(54) СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ТЕЛ ВРАЩЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ размерной электрохимической обработки деталей типа тел вращения | 1976 |
|
SU680845A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2301134C2 |
| Способ контроля шероховатости поверхности детали | 1989 |
|
SU1730535A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НАТИРАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2139371C1 |
| ЭЛЕКТРОХИМИЧЕСКАЯ ОБРАБОТКА | 2000 |
|
RU2264894C2 |
| Способ электрохимической размерной обработки | 1976 |
|
SU835691A2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МИКРОФОРМИРОВАНИЯ | 2004 |
|
RU2255843C1 |
| Способ измерения толщины стенки труб из ферромагнитных сплавов и устройство для его осуществления | 2022 |
|
RU2790307C1 |
| Способ электрохимического избирательного травления стальных изделий | 1980 |
|
SU945258A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
Изобретение относится к области машиностроения и может быть использовано при фасонной электрохимической обработке.
Известны способы фасонной электрохимической обработки, в которых для повышения точности электрохимического формообразования стабилизируют параметры, влияговще на скорость анодного растворения, такие как температура электролита, напряжение на электрЪдах, межэлектродный зазор.
Наиболее близким техническим решением к предлагаемому изобретению является способ электрохимической обработки крупногабаритных тел вращения, по которому электрод-инструмент выполненный вместе с ультразвуковым измерительнЕлм датчиком, устанавливают на головку, выполненную в виде хомута, который охватывает обрабатываемую деталь и скользит относительно вращающейся детали. Ультразвуковой датчик производит измерение толщины стен.;и перед тем, как подлежащий обработке участок поверхности цилиндрической детали попсщает в зону обработки катодоминструментом. Электрический сигнал
на катод подают по результатам измерения толщины и сравнения ее с конечным значением. При этом происходит задержка по времени, необходимая для поворота детали на угол, под которым установлены один относительно другого в окружном направлении катод и измерительный датчик. Признаками, общими с предлагаемым изоб10ретением, явля-ется электрохимическая обработка тел вращения, непрерывное измерение ультразвуковым датчиком размера перед прохождением катода над зоной обработки с управлением ходом
15 анодного растворения по результатам контроля.
Однако в силу того, что при электрохимической обработке крупногабаритных тел вращения по способу-про20тотипу величина контролируемого размера внутри зоны обработки может :иметь разброс, учесть истинное распределение толщины внутри зоны обрабохки не представляется возможным.
25 Это объясняется тем, что ультразвуковой измерительный датчик жестко связан с корпусом измерительной головки, в которой находится сг1М катод. При обработке крупногабаритных 30 деталей, как правило, величина зоны обработки превышает площадь акустического контакта датчика. Поэтому жестко связанный с катодол ультразвуковой датчик производит измерения не во всей зоне обработки, а только в полосе, шириной, равной зоне акустического контакта. При этом остальная поверхность зоны обработки не контролируется.,, что уменьшает в целом точность всей обработки, поскольку разнотолщинлость внутри зоны обработки, значительная при обработке крупногабартиных деталей, не учитывается.
Целью изобретения является увеличение точности обработки путем повышения достоверности измерения внутри зоны обработки путем повышения достоверности измерения внутри зоны обработки.
Цель достигается тем, что в процессе съема металла с крупногабаритных тел вращения по схеме электрохимического точения ведут непрерывное измерение контролируемого размера в зоне обработки йдоль образующей. Это позволяет получить числовую информацию о контролируемом размере со всей обрабатываемой поверхности, проанализировать ее с учетом конечного размера и управлять ходом анодного растворения на основе проведенного численного анализа путем изменения технологических параметров электрохимической обработки, определянхчих закономерность анодного растворения. Сбор информации и про-j ведение численного анализа,а также выдачу управляющего сигнала на изменение параметров обработки осуществляют с помощью ЭВМ. Этим обеспечивается управление ходом анодного растворения в соответствии с истинным распределением контролируемого размера внутри зоны обработки, что позволяет увеличить точность формообразования по сравнению с прототипом.
