1
Изобретение относится к станкостроению и может быть использовано в специальных агрегатных станках и автоматических линиях.
Известна конструкция силового стола, содержащая рабочую платформу, связанную с гидравлическим приводом поступательного движения, и систему управления циклом (1).
Однако известный силовой стол имеет сложную конструкцию, а использование отдельной гидростанции увеличивает габариты, вес и усложняет эксплуатацию станков. Точность системы управления не высока, что ведет к снижению производительности.
Цель изобретения - повышение точности воспроизведения заданной программы поступательных движений платформы стола, а также обеспечивание защиты механизма стола от поломок.
Поставленная цель достигается тем, что силовой стол снабжен зубчато-реечной передачей, рейка которой жестко закреплена на платформе, а шестерня - на валу, установленном с возможностью вращения в подшипниках основания, а система управления включает датчик обратной связи по скорости перемещения платформы и тормозное устройство, установленные по обоим концам упомянутого вала с шестерней:
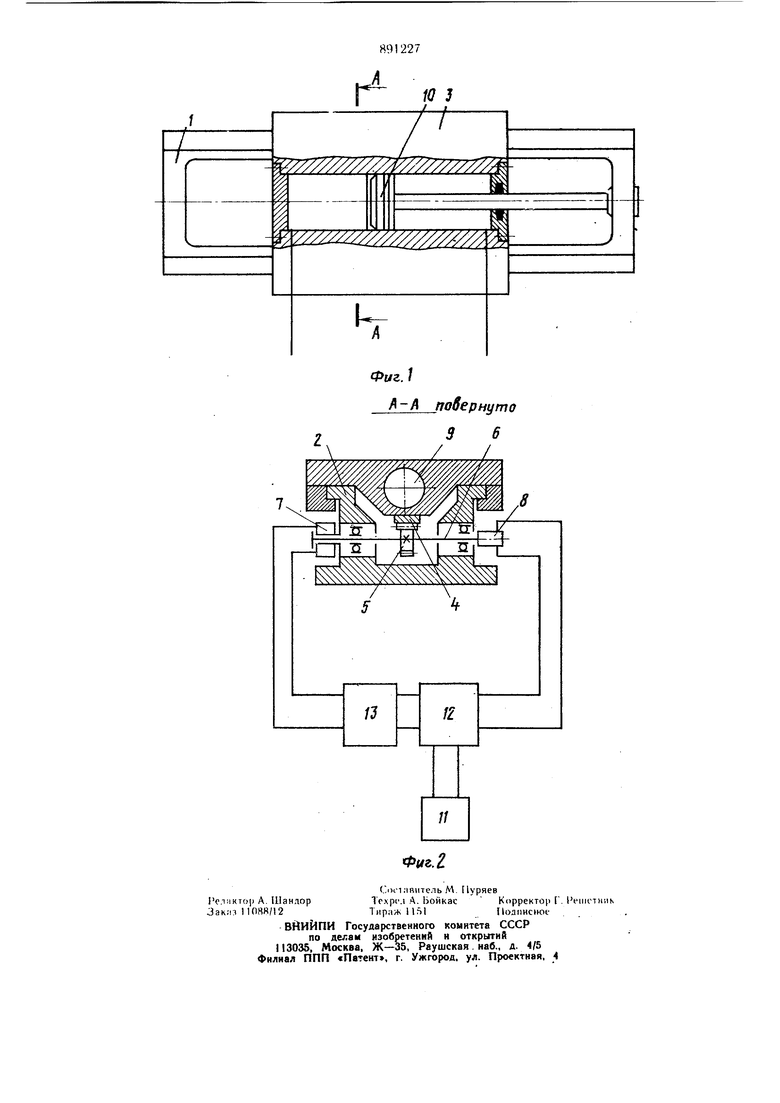
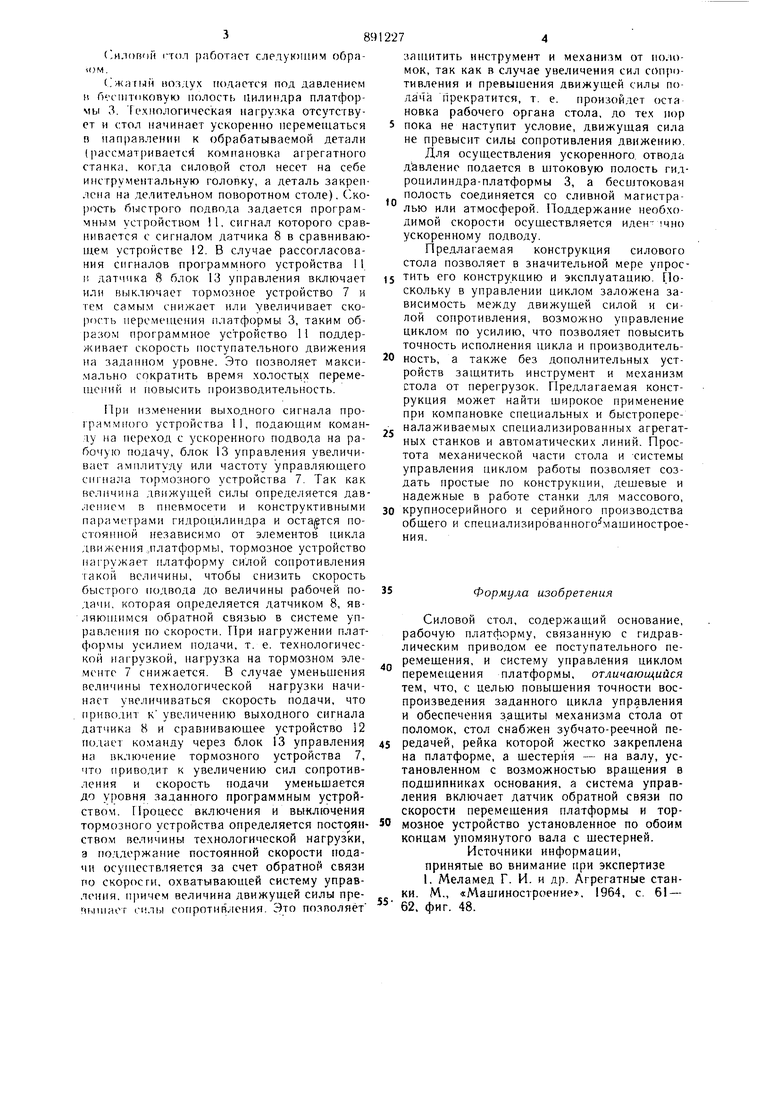
На фиг. 1 показан силовой стол, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Силовой стол содержит основание 1 с направляющими 2, по которым перемешается платформа 3, на ней закреплена рейка 4, входяшая в зацепление с шестерней 5, вал 6 шестерни 5 находится в опорах и с одной стороны связан с электрическим тормозным
10 устройством 7, а с другой стороны соединен с датчиком 8.
Платформа 3 имеет цилиндрическую расточку 9, выполняющую роль пневмоцилиндра, в которую помещен поршень 10. Шток 15 поршня неподвижно закреплен на основа-. НИИ 1. Система управления циклом работы и регулирования скорости поступательных движений рабочей платформы стола содержит программное устройство II, связанное со сравнивавшим устройством Л 2, второй 20 вход которого связан с датчиком 8. Выход. сравнивающего устройства 12 Сопряжен с блоком -13 управления тормозным устройством 7. . (,и;и)впй гтол работает слелуюшим обра(.жатым подается под давлением и Г),чч11т 1ковую полость цилиндра платформы 3. Технологическая нагрузка отсутствует и стол начинает ускоренно перемещаться п направлении к обрабатываемой детали (рассматривается компановка агрегатного станка, когда силов.ой стол несет на себе инструментальную головку, а деталь закреплена на делительном поворотном столе), (жорость быстрого подвода задается программным устройством 11, сигнал которого сравнивается с сигналом датчика 8 в сравнивающем устройстве 12. В случае рассогласования сигналов программного устройства I 1 I датчика 8 блок 13 управления включает или г ыключает тормозное устройство 7 и тем самым снижает или увеличивает скорость перемещения платформы 3, таким об)азом программное устройство 11 поддерживает скорость поступательного движения на заданном уровне. Это позволяет максимально сократить время холосты.х перемепюиий и повысить производительность. При из.менении выходного сигнала программного устройства 11, подаюп.шм команду на переход с ускоренного подвода на рабочую подачу, блок 13 управления увеличивает амплитуду или частоту управляющего cifi4ia;ia тормозного устройства 7. Так как величина движущей силы определяется давлением в пневмосети и конструктивными параметрами ги.ароцилиндра и остается постоянной независимо от элементов цикла движения „платформы, тормозное устройство на|ружает платформу силой сопротивления такой величины, чтобы снизить скорость быстрого подвода до величины рабочей подачи, которая определяется датчиком 8, являющимся обратной связью в системе управления по скорости. При нагружении плат4 ормы усилием подачи, т. е. технологической нагрузкой, нагрузка на тормозном элементе 7 снижается. В случае уменьщения величины технологической нагрузки начинает увеличиваться скорость подачи, что приводит к увеличению выходного сигнала датчика 8 и сравнивающее устройство 12 подает команду через блок 13 управления на включение тормозного устройства 7, что приводит к увеличению сил сопротивления и скорость подачи уменьшается до уровня заданного программным устройством. Процесс включения и выключения тормозного устройства определяется постоянством величины технологической нагрузки, а поддержание постоянной скорости подачи осуществляется за счет обратной связи по скорое ги, охватывающей систему управления. причем величина движущей силы пречыщиет силы сопротивления. Это позволяет ; ап1итить инструмент и механизм от ио.юмок, так как в случае увеличения сил сопротивления и превышения движущей силы подача гфекратится, т. е. произойдет оста новка рабочего органа стола, до тех нор пока не наступит условие, движущая сила не превысит силы сопротивления движению. Для осуществления ускоренного отвода давление подается в штоковую полость гидроцилиндра-платформы 3, а 6ecujTOKOBaH полость соединяется со сливной магистралью или атмосферой. Поддержание необходимой скорости осуществляется иден- чно ускоренному подводу. Предлагаемая конструкция силового стола позволяет в значительной мере упростить его конструкцию и эксплуатацию. Поскольку в управлении циклом заложена зависимость между движущей силой и силой сопротивления, возможно управление циклом по усилию, что позволяет повысить точность исполнения цикла и производительность, а также без дополнительных устройств защитить инструмент и механизм стола от перегрузок. Предлагаемая конструкция .может найти широкое применение при компановке специальных и быстропереналаживаемых специализированных агрегатных станков и автоматических линий. Простота механической части стола и -системы управления циклом работы позволяет создать простые по конструкции, дешевые и надежные в работе станки для массового, крупносерийного и серийного производства общего и специализированного машиностроения. Формула изобретения Силовой стол, содержащий основание, рабочую платформу, связанную с гидравлическим приводом ее поступательного перемещения, и систему управления циклом перемещения платформы, отличающийся тем, что, с целью повышения точности воспроизведения заданного цикла управления и обеспечения защиты механизма стола от поломок, стол снабжен зубчато-реечной передачей, рейка которой жестко закреплена на платформе, а шестерня - на валу, установленном с возможностью вращения в подшипниках основания, а система управления включает датчик обратной связи по скорости перемещения платформы и тормозное устройство установленное по обоим концам упомянутого вала с шестерней. Источники информации, принятые во внимание при экспертизе I. Меламед Г. И. и др. Агрегатные станки. М., «Машиностроение:, 1964, с. 6I-62, фиг. 48.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления циклом работыСилОВОй гОлОВКи | 1978 |
|
SU835662A1 |
| Силовая головка | 1989 |
|
SU1742035A1 |
| Способ настройки динамометрического упора | 1990 |
|
SU1780990A1 |
| Агрегатный станок для обработки деревянных брусковых заготовок | 1985 |
|
SU1303409A1 |
| Силовая головка | 1986 |
|
SU1342624A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРИВОДОМ ПОСТУПАТЕЛЬНЫХ ПЕРЕМЕЩЕНИЙ | 1991 |
|
RU2106950C1 |
| Многопозиционный агрегатный станок | 1989 |
|
SU1779544A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 2019 |
|
RU2705482C1 |
| Поворотное устройство | 1990 |
|
SU1759605A1 |