1
Изобретение относится к порошковой металлургии, в частности к устройствам для подачи порошка в валки прокатного стана.
Известно устройство для подачи лорошка в валки прокатного стана, включаюш,ее бункер и вибраторы, которые установлены в ряд над прокатными валками. Причем рабочие органы вибраторов расположены у зоны деформации ,1.
К недостаткам данной конструкции следует отнести невысокую ее эффективность, так как эффект достигается в основном предварительным (вибрационным) уплотнением порошка без существенного увеличения давления его на валки. Кроме того, наличие нескольких вибраторов усложняет конструкцию устройства.
Наиболее близким к изобретению по технической сушности и достигаемому эффекту является устройство для подачн порошка в валки прокатного стана, содержащее бункер и установленный в нем виброэлемент. Виброэлемент выполнен в виде нескольких пластин, соединенных в виде рамки. Колебания виброэлемента осуществляются в направлении, перпендикулярном направлению прокатки ,2.
Такая конструкция виброэлемента и размещение его на значительном удалении от
зоны деформации в бункере с порошком будут способствовать лишь встряхиванию объема порошка (т. е. улучшению его текучести) , но не созданию дополнительного давления порошка на валки, что не позволяет интенсифицировать процесс захвата порошка валками и повысить толщину и плотность полос, получаемых прокаткой порошка в валках данного диаметра.
Целью изобретения является увеличение толшины и плотности проката.
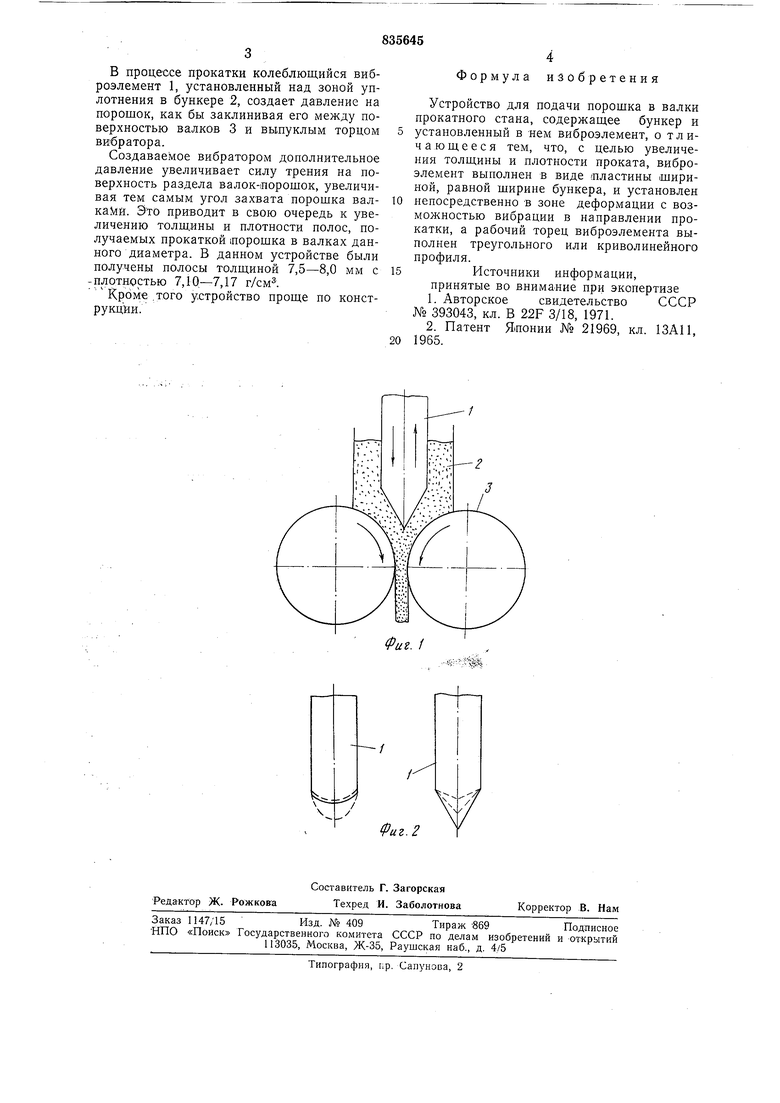
Поставленная цель достигается тем, что виброэлемент выполнен в виде пластины шириной, равной ширине бункера, и установлен непосредственно в зоне деформации с возможностью вибрации в направлении прокатки, а рабочий торец виброэлемента выполнен треугольного или криволинейного профиля.
На фиг. 1 представлено предлагаемое устройство, вид спереди; на фиг. 2 - ваpaHjbi исполнения рабочего торца виброэлемента.
Устройство для подачи порошка в валки прокатного стана содержит виброэлемент 1, выполненный в виде -пластины и установленньхй в бункере 2 с возможностью вибрации в направлении прокатки, и валки 3.
Устройство работает следующим образом.
В процессе прокатки колеблющийся виброэлемент 1, установленный над зоной уплотнения в бункере 2, создает давление на порошок, как бы заклинивая его между поверхностью валков 3 и выпуклым торцом вибратора.
Создаваемое вибратором дополнительное давление увеличивает силу трения на поверхность раздела валок-лорошок, увеличивая тем самым угол захвата порошка валка йй. Это приводит в свою очередь к увеличению толш,ины и плотности полос, получаемых прокаткой порошка в валках данного диаметра. В данном устройстве были получены полосы толщиной 7,5-8,0 мм с
-плотностью 7,10-7,17 г/см.
Кроме .того устройство проще по конструкции.
Формула изобретения
Устройство для подачи порошка в валки прокатного стана, содержащее бункер и
установленный в нем виброэлемент, о тличаю щееся тем, что, с целью увеличения толщины и плотности проката, виброэлемент выполнен в виде лластины шириной, равной ширине бункера, и установлен
непосредственно в зоне деформации с возможностью вибрации в направлении прокатки, а рабочий торец виброэлемента выполнен треугольного илн криволинейного профиля.
Источники информации,
принятые во внима«ие при экспертизе
1.Авторское свидетельство СССР № 393043, кл. В 22F 3/18, 1971.
2.Патент Яшонии № 21969, кл. 13А11, 1965.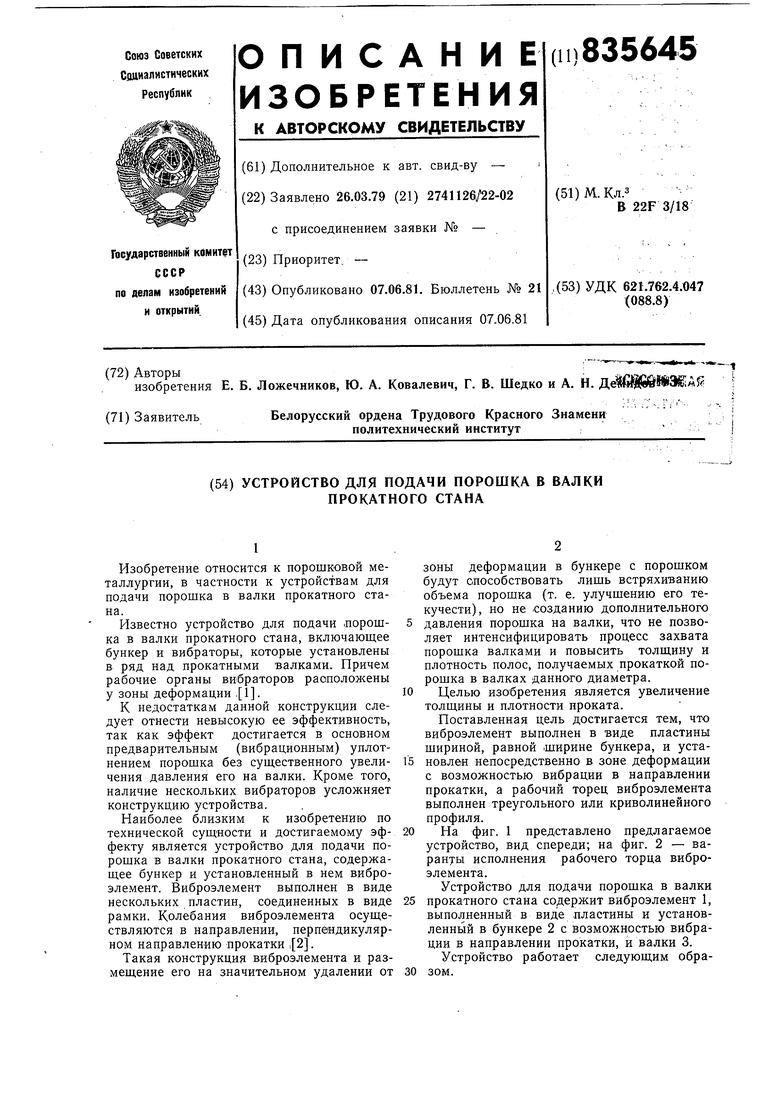
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОРОШКА В ВАЛКИ ПРОКАТНОГО СТАНА | 1983 |
|
SU1104749A1 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| Устройство для подачи порошка в валки прокатного стана | 1982 |
|
SU1299703A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| УСТРОЙСТВО для ПОДАЧИ ПОРОШКА В ВАЛКИ ПРОКАТНОГО СТАНА | 1973 |
|
SU393043A1 |
| Стан для прокатки порошка | 1980 |
|
SU876304A1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| Устройство для подачи технологической смазки на поверхность прокатных валков | 1980 |
|
SU1005966A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2288075C1 |
| СПОСОБ И ЛИНИЯ ПОЛУЧЕНИЯ ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2430811C1 |
Фиг. /
