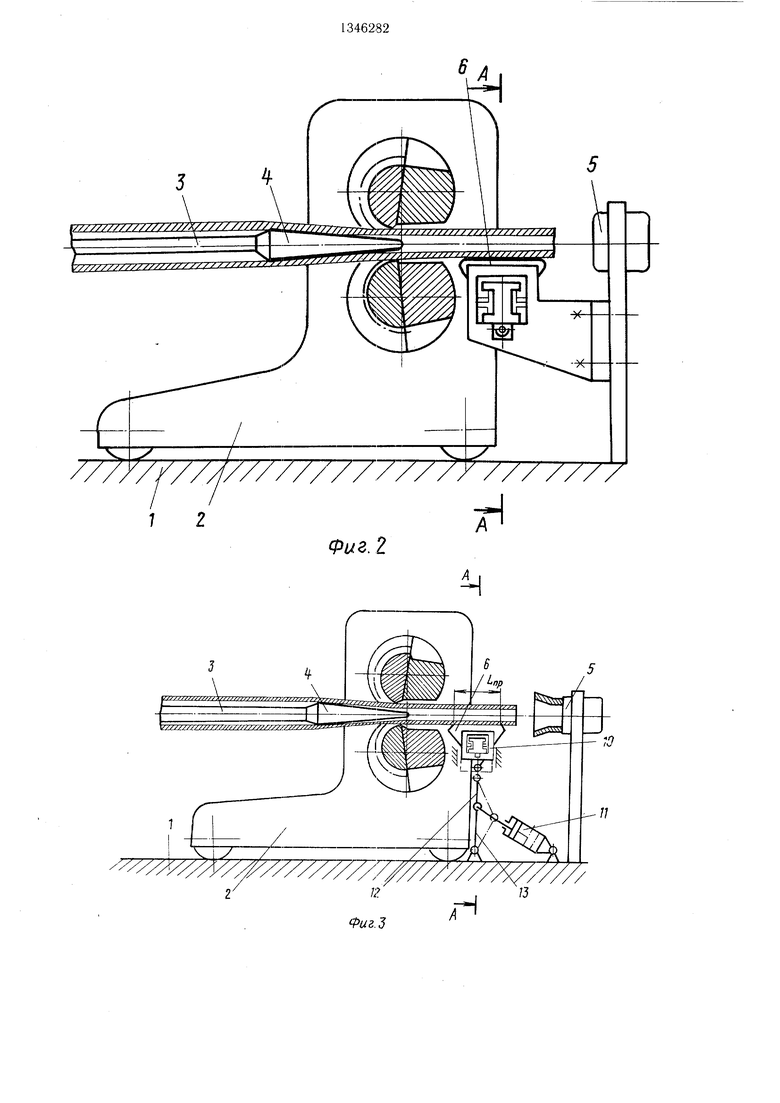
- .J..-..- J-1J - - J деформации и прилегающих к нему зонах - При последующем повороте трубы изогну- (АБ - участок редуцирования; БЕ5 - пред- калибрующий участок; ГД - участок калибровки; ДЕ - участок свободного движения переднего конца трубы), продольное сечение; па фиг. 2 - схема устройства для изгиб, если труба имеет тенденцию изги- осуществления способа; на фиг. 3 - схема устройства, снабженного механизмом отвода желоба от трубы; па фиг. 4 - разрез А-А на фиг. 2 и 3; на фиг. 5 - по- лол;ение переднего конца трубы при его выбаться в сторону расположения желоба, либо производиться его правка и поддержание на оси прокатки при последующем повороте трубы, если в предыдущем цикле прокатки конец трубы изогнулся в стоходе из валков; на фиг. 6 - положение 20 рону, противоположную, от желоба. Уста- пхгрсднего конца трубы при его входе вновка желоба в требуемое положение певоронку переднего патрона; на фиг. 7 -ред прокаткой, а также его подстройка
по мере износа производится механизмом вертикального перемещения. Для этого вращают зафиксированный от осевого пере- мещения винт 8, который перемещает навинченную на него гайку 9 и жестко соеунирание переднего конца трубы при его искривлении в воронку переднего патрона; на фиг. 8 - расположение желоба сбоку от трубы.
Способ осу1цествляется следующим образом.