Для получения достоверной информации со всей обрабатываемой поверхности измерение производят с.перекрытием зон измерения. Для этого измерение ведут по спирали, образуемой за счет поступательного перемещения датчика вдоль образу1свдей и вращения детали. При этом шаг спирали должен быть меньше ширины акустического контакта.
Если измерительно-анализирующая система не успевает выдать управляющий- сигнал после выполнения деталью ОДНОГОоборота, то измерительный цикл над данной зоной образующей повторяется, а перемещение датчика на новую точку образующей, в которой производится измерение, ведут дискретно после окончания измерительного цикла на предыдушей точке образующей.
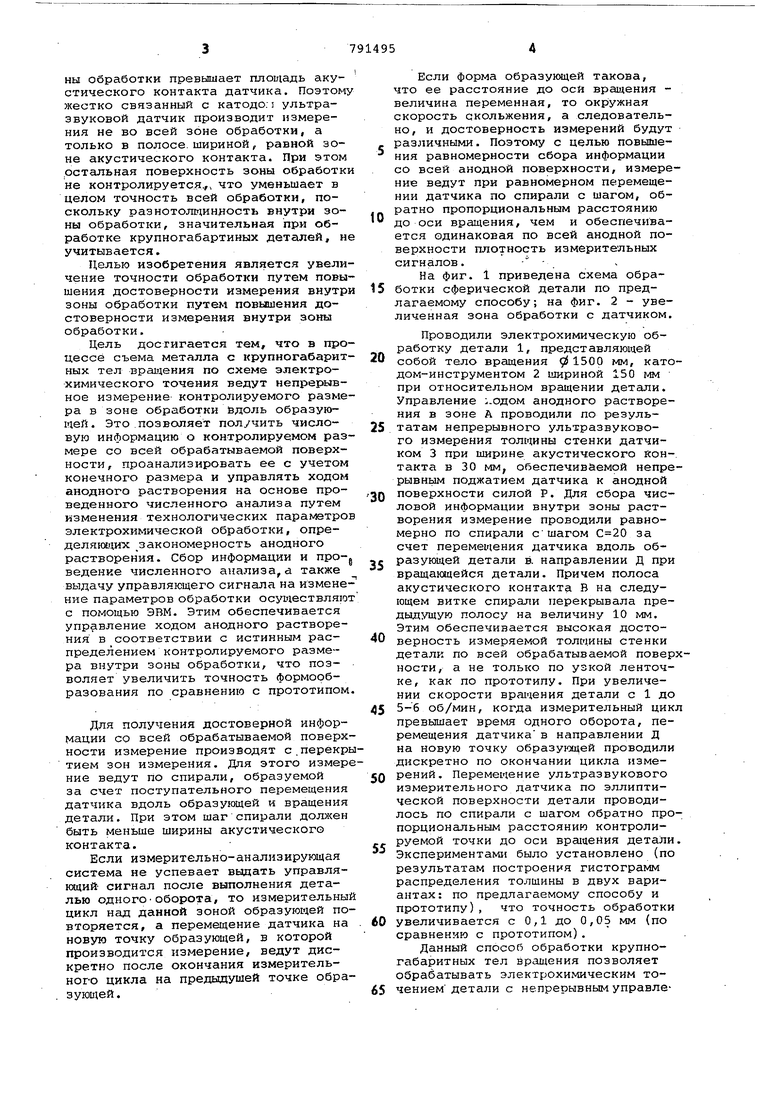
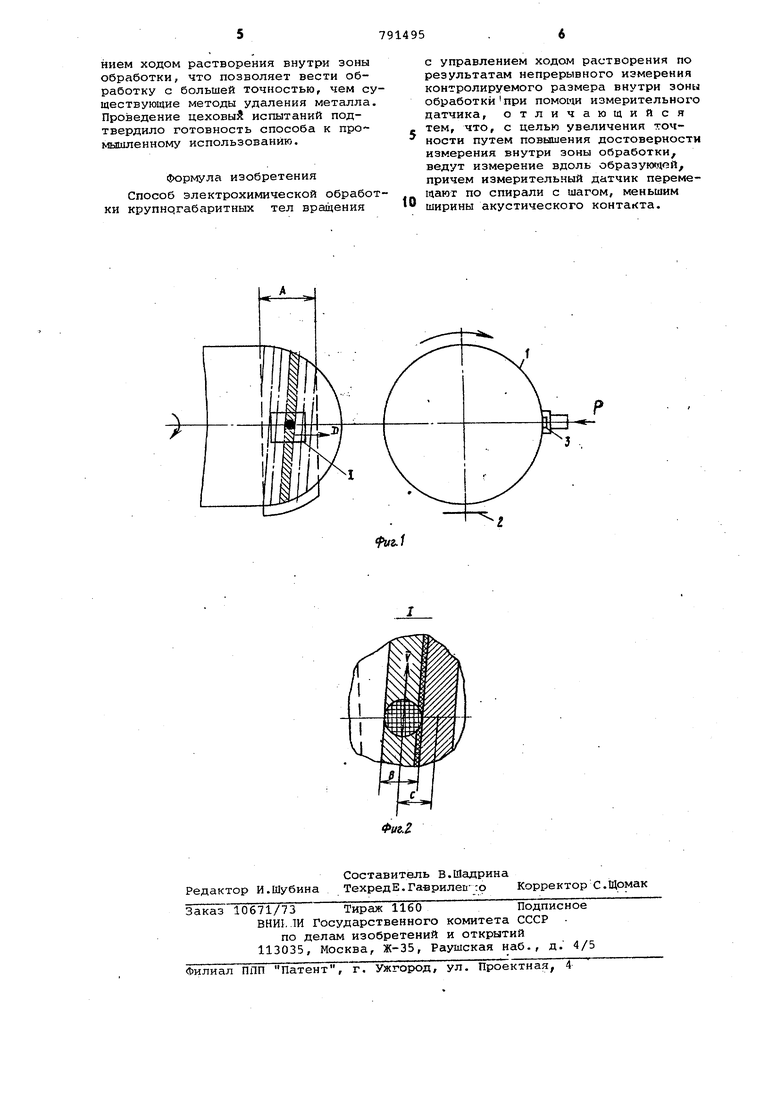
Если форма образукнцей такова, что ее расстояние до оси вращения величина переменная, то окружная скорость скольжения, а следовательно, и достоверность измерений будут различными. Поэтому с целью повышения равномерности сбора информации со всей анодной поверхности, измерение ведут при равномерном перемещении датчика по спирали с шагом, обратно пропорциональным расстоянию до оси вращения, чем и обеспечивается одинаковая по всей анодной поверхности плотность измерительных сигналов. На фиг. 1 приведена схема обработки сферической детали по предлагаемому способу; на фиг. 2 - увеличенная зона обработки с датчиком.
Проводили электрохимическую обработку детали 1, представляющей собой тело вращения yS 1500 мм, катодом-инструментом 2 шириной 150 fviM при относительном вращении детали. Управление :.одом анодного растворения в зоне А проводили по результатам непрерывного ультразвукового измерения толщины стенки датчиком 3 при ширине акустического контакта в 30 мм, обеспечиваемой непрерывньам поджатием датчика к анодной поверхности силой Р. Для сбора числовой информации внутри зоны растворения измерение проводили равномерно по спирали Сшагом за счет перемещения датчика вдоль образующей детали в. направлении Д при вращающейся детали. Причем полоса акустического контакта В на следующем витке спирали перекрывала предыдущую полосу на величину 10 мм. Этим обеспечивается высокая достоверность измеряемой толщины стенки детали по всей обрабатