1
Изобретение относится к области электрофизических и электрохимических методов обработки.
По основному авт. св. № 344952 известен способ размерной электрохимической обработки по основному авторскому свидетельству, в котором для локализации процесса анодного растворения в межэлектродный зазор помещают тонкую диэлектрическую пленку с отверстием, размеры которого меньше обрабатываемой детали 1. Переменная величина съема достигается за счет различного времени обработки участков поверхности при перемещении в межэлектродном зазоре диэлектрической пленки.
В силу постоянства размера отверстия в диэлектрической пленке данный способ обладает недостаточной точностью обработки, так как при переходе от одного обрабатываемого участка поверхности к другому не изменяется зона анодного растворения, характер изменения которой должен соответствовать требуемому изменению снимаемого припуска. Производительность данного способа ограничена, так как одновременно анодному растворению подвергается только часть анодной поверхности детали.
Целью настоящего изобретения является повышение точности и производительности фасонного формообразования.
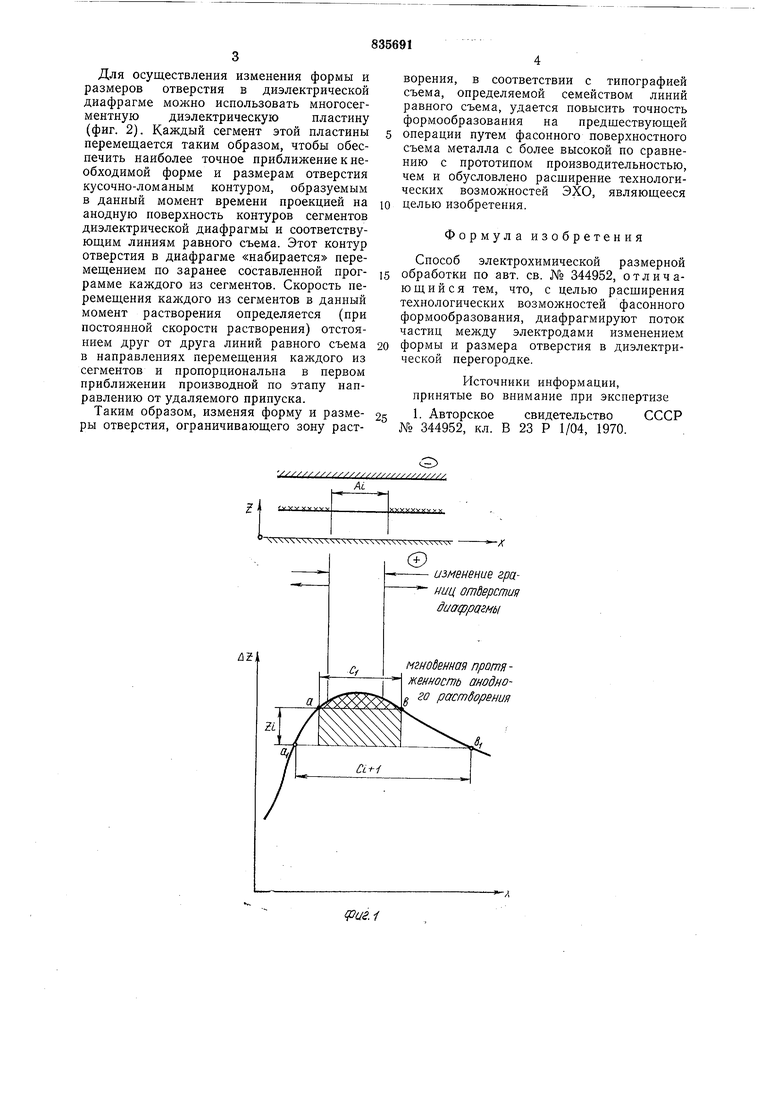
На фиг. 1 представлена схема изменения границ отверстия диафрагмы; на фиг. 2 - схема формы и размеров отверстия.
Диафрагмирование потока заряженных частиц позволяет осуществить фасонное формообразование. Переменной величины снимаемого припуска A.Z (фиг. 1) вдоль анодной поверхности в направлении оси X достигают путем перемещения контура отверстия диэлектрического экрана, устанавливаемого между анодом и катодом, относительно анодной поверхности. При этом в процессе анодного растворения за промежуток времени Тг происходит растворение металла глубиной Zj. За это время необходимо изменить геометрию отверстия таким образом, чтобы протяженность анодного растворения изменилась с размера аи до а Ь , а размер отверстия Ai должен измениться на ту же величину, что и зона анодного растворения, но с учетом неоднородности электрического поля, что приводит к тому, что протяженность анодного растворения несколько больше (определяется положением диафрагмы по высоте межэлектродного зазора), чем размер отверстия в диафрагме (определяется экспериментально) .
Для осуществления изменения формы и размеров отверстия в диэлектрической диафрагме можно использовать многосегментную диэлектрическую пластину (фиг. 2). Каждый сегмент этой пластины перемещается таким образом, чтобы обеспечить наиболее точное приближение к необходимой форме и размерам отверстия кусочно-ломаным контуром, образуемым в данный момент времени проекцией па анодную поверхность контуров сегментов диэлектрической диафрагмы и соответствующим линиям равного съема. Этот контур отверстия в диафрагме «набирается перемещением по заранее составленной программе каждого из сегментов. Скорость перемещения каждого из сегментов в данный момент растворения определяется (при постоянной скорости растворения) отстоянием друг от друга линий равного съема в направлениях перемещения каждого из сегментов и пропорциональна в первом приближении производной по этапу направлению от удаляемого припуска.
Таким образом, изменяя форму и размеры отверстия, ограничивающего зону растворения, в соответствии с типографией съема, определяемой семейством линий равного съема, удается повысить точность формообразования на предшествующей
операции путем фасонного поверхностного съема металла с более высокой по сравнению с прототипом производительностью, чем и обусловлено расширение технологических возможностей ЭХО, являющееся
целью изобретения.
Формула изобретения
Способ электрохимической размерной обработки по авт. св. № 344952, отличающийся тем, что, с целью расщирения технологических возможностей фасонного формообразования, диафрагмируют поток частиц между электродами изменением формы и размера отверстия в диэлектрической перегородке.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 344952, кл. В 23 Р 1/04, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ размерной электрохимической обработки деталей типа тел вращения | 1976 |
|
SU680845A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240210C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| Способ электрохимического удаления припуска с поверхности детали и устройство для его реализации | 2019 |
|
RU2716387C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| Способ электрохимической обработки крупногабаритных тел вращения | 1978 |
|
SU791495A1 |
| Способ электрохимической обработки | 1976 |
|
SU1355392A1 |

лг,
О
изменение границ отберстия диафрагмы
мгнобенная протяженность анодноо го растворения