Заготовка порциями подается в валки
диненный с ней клин 7. При воздействии клина 7 на желоб производится перемещение последнего по вертикали в треи обжимается ручьевыми валками на удер- ,, буемое положение. После захвата конца труживаемой от осевого смещения оправке при возвратно-поступательном перемещении клети с поворотом заготовки посредством оправки, промежуточного и переднего патрона. При этом прокатываемая труба подбы передним патроном 5 последний поддерживает трубу на оси прокатки и предотвращает ее искривление и в этот период воздействие желоба на трубу не требуется. Поэтому устройство снабжено механизмом отдерживается на оси прокатки в местевода желоба от трубы, который устанаврасположения торца оправки до переднего ливает желоб в рабочее положение перед патрона. Тем самым обеспечивается стабильное попадание концов труб в воронпрокаткой очередной заготовки и отводит его от трубы после ее захвата передним патроном. Для установки желоба в рабочее положение рабочую жидкость подают в порщ- 40 невую полость гидроцилиндра П. При этом шток гидроцилиндра посредством рычагов 12 и 13 перемещает ползун 10, несущий желоб с механизмом вертикального перемещения, в крайнее верхнее положение. При подаче рабочей жидкости в штоковую поку переднего патрона и предотвращается их искривление.
Устройство для осуществления снособа в виде стана содержит станину 1, подвижную валковую клеть 2, удерживаемую стержнем 3 онравку 4, передний патрон 5 и приспособление для поддержания трубы на оси
прокаткой очередной заготовки и отводит его от трубы после ее захвата передним патроном. Для установки желоба в рабочее положение рабочую жидкость подают в порщ- 40 невую полость гидроцилиндра П. При этом шток гидроцилиндра посредством рычагов 12 и 13 перемещает ползун 10, несущий желоб с механизмом вертикального перемещения, в крайнее верхнее положение. При подаче рабочей жидкости в штоковую попрокатки, выполненное в виде желоба 6, ус- 4. 3 лость гидроцилиндра 11 его шток переме
тановленного на станине за торцом оправки перед передним патроном, с механизмом вертикального перемещения в виде клипа 7, зафиксированного от осевого перемещения винта 8 и навинченной на него и жестко соединенной с клином гайки 9. Устройство снабжено механизмом отвода желоба от трубы, содержащим установленный в направляющих ползун 10, несундий желоб с механ1-1змом вертикального перемепдения, HjapHHpHO установленный на станине гидро- цилиндр 1 и два 1нарнирно соединенных с его 1ПТОКОМ рычага 12 и 13, один из которых Н1арнирно связан с ползуном, а другой - со станиной.
Устройство работает следующим образом.
Заготовка подается в валки порциями относительно оправки 4, удерживаемой стержнем 3. Валковая клеть 2 совершает возвратно-поступательное перемещение и обжимает заготовку валками на оправке с ее периодическим поворотом посредством оправки. При сходе прокатываемой трубы с оправки ее передний конец может изгибаться в произвольном направлении (фиг. 5).
1J - - J При последующем повороте трубы изогну- изгиб, если труба имеет тенденцию изги-
тый конец обкатывается по желобу 6 с проскальзыванием и поддерживается на оси прокатки. В результате взаимодействия конца трубы с желобом либо предотвращается его
При последующем повороте трубы изогну- изгиб, если труба имеет тенденцию изги-
При последующем повороте трубы изогну- изгиб, если труба имеет тенденцию изги-
баться в сторону расположения желоба, либо производиться его правка и поддержание на оси прокатки при последующем повороте трубы, если в предыдущем цикле прокатки конец трубы изогнулся в стодиненный с ней клин 7. При воздействии клина 7 на желоб производится перемещение последнего по вертикали в требуемое положение. После захвата конца трубы передним патроном 5 последний поддерживает трубу на оси прокатки и предотвращает ее искривление и в этот период воздействие желоба на трубу не требуется. Поэтому устройство снабжено механизмом отливает желоб в рабочее положение перед
прокаткой очередной заготовки и отводит его от трубы после ее захвата передним патроном. Для установки желоба в рабочее положение рабочую жидкость подают в порщ- невую полость гидроцилиндра П. При этом шток гидроцилиндра посредством рычагов 12 и 13 перемещает ползун 10, несущий желоб с механизмом вертикального перемещения, в крайнее верхнее положение. При подаче рабочей жидкости в штоковую полость гидроцилиндра 11 его шток переме0
щается в ооратном направлении и отводит ползун 10 с желобом от трубы. Тем самым уменьшается износ поверхности желоба.
