Изобретение относится к области обработки металлов резанием и может быть использовано при сверлении глубоких отверстий, имеющих зоны резания с неравномерной нагрузкой на режупвае сверла, например, отверстия с .наклонным входом и выходом, сквозные, пересекающиеся под разными углами и т.д.
- Известны агрегатные головки для . сверления глубоких отверстий с универсальным регулятором подачи, содержащие датчик измерения силового параметра, регулятор, например гидравлический , и привод подачи, образующие в совокупности систему автоматического регулирования подачи, шпиндель, привод его вращения и .датчик положения Cl.
Недостатком таких головок являются низкая производительность, точность обработки и надежность.
Целью изобретения является повыраение производительности, точности обработки и надежности процесса за счет увеличения максимальной подачи и устранения перегрузок и поломок инструмента в .зонах резания с неравномерной нагрузкой на режущие кромки сверла.
Поставленная цель достигается за счет того, что гильза гидравлического регулятора установлена с возможностью осевого перемещения: и связана с датчиком положения.
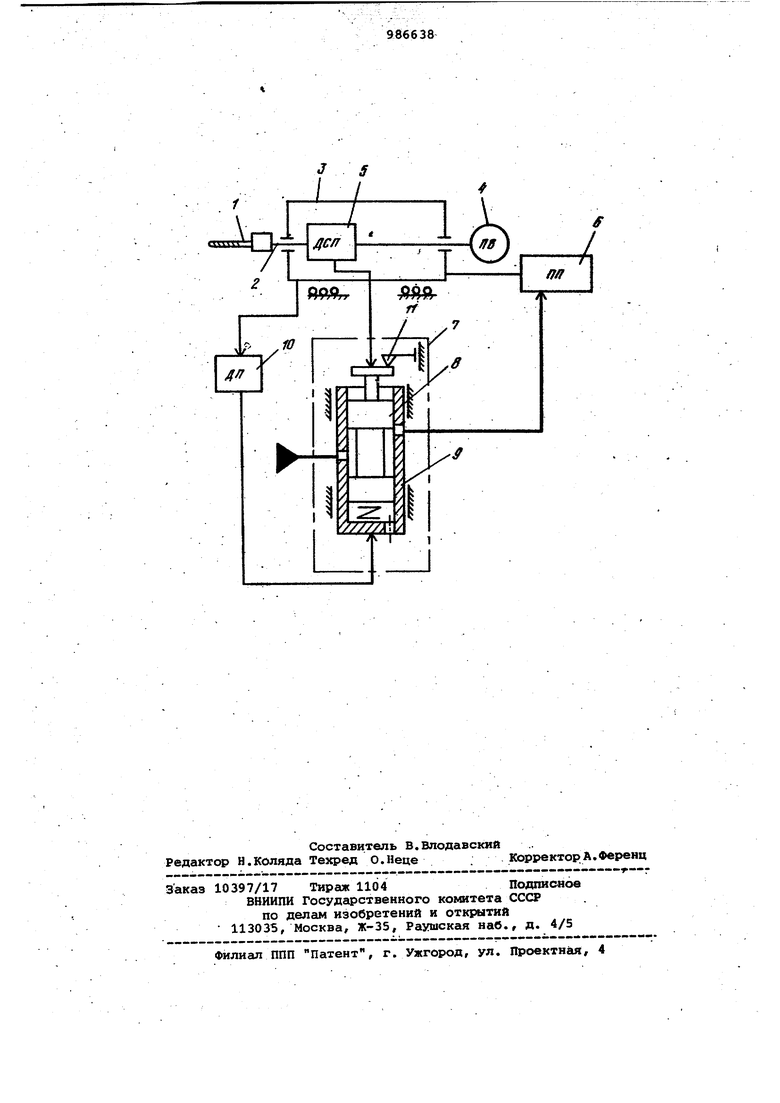
На чертеже изображена блок-схема предлагаемой головки.
Сверло 1 закреплено в шпинделе 2, который установлен в корпусе пи10ноли 3 и связан с приводом вращения 4 через датчик силового параметра 5. Для создания движения подачи имеется привод подачи б, соединенный с универсальным регулятором пода15 чи 7, плунжер 8 которого кинематически связан с датчиком силового параметра 5, а подвижная гильза 9 с датчиком положения 10. Датчик положения шпинделя 10 связан с кор20пусом пиноли 3. Регулируемый упор 11 служит для задания максимальной рабочей подачи и ограничения перемещения плунжера 8 при перемещении гильзы 9.
