1
Изобретение относится к машиностроению, в частности к агрегатному станкостроению, и может быть использовано в разных отраслях общего станкостроения.
Известен способ управления циклом работы силовой головки, заключающийся в том, что в процессе обработки осуществляют активный контроль величины нагрузки на инструмент, и при возврате инструмента в положение, соответствующее моменту отвода, перед быстрым отводом производят размыкание цепи рабочей подачи инструмента и фиксирование ее элементов относительно корпуса головки, а по окончании быстрого подвода цепь рабочей подачи расфиксируют и замыкают, при этом быстрый подвод осуществляют на жесткий упор 1.
Существующий способ управления циклом работы силовой головки не позволяет сократить внутрицикловые потери, связанные с недобегом инструмента при быстром подводе его к обрабатываемой детали, и перебегом при отводе по окончании обработки. Эти потери, например, для плоскокулачковых силовых головок доходят до 15% времени цикла.
Целью изобретения является повышение производительности агрегатных станков путем сокращения внутрицикловых потерь
времени силовых головок и оптимизации в приводе подачи и холостых перемещений.
Это достигается тем, что дополнительно измеряют нагрузки в приводе подачи и холостых перемещений, сравнивают их с программными значениями и при превыщении любой из них снижают скорость поступательного движения. Предложенный способ иллюстрируется чертежом.
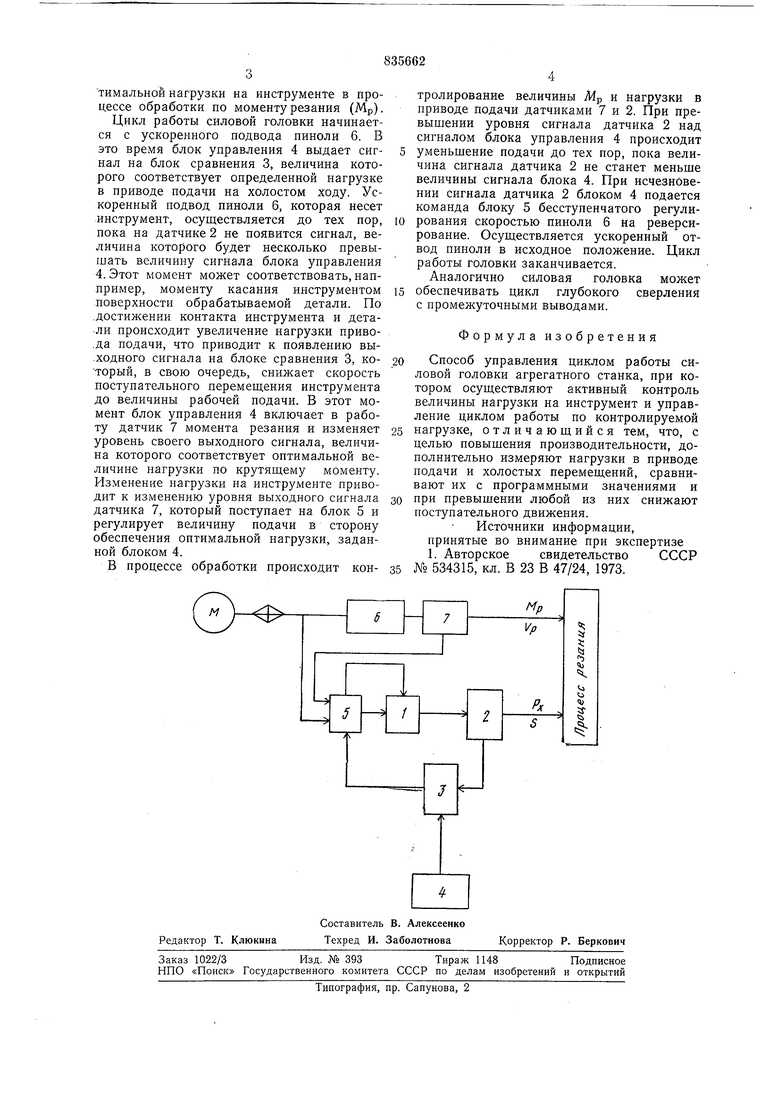
Для осуществления предлагаемого способа в приводе подачи 1 встроен датчик 2,
измеряющий нагрузку на привод подачи как в процессе обработки, так и на холостых перемещениях. Сигнал датчика 2, пропорциональный нагрузке, поступает на блок сравнения 3, в котором происходит
сравнение сигналов датчика 2 и блока 4 управления циклом работы силовой головки. Выходной сигнал блока 3 поступает на блок 5 бесступенчатого регулирования скоростью поступательного перемещения пиноли 6 силовой головки. Датчик 7 момента резания регистрирует величину нагрузки на инструмент (на чертеже не показан) в цепи главного движения. Сигнал датчика 7 поступает на блок 5, который изменяет подачу пиноли 6 в сторону поддержания оптимальной нагрузки на инструменте в процессе обработки по моменту резания (Мр),
Цикл работы силовой головки начинается с ускоренного подвода пиноли 6. В это время блок управления 4 выдает сигнал на блок сравнения 3, величина которого соответствует определенной нагрузке в приводе подачи на холостом ходу. Ускоренный подвод ниноли 6, которая несет инструмент, осуществляется до тех пор, пока на датчике 2 не появится сигнал, величина которого будет несколько превышать величину сигнала блока управления 4. Этот момент может соответствовать, нап.пример, моменту касания инструментом поверхности обрабатываемой детали. По .достижении контакта инструмента и детали происходит увеличение нагрузки приво.да подачи, что приводит к появлению вы-ходного сигнала на блоке сравнения 3, который, в свою очередь, снижает скорость поступательного перемещения инструмента до величины рабочей подачи. В этот момент блок управления 4 включает в работу датчик 7 момента резания и изменяет уровень своего выходного сигнала, величина которого соответствует оптимальной величине нагрузки по крутящему моменту. Изменение нагрузки на инструменте приводит к изменению уровня выходного сигнала датчика 7, который поступает на блок 5 и регулирует величину подачи в сторону обеспечения оптимальной нагрузки, заданной блоком 4.
В процессе обработки происходит контролирование величины Мр и нагрузки в приводе подачи датчиками 7 и 2. При превыщении уровня сигнала датчика 2 над сигналом блока управления 4 происходит уменьщение подачи до тех нор, пока величина сигнала датчика 2 не станет меньще величины сигнала блока 4. При исчезновении сигнала датчика 2 блоком 4 подается команда блоку 5 бесступенчатого регулирования скоростью пиноли б на реверсирование. Осуществляется ускоренный отвод пиноли в исходное положение. Цикл работы головки заканчивается.
Аналогично силовая головка может обеспечивать цикл глубокого сверления с промежуточными выводами.
Формула изобретения
Способ управления циклом работы силовой головки агрегатного станка, при котором осуществляют активный контроль величины нагрузки на инструмент и управление циклом работы по контролируемой нагрузке, отличающийся тем, что, с целью повыщения производительности, дополнительно измеряют нагрузки в приводе подачи и холостых перемещений, сравнивают их с программными значениями и при превышении любой из них снижают поступательного движения.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 534315, кл. В 23 В 47/24, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для предохранения осевого инструмента от поломок | 1985 |
|
SU1294499A1 |
| Устройство для автоматического управления подачей по величине крутящего момента на сверле | 1980 |
|
SU904913A1 |
| Силовой стол | 1976 |
|
SU891227A1 |
| Агрегатная головка для сверления глубоких отверстий с универсальным регулятором подачи | 1981 |
|
SU986638A1 |
| Способ управления силовой головкой | 1974 |
|
SU534315A1 |
| Силовая головка | 1980 |
|
SU917959A1 |
| Резьбонарезная силовая головка | 1982 |
|
SU1047647A1 |
| Силовая головка | 1986 |
|
SU1342624A1 |
| ОДНОШПИНДЕЛЬНАЯ СИЛОВАЯ ГОЛОВКА | 1995 |
|
RU2086386C1 |
| Силовая головка | 1989 |
|
SU1742035A1 |