Протяженность участка, на котором производится воздействие на трубу с целью поддержания ее на оси прокатки, и длина желоба Liip определяется из условия, чтобы при искривлении конца трубы в любом направлении при последующих поворотах трубы обеспечивалось его искривление и поддержание на оси прокатки. С учетом диапазона используемых углов кантовки и величины подачи она находится по формуле
L q-m-io,,
где q - коэффициент интенсивности кантовки прокатываемой трубы, значение которого находится в пределах 2,06-6,0;
m-величина подачи; О, - коэффициент вытяжки. Поверхность желоба выполняется радиусом Rnp, превышающим максимальный радиус прокатываемых труб. Возможно использование также желоба с плоской рабо- 0
чей поверхностью (бесконечного радиуса). Желоб может располагаться как снизу от прокатываемой трубы, так и сбоку (фиг. 8).
При опробовании способа на стане точность геометрических размеров труб по пря- молинейности и волнистости повысилась на 25-30%, уменьшились потери металла в виде концевой обрези, что обеспечило снижение расходного коэффициента металла на 4 кг/т. Производительность стана возросла в 1,27 раза.
Таким образом, предлагаемый способ и устройство для его осуш,ествления позволяют повысить точность геометрических размеров прокатываемых труб за счет уменьшения кривизны консольных концевых участков, а также снизить динам-ические нагрузки при взаимодействии трубы с передним патроном и предотвратить ее упирание в передний патрон (фиг. 6 и 7), что повышает долговечность оборудования и уменьзаемои от осевого смещения оправке ручьевыми валками переменного профиля с поворотом заготовки посредством оправки, промежуточного и переднего патрона и под- 5 держание выходящей трубы на оси прокатки, отличающийся тем, что, с целью повышения тючности геометрических размеров прокатываемых труб путем снижения кривизны концевых консольных участков, поддержание выходящей трубы на оси прокатки осуществляют в месте расположения торца
оправки до переднего патрона на длине
L q m jji,
где q - коэффициент интенсивности кантовки прокатываемой трубы, значение которого находится в пределах 2,06-6,0;
m-величина подачи; j, - коэффициент вытяжки.
2.Стан для холодной прокатки труб, содержащий станину, подвижную валковую
20 клеть, удерживаемую стержнем оправку, передний патрон и приспособление для поддержания трубы на оси прокатки, отличающийся тем, что приспособление для поддержания трубы на оси прокатки выполнено в виде желоба с механизмом вертикального перемещения, установленного на станине за торцом оправки перед передним патроном.
3.Стан по п. 2, отличающийся тем, что, с целью повышения долговечности, он снаб25
щает возможность возникновения аварий- жен механизмом отвода желоба от трубы, .. .. выполненным в виде ползуна, несущего желоб с механизмом его вертикального перемещения, щарнирно закрепленного на станине гидроцилиндра и двух щарнирно соеди1. Способ холодной прокатки труб, ненных с его штоком рычагов, один из включающий порционную подачу металла за- ., которых щарнирно связан с ползуном, а готовки в валки, его обжатие на удержи- другой - со станиной.
ных ситуации на стане.
Формула изобретения
заемои от осевого смещения оправке ручьевыми валками переменного профиля с поворотом заготовки посредством оправки, промежуточного и переднего патрона и под- держание выходящей трубы на оси прокатки, отличающийся тем, что, с целью повышения тючности геометрических размеров прокатываемых труб путем снижения кривизны концевых консольных участков, поддержание выходящей трубы на оси прокатки осуществляют в месте расположения торца
оправки до переднего патрона на длине
L q m jji,
где q - коэффициент интенсивности кантовки прокатываемой трубы, значение которого находится в пределах 2,06-6,0;
m-величина подачи; j, - коэффициент вытяжки.
2.Стан для холодной прокатки труб, содержащий станину, подвижную валковую
0 клеть, удерживаемую стержнем оправку, передний патрон и приспособление для поддержания трубы на оси прокатки, отличающийся тем, что приспособление для поддержания трубы на оси прокатки выполнено в виде желоба с механизмом вертикального перемещения, установленного на станине за торцом оправки перед передним патроном.
3.Стан по п. 2, отличающийся тем, что, с целью повышения долговечности, он снаб5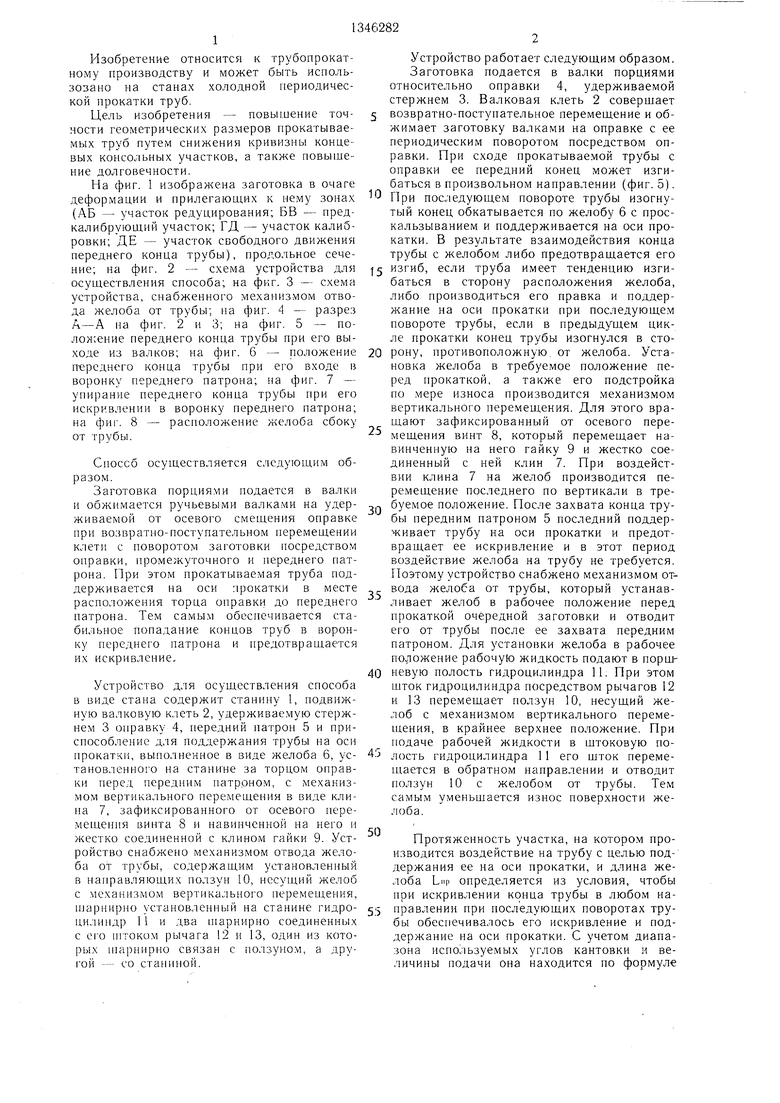
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан холодной прокатки труб | 1989 |
|
SU1715464A1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |
| СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2039617C1 |
| Стан поперечной прокатки полых профильных изделий | 1980 |
|
SU925502A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ | 1961 |
|
SU147986A1 |
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |
| Способ холодной прокатки труб | 1988 |
|
SU1595596A1 |
| Способ шаговой прокатки | 1988 |
|
SU1727941A1 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий | 1979 |
|
SU841754A1 |
Изобретение относится к трубопрокатному производству. Цель изобретения - повышение точности геометрических размеров прокатываемых труб путем снижения кривизны концевых консольных участков Порцию металла заготовки подают в валки и обжимают на удерживаемой оси осевого смещения оправке ручьевыми валками переменного профиля с поворотом заготовки посредством оправки, промежуточного и переднего патрона. Выходяшую трубу поддерживают на оси прокатки в месте расположения торца оправки до переднего патрона на длине L qrn|i, где q - коэффициент интенсивности кантовки прокатываемой трубы, значение которого находится в пределах 2,06-6,0; m - величина подачи; и - коэффициент вытяжки. Устройство для осуществления способа в виде стана включает станину, подвижную валковую клеть, оправку, удерживаемую стержнем и передний патрон. Повышение точности труб обеспечивается приспособлением для поддержания