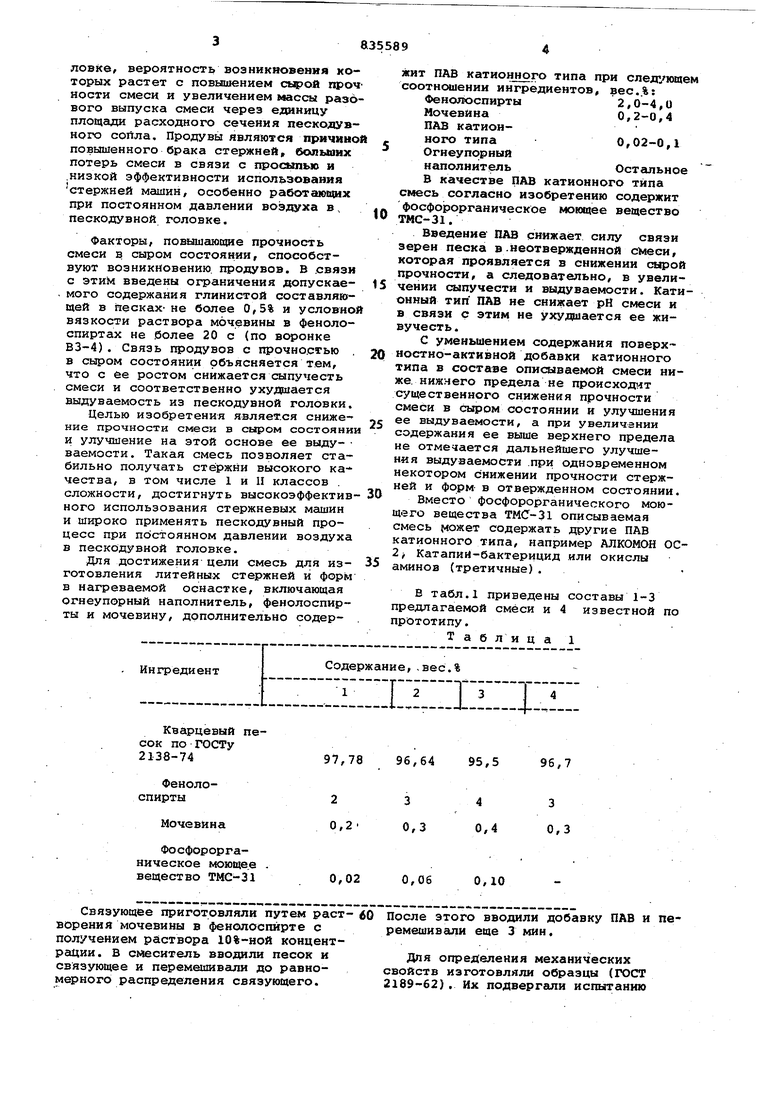
(54) СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ В НАГРЕВАЕМОЙ ОСНАСТКЕ ловке, вероятность возникновения которых растет с повБВиением офой проч ности смеск и увеличением массы разо вого выпуска смеси через единицу площади расходного сечения пескодувного сопла. Продувы являются причино повышенного брака стержней больших потерь смеси в связи с просыпыо и .низкой эффективности использования стержней машин, особенно работающих при постоянном давлении воздуха в, пескодувной головке. Факторы, повышающие прочность смеси в сыром состоянии, способствуют возникновению продувов. В связи с этим введены ограничения допускаемого содержания глинистой составляющей в песках-не более 0,5% и условно вязкости раствора мочевины в фенолоспиртах не более 20 с (по ВЗ-4). Связь продувов с прочностью в сыром состоянии объясняется тем, что с ее ростом снижается сыпучесть смеси и соответственно ухудшается выдуваемость из пескодувной головки. Целью изобретения является снижение прочности смеси в сыром состояни и улучшение на этой основе ее выду- ваемости. Такая смесь позволяет стабильно получать стержни высокого качества, в том числе 1 и II классов . сложности, достигнуть высокоэффектив ного использования стержневых машин и широко применять пескодувный процесс при постоянном давлении воздуха в пескодувной головке. Для достижения цели смесь для изготовления литейных стержней и форм в нагреваемой оснастке, включающая огнеупорный наполнитель, фенолоспирты и мочевину, дополнительно содержит ПАВ катионного типа при след ющем соотношении ингредиентов, вес.