1
Изобретение относится к литейному производству.
Известна установка для изготовления литейных стержней, содержащая станину, на которой смонтированы пескострельная головка, поворотный стол, электропечь туннельного типа, механизм шагового поворота стола и механизм для разборки стержневых ящиков, протяжки и удаления стержней 1.
Недостатком данной конструкции является то, что нерациональное использование позиций поворотного стола вызывает увеличение веса и габаритов установки.
Цель изобретения - сокращение числа позиций установки для уменьшения ее габаритов. Это достигается тем, что установка снабжена размещенной на горизонтальных направляющих приводной тележкой с подъемным столиком, расположенным соосно с механизмом для разборки стержневых ящиков и взаимодействующим с последними.
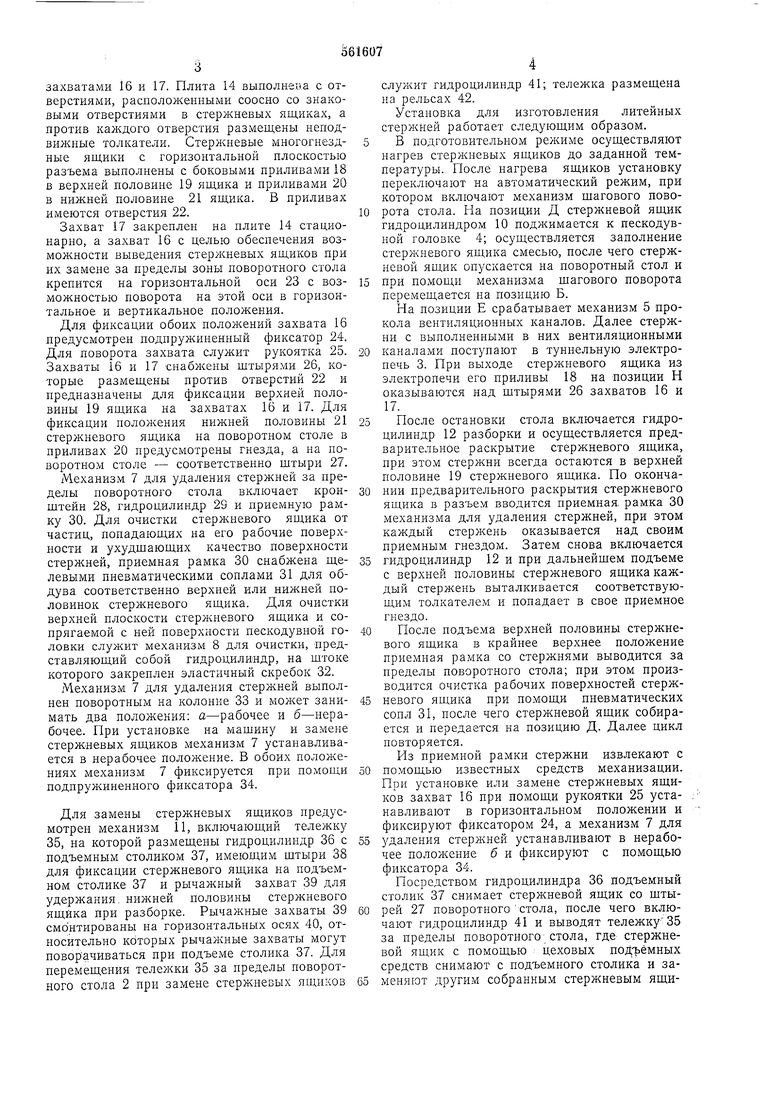
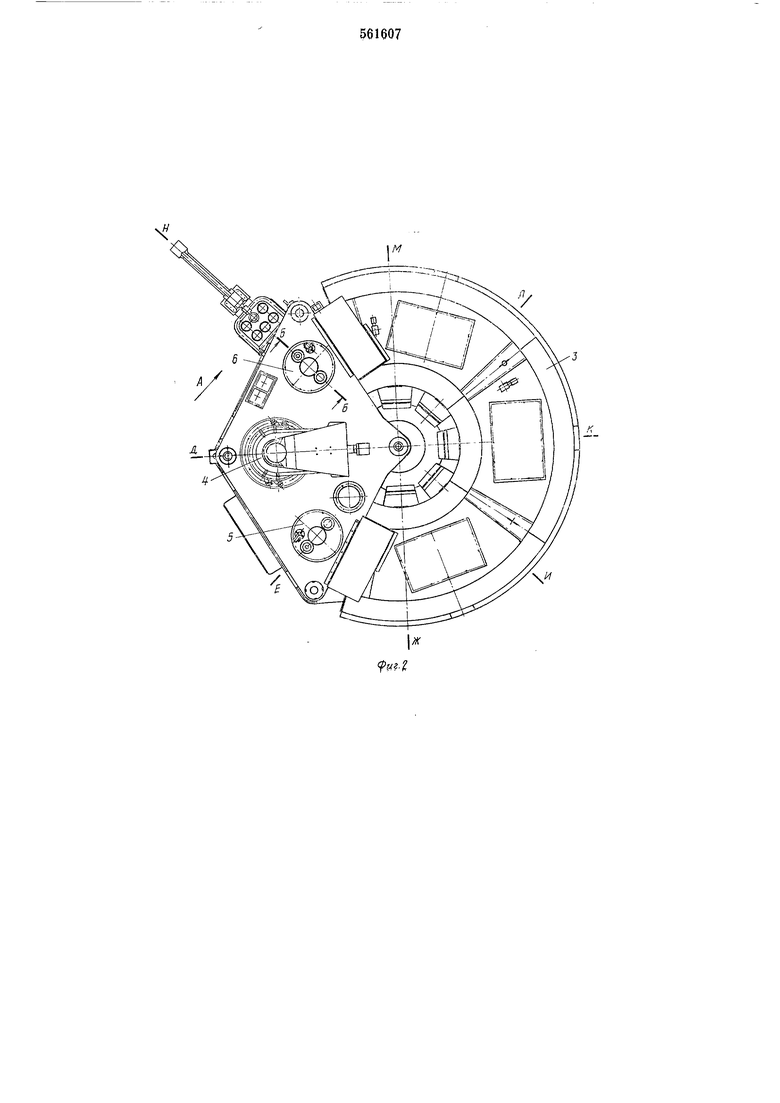
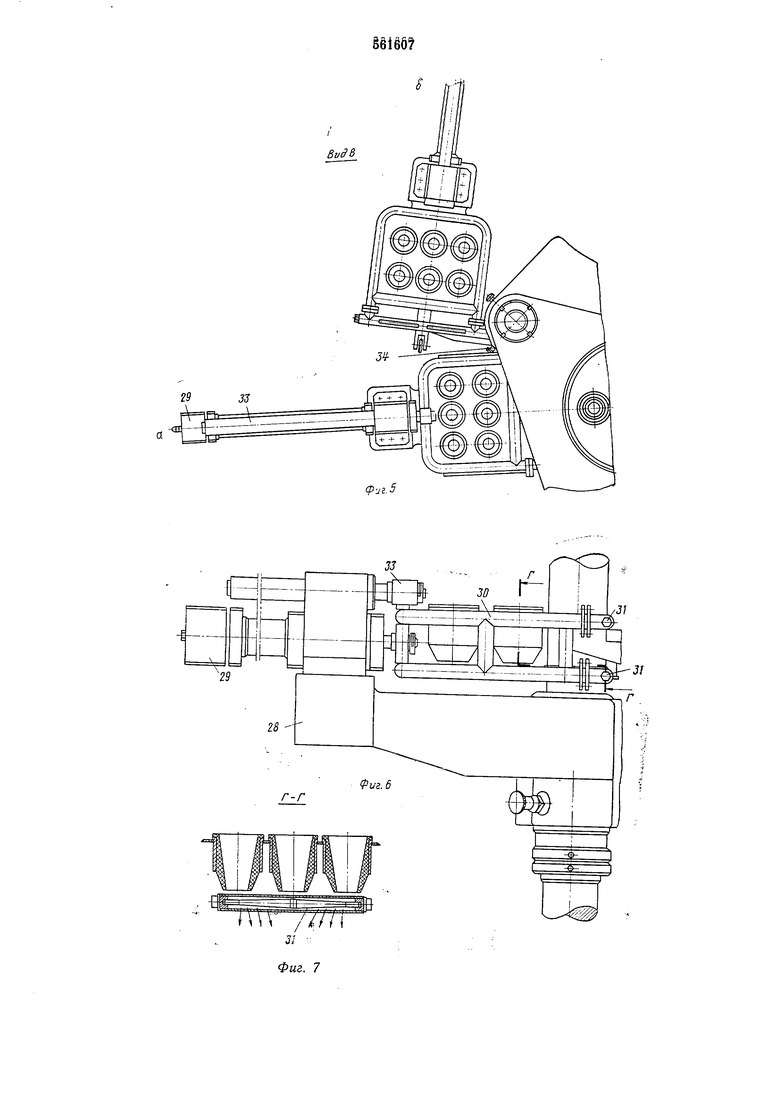
На фиг. 1 показана предлагаемая установка; на фиг. 2-то же, вид сверху; на фиг. 3-вид по стрелке А на фиг. 2; на фиг. 4- разрез по Б-Б на фиг. 2; на фиг. 5-вид по стрелке В на фиг. 3 (механизм удаления стержней с устройством для очистки стержневых ящиков); на фиг. 6 - устройство для очистки стержневых ящиков; на фиг. 7--то же, разрез по Г-Г на фиг. 6.
Установка включает нижнюю плиту 1, восьмипозиционный поворотный стол 2, туннельную электропечь 3 сопротивления, жескодувную головку 4, механизм 5 прокола -вентиляционных каналов в стержнях, механизм 6 для разборки стержневых ящиков, протяжки и выталкивания стержня, механизм 7 для удаления стержней с устройством для очистки ящиков от частиц, отколовшихся при выталкивании стержней, и механизм 8 для очистки ящиков.
Все механизмы и устройства установки для изготовления литейных стержней размещены на восьми позициях Д-Н, из которых позиции Ж-Н (включительно) охватывают электропечь 3 сопротивления. На позиции Д на верхней плите 9 размещена пескодувная головка 4, а на нижней плите 1-гидроцилиндр 10 поджима стержневых ящиков к пескодувной головке. На позиции Е на верхней плите 9 станины находится механизм 5 прокола вентиляционных каналов в стержнях. На позиции 3 расположены механизм 6 для разборки стержневых ящиков и протяжки стержней, .механизм 7 для удаления стержней и механизм 11 для замены стержневых ящиков. Механизм 6 для разборки стержневых ящиков и протяжки стержней включает гидроцилиндр 12, на щтоке 13 которого закреплена
плита 14 с направляющими колоннами 15 и
захватами 16 и 17. Плита 14 вьшолнеиа с отверстиями, располол еиными соосно со знаковыми отверстиями в стержневых ящиках, а против каждого отверстия размещены неподвижные толкатели. Стержневые многогнездные ящики с горизонтальной плоскостью разъема выполнены с боковыми приливами 18 в верхней половине 19 ящика и приливами 20 в нижней половине 21 ящика. В приливах имеются отверстия 22.
Захват 17 закреплен на плите 14 стационарно, а захват 16 с целью обеспечения возможности выведения стержневых ящиков при их замене за пределы зоны поворотного стола крепится на горизонтальной оси 23 с возможностью поворота на этой оси в горизонтальное и вертикальное положения.
Для фиксации обоих положений захвата 16 предусмотрен подпружиненный фиксатор 24. Для поворота захвата служит рукоятка 25. Захваты 16 и 17 снабх ;ены щтырями 26, которые размещены против отверстий 22 и предназначены для фиксации верхней половины 19 ящика на захватах 16 и 17. Для фиксации положения половины 21 стерл :невого ящика на поворотном столе в приливах 20 предусмотрены гнезда, а на поворотном столе - соответственно щтыри 27.
Механизм 7 для удаления стержней за пределы поворотного стола включает кронщтейн 28, гидроцилиндр 29 и приемную рамку 30. Для очистки стерлсневого ящика от частиц, попадающих на его рабочие поверхности и ухудщающих качество поверхности стержней, приемная рамка 30 снабжена щелевыми пневматическими соплами 31 для обдува соответственно верхней или нижней половинок стержневого ящика. Для очистки верхней плоскости стержневого ящика и сопрягаемой с ней поверхности пескодувной головки служит механизм 8 для очистки, представляющий собой гидроцилиндр, на штоке которого закреплен эластичный скребок 32.
Механизм 7 для удаления стержней выполнен поворотным на колонне 33 и может занимать два положения: а-рабочее и б-нерабочее. При установке на мащину и замене стержневых ящиков механизм 7 устанавливается в нерабочее положение. В обоих положениях механизм 7 фиксируется при помощи подпрул :иненного фиксатора 34.
Для замены стержневых ящиков предусмотрен механизм 11, включающий тележку 35, на которой размещены гидроцилиндр 36 с подъемным столиком 37, имеющим штыри 38 для фиксации стержневого ящика на подъемном столике 37 и рычажный захват 39 для удержания, нижней половины стерл невого ящика при разборке. Рычажные захваты 39 смонтированы на горизонтальных осях 40, относительно которых рычалсные захваты могут поворачиваться при подъеме столика 37. Для перемещения телелски 35 за пределы поворотного стола 2 при замене стержневых ящиков
служит гидроцилиндр 41; тележка размещена на рельсах 42.