25
Датчик силового параметра 5, универсальный регулятор подачи 7, ддтчик положения шпинделя 10 и привод подачи 6 образуют замкнутую систему автоматического регулирования по30дачи . Устройство работает следующим образом. Под действием привода подачи 6 сверло 1 подводится к обрабатываемой Поверхности на максимальной рабочей подаче величина которой будет определяться положением плунжера 8, относительно подвижной гильзы 9 и зависит от текущих условий обработки. При возрастании нагрузки на сверло от датчика силового параметра 5 передается воздействие на плунжер 8 регулятора подачи 7 и от него на привод подачи 6. Подача уменьшается контролируемый силовой параметр стабилизируется . Команда на промежуточный вывод сверла 1 из обрабатываемой детали может подаваться от реле времени или конечного выключателя при уменьшении подачи до минимальной величины устанавливаемой на регуляторе подачи 7. Регулятор подачи передает возг действие на конечный выключатель. (Реле времени и конечный выключатель условно не изображены на блок-схеме После промежуточного вывода процесс сверления повторяется согласно описанному вьзше циклу до тех пор, ПОКА деталь не будет просверлена на требуемую глубину. В зонах резания с неравномерной нагрузкой на режущие кромки сверла например, наклонный вход при врезании в заготовку,пересекающийся с обрабатываемым отверстием канал, участок выхода инструмента из отверстия особенно неперпендикулярный к его оси и . максимальная рабочая подача должна быть меньше, чём на основном участке обрабатываемого отверстия. Поэтому при обработке отвер стия в этих зонах от корпуса пиноли 3 передается команда на датчик положения шпинделя 10 и от него воздейст вие на подвижную гильзу 9 универсаль ного регулятора подачи 7. Так как перемещение плунжера 8 ограничено регулируемым упором 11, то при перемещении гильзы 9 проходное сечение уменьшается и уменьшается величина максимальной рабочей подачи. После прохождения этих участков от датчика положения шпинделя 10 подается .команда на перемещение подвижной гильзы 9 в направлении увеличения максимальной рабочей подачи до предельного допустимого значения, определяемого условием полного ис пользования возможностей инструмента по прочности и жесткости. Изобретение позволяет повысить производительность обработки на 20%. Формула изобретения Агрегатная головка для сверления глубоких отверстий с .универсальным регуляторрм подачи, содержащая датчик измерения силового параметра, регулятор, например гидравлический, и привод подачи, образукацие в сово-. купности систему автоматического регулирования подачи, шпиндель, привод его вращения и датчик положения, отличающаяся тем, что, с целью повышения производительности, точности обработки и надежности процесса за счет увеличения максимальной подачи и устранения перегрузок и поломок инструмента; в зонах резания с неравномерной нагрузкой на режущие кромки сверла, гильза гидравлического регулятора установлена с возможностью осевого перемещения и связана с датчиком положения. Источники информации, принятые во внимание при экспертизе , 1. Авторское свидетельство СССР по заявке № 2902049/25-08, кл. В 23 В 39/10, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для предохранения осевого инструмента от поломок | 1985 |
|
SU1294499A1 |
| Агрегатная головка для глубокого сверления сквозных отверстий | 1980 |
|
SU887073A1 |
| Устройство для автоматического управления подачей по величине крутящего момента на сверле | 1980 |
|
SU904913A1 |
| Сверлильная головка | 1980 |
|
SU956175A1 |
| Сверлильная головка с автоматическим регулированием подачи | 1977 |
|
SU680818A1 |
| СИЛОВАЯ ГОЛОВКА | 1992 |
|
RU2009784C1 |
| Сверлильная головка с автоматическим регулированием подачи | 1973 |
|
SU475223A1 |
| Пневмогидравлическое устройство защиты инстумента для глубокого сверления | 1973 |
|
SU467793A1 |
| Силовая головка | 1980 |
|
SU917959A1 |
| УСТРОЙСТВО для ЗАЩИТЫ ИНСТРУМЕНТА ПРИ ГЛУБОКОМ СВЕРЛЕНИИ | 1970 |
|
SU281115A1 |