%: Фенолоспирты2,0-4,О Мочевина0,2-0,4 ПАВ катионного типа0,02-0,1 Огнеупорный наполнительОстальное В качестве ПАВ катионного типа смесь согласно изобретению содержит фосфорорганическое моющее вещество TMG-31. Введение ПАВ снижает силу связи зерен песка в-неотвержденной смеси, которая проявляется в снижении сырой прочности, а следовательно, в увеличении сыпучести и выдуваемости. Катионный тип ПАВ не снижает рН смеси и в связи с этим не ухудшается ее живучесть. С уменьшением содержания поверхностно-активной добавки катионного типа в составе описываемой смеси ниже, нижнего предела не происход т существенного снижения прочности смеси в сыром состоянии и улучшения ее выдуваемости, а при увеличении содержания ее выше верхнего предела не отмечается дальнейшего улучшения выдуваемости .при одновременном некотором снижении прочности стержней и форм в отвержденном состоянии. Вместо фосфорорганического моющего вещества ТМС-31 описываемая смесь может содержать другие ПАВ катионного типа, например АЛКОМОН ОС2; КатапиН-бактерицид или окислы аминов (третичные). В табл.1 приведены составы 1-3 предлагаемой смеси и 4 известной по прототипу. Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления стержней в нагреваемой оснастке | 1990 |
|
SU1764760A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ТЕПЛОВОГО ОТВЕРЖДЕНИЯ | 1991 |
|
RU2017555C1 |
| Связующее для литейного производства | 1975 |
|
SU557859A1 |
| Смесь для изготовления литейных стержней и форм в нагреваемой оснастке | 1985 |
|
SU1279737A1 |
| Установка для изготовления литейных стержней | 1975 |
|
SU561607A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1968 |
|
SU206801A1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ ТЕПЛОВОГО ОТВЕРЖДЕНИЯ | 1981 |
|
SU1115308A1 |
| Смесь для изготовления литейных стержней и форм в нагреваемой оснастке | 1980 |
|
SU921660A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ, ОТВЕРЖДАЕМЫХ В НАГРЕВАЕМОЙ ОСНАСТКЕ | 1990 |
|
SU1790083A1 |
| ЭМУЛЬСИОННОЕ СВЯЗУЮЩЕЕ ТЕПЛОВОГО ОТВЕРЖДЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 2002 |