Установка для изготовления литейных стерл ней работает следующим образом.
В подготовительном режиме осуществляют нагрев стерл невых ящиков до заданной температуры. После нагрева ящиков установку переключают на автоматический режим, при котором включают механизм щагового поворота стола. На позиции Д стержневой ящик гидроцилиндром 10 подл имается к пескодувной головке 4; осуществляется заполнение стерл невого ящика смесью, после чего стержневой ящик опускается на поворотный стол и при помощи механизма щагового поворота перемещается на позицию Б.
На позиции Е срабатывает механизм 5 прокола вентиляционных каналов. Далее стержни с выполненными в них вентиляционными каналами поступают в туннельную электропечь 3. При выходе стержневого ящика из электропечи его приливы 18 на позиции Н оказываются над щтырями 26 захватов 16 и 17.
После остановки стола включается гидроцилиндр 12 разборки и осуществляется предварительное раскрытие стержневого ящика, при этом стержни всегда остаются в верхней половине 19 стержневого ящика. По окончании предварительного раскрытия стержневого ящика в разъем вводится приемная, рамка 30 механизма для удаления стержней, при этом каждый стерл ;ень оказывается над своим приемным гнездом. Затем снова включается гидроцилиндр 12 и при дальнейщем подъеме с верхней половины стержневого ящика каждый стержень выталкивается соответствующим толкателем и попадает в свое приемное гнездо.
После подъема верхней половины стержневого ящика в крайнее верхнее положение приемная рамка со стержнями выводится за пределы поворотного стола; при этом производится очистка рабочих поверхностей стержневого ящика при помощи пневматических сопл 31, после чего стержневой ящик собирается и передается на позицию Д. Далее цикл повторяется.
Пз приемной рамки стержни извлекают с помощью известных средств механизации. При установке или замене стержневых ящиков захват 16 при помощи рукоятки 25 устанавливают в горизонтальном положении и фиксируют фиксатором 24, а механизм 7 для удаления стерл ней устанавливают в нерабочее положение б и фиксируют с помощью фиксатора 34.
Посредством гидроцилиндра 36 подъемный столик 37 снимает стержневой ящик со щтырей 27 поворотногостола, после чего включают гил,роцилиндр 41 и выводят тележку35 за пределы поворотного стола, где стержневой ящик с помощью цеховых поДтзёмных средств снимают с подъемного столика и заменяют другим собранным стержневым ящиком. Затем тележку 35 влтесте с ящиком вводят в зону повторного стола при помощи гидроцилиндра 41.
После срабатывания гидроцилиндра 36 стержневой ящик устанавливают на штыре 27 поворотного стола, при этом рычажные захваты 39 разворачивают в рабочее положение, обеспечивающее разборку ящика. Захват 16 при помощи рукоятки 25 устанавливают в вертикальное положение, фиксируемое фиксатором, а установка после замены стержневого ящика снова готова к работе.
Формула изобретения
Установка для изготовления литейных стержней, отверждаемых в оснастке, содержащая станину с вертикальными колоннами и верхней траверсой, многопозиционный поворотный стол с установленными на нем стержневыми ящиками с горизонтальным разъемом, расположенные в соответствии с технологическим процессом изготовления стерл ней пескодувную головку, механизм прокола вентнляпионных каналов в стержнях, туннельную электропечь, механизм для разборки стержневых ящиков, протяжки и выталкивания стержней, снабженный захватами, механизм для удаления стержней и устройство для очистки стержневых ящиков, отличающ а я с я тем, что, с целью сокращения числа позиций для уменьщения габаритов установки, она снабжена установленной на горизонтальных направляющих приводной тележкой с подъемным столиком, расположенным соосно с Л1еханизмом для разбопкн стержневых ящиков и взаимодействующим с последними. Источники информации, принятые во внимание при экспертизе:
1. Бобряков Г., Клебанов П. Новый способ
изготовления литейных стержней. .Минск, 1968.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Автомат для изготовления стержней | 1979 |
|
SU831355A1 |
| Устройство для разъема и сборкиСТЕРжНЕВОгО ящиКА | 1978 |
|
SU827244A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| Установка для изготовления стержней в нагреваемых ящиках | 1969 |
|
SU441091A1 |
| Автомат для изготовления стержней | 1978 |
|
SU768539A1 |
| Стержневой ящик для стержней с постоянным сечением | 1985 |
|
SU1416259A1 |
| Пескодувная машина для изготовления стержней | 1984 |
|
SU1163970A1 |

л
и
ж
12
W/
f« ii