трубы на оси прокатки, выполненным в виде желоба, установленного на станине за торцом оправки перед передним патроном. Положение желоба по высоте регулируется механизмом его вертикального перемещения, выполненным в виде клина, зафиксированного от осевого перемещения винта и навинченной на него и жестко соединенной с клином гайки. Для уменьшения износа желоб отводится от трубы после ее захвата передним патроном механизмом отвода, выполненным в виде ползуна, установленного в направляющих станины, несущего желоб с механизмом вертикального перемещения, шарнирно установленного на станине гидроцилиндра, и двух шарнирно соединенных с его штоком рычагов, один из которых шарнирно связан с ползуном, а другой - со станиной. 2 с. и 1 3. п. ф-лы, 8 ил. (Л оо ОГ) ГС 00 N3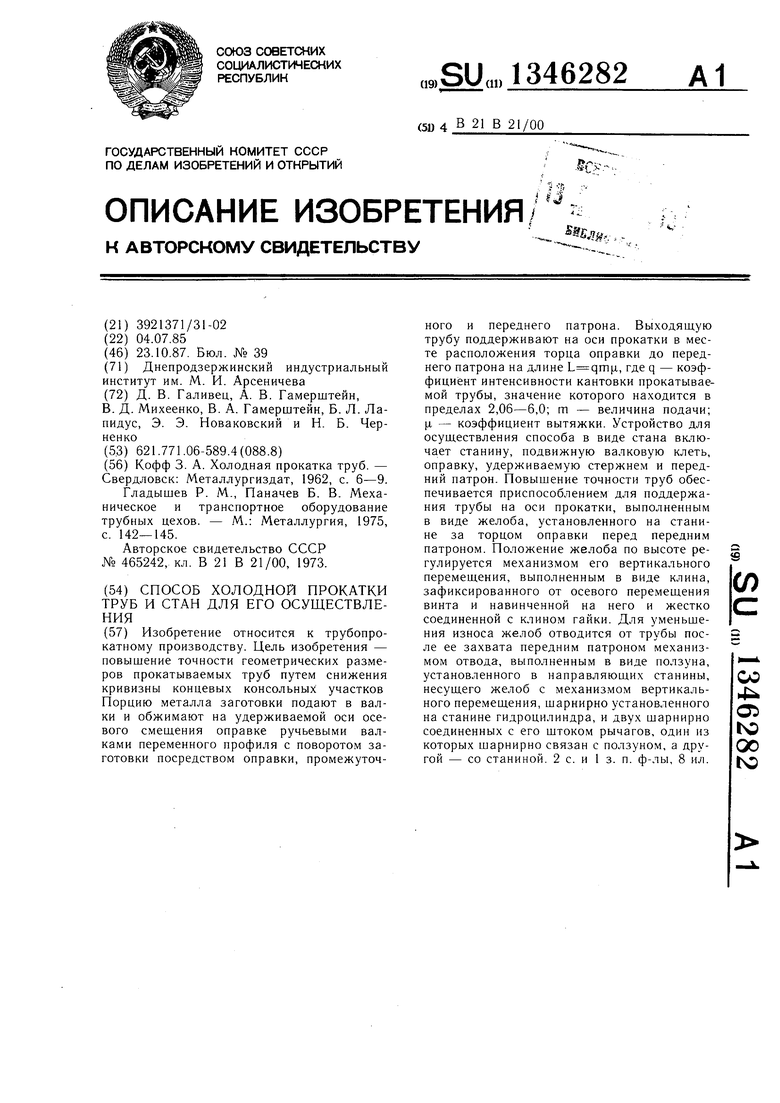
Плечо изги5а
Фиг.1
Фиг. 2
1-Х1
„7
.
Фаг.5
иг.6
иг.7
иг.В
Составитель О. Проконени
Редактор Н. БобковаТехред И. ВересКорректор А. Зимокосов
Заказ 4642/12Тираж 480Подписмое
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушекая наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, y,i. Проектная, 4
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| А | |||
| Холодная прокатка труб | |||
| - Свердловск: Металлургиздат, 1962, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Гладышев Р | |||
| М., Паначев Б | |||
| В | |||
| Механическое и транспортное оборудование трубных цехов | |||
| - М.: Металлургия, 1975, с | |||
| Рогульчатое веретено | 1922 |
|
SU142A1 |
| Устройство для центрирования труб на валковом стане холодной прокатки | 1973 |
|
SU465242A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