|
RU2227080C1 |
97,7896,6495,596,7
2343 0,20,30,40,3
0,020,060,10 Связующее приготовляли путем растворения мочевины в фенолоспирте с получением раствора 10%-ной концентрации, в смеситель вводили песок и связующее и перемешивали до равномерного распределения связующего. 60После этого вводили добавку ПАВ и перемешивалн еще 3 мин. для опре;1:(еления механических свойств изготовляли образцы (ГОСТ 2189-62}. Их подвергали испытанию
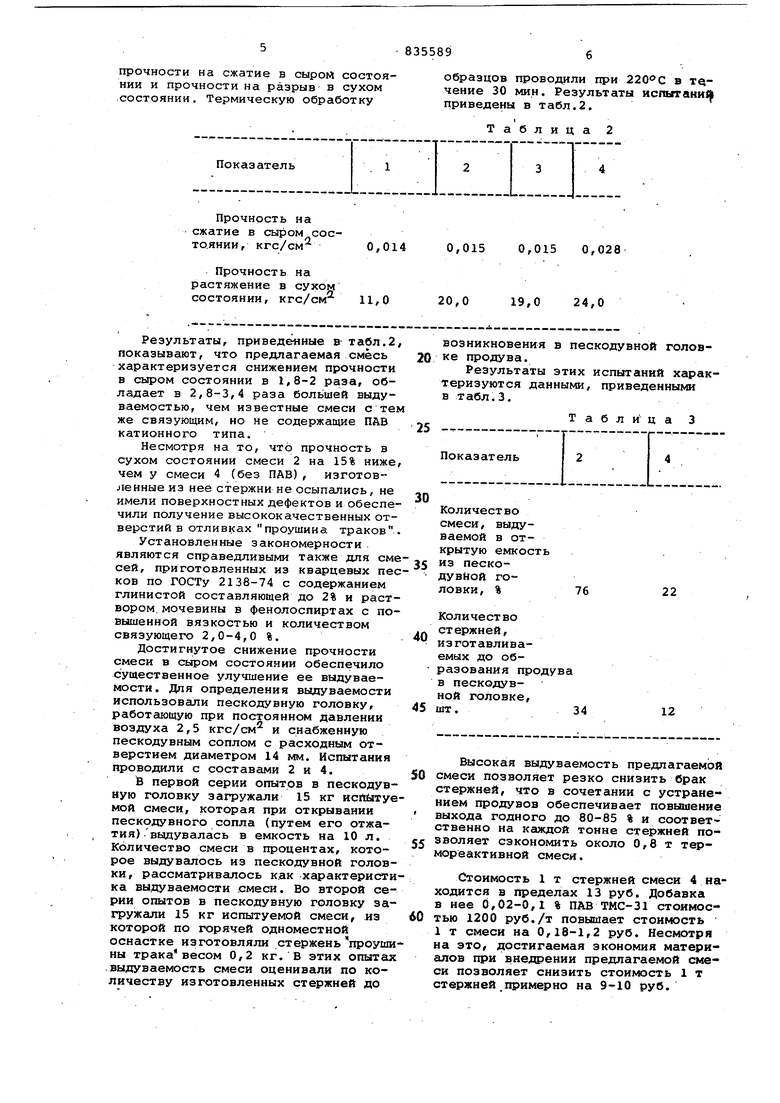
прочности на сжатие в сыром состоянии и прочности на разрыв- в сухом состоянии. Термическую обработку
Прочность на сжатие в сыром состоянии, кгс/см
Прочность на растяжение в сухом состоянии, кгс/см
Результаты, приведенные в табл.2, показывают, что предлагаемая смесь характеризуется снижением прочности в сыром состоянии в 1,8-2 раза, обладает в 2,8-3,4 раза большей выдуваемостью, чем известные смеси с тем же связующим, но не содержащие ПАВ катионного типа.
Несмотря на то, что прочность в сухом состоянии смеси 2 на 15% ниже, чем у смеси 4 (без ПАВ), изготовленные из нее стержни не осыпались, не имели поверхностных дефектов и обеспечили получение высококачественных отверстий в отливках проушина траков.
Установленные закономерности являются справедливыми также для смесей, приготовленных из кварцевых песков по ГОСТу 2138-74 с содержанием глинистой составляющей до 2% и раствором, мочевины в фенолоспиртах с повышенной вязкостью и количеством связующего 2,0-4,0 %.
Достигнутое снижение прочности смеси в сыром состоянии обеспечило существенное улучшение ее выдуваемости. Для определения выдуваемости использовали пескодувную головку, работсцощую при постоянном давлении воздуха 2,5 кгс/см и снабженную пескодувным соплом с расходным отверстием диаметром 14 мм. Испытания проводили с составами 2 и 4.
В первой серии опытов в пескодувную головку загружали 15 кг исПЬтсуемой смеси, которая при открывании пескодувного сопла (путем его отжатия)вьщувалась в емкость на 10 л. Количество смеси в процентах, которое выдувалось из пескодувной головки, рассматривалось к.ак характеристика выдуваемосги .смеси. Во второй серии опытов в пескодувную головку загружали 15 кг испытуемой смеси, из которой по горячей одноместной оснастке изготовляли стержень проушины трака весом 0,2 кг. В этих опытах .выдуваемость смеси оценивали по количеству изготовленных стержней до
образцов проводили при в течение 30 мин. Результаты ислытани приведены в табл.2,
t
Таблица2
0,0150,015 0,028
20,019,0 24,0
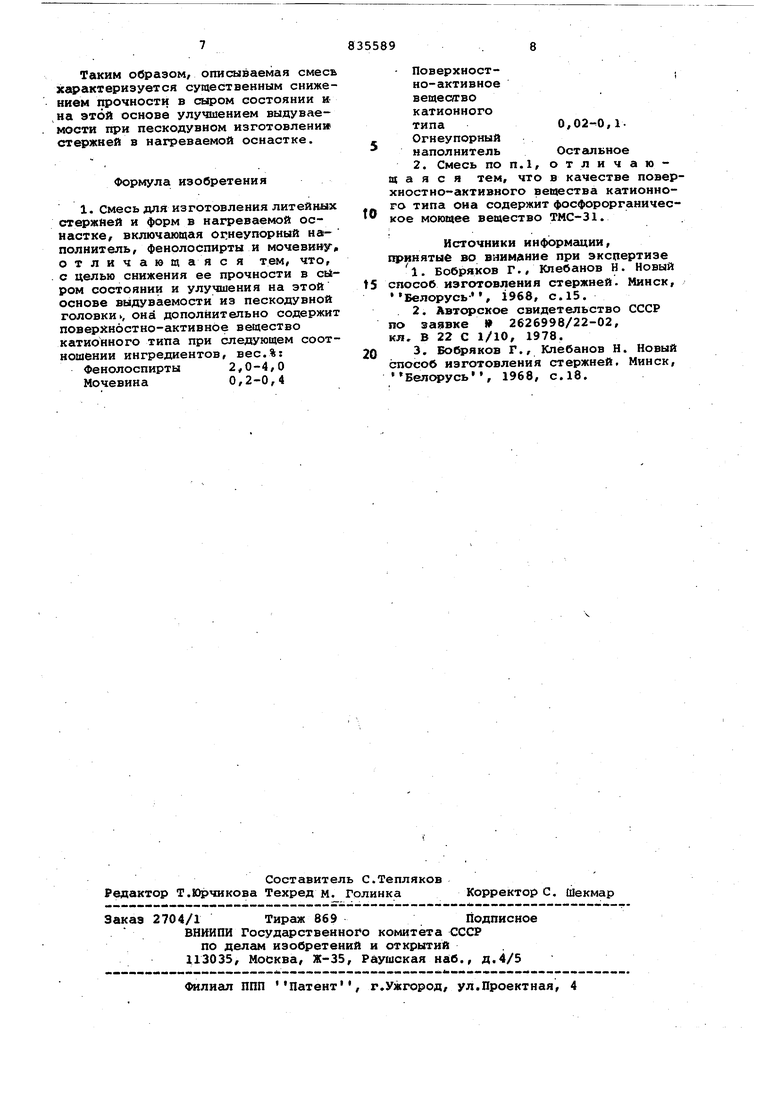
возникновения в пескодувной головке продува.
Результаты этих испытаний характеризуются данными, приведенными в табл.3.
Т а б л и ц а 3
25
Количество смеси, выдуваемой в открытую емкость из пескодувной го22
76 ловки, %
Количество стержней, изготавливаемых до образования продува в пескодувной головке, шт.34
12
Высокая выдуваемость предлагаемой смеси позволяет резко снизить брак стержней, что в сочетании с устранением продувов обеспечивает повышение выхода годного до 80-85 % и соответственно на каждой тонне стержней позволяет сэкономить около 0,8 т термореактивной смеся.
Стоимость 1 т стержней смеси 4 находится в пределах 13 руб. Добавка в нее 0,02-0,1 % ПАВ ТМС-31 стоимостью 1200 руб./т повышает стоимость 1 т смеси на 0,18-1,2 руб. Несмотря на это, достигаемая экономия материалов при виедцзении предлагаемой смеси позволяет снизить СТОИАЮСТЬ 1 т стержней примерно на 9-10 руб.
Таким образом/ описываемая смесь хгч; актериэуется существенным снижением прочности в сыром состоянии и на этой основе улучшением выдуваемости при пескодувном изготовлении стержней в нагреваемой оснастке.
Формула изобретения
Поверхностно-активноевешеагво катионного
типа0,,1.
Огнеупорный
наполнитель Остальное 2. Смесь ПОП.1, отличающаяся тем, что в качестве поверхностно-активного вещества катионного типа она содержит фосфорорганическое моющее вещество ТМС-31.
Источники информации, принятые во внимание при экспертизе l. Бобряков г., Клебанов Н. Новый способ изготовления стержней. Минск, Белорусь, 1968, с. 15.
1968, с.18.
Велсфусь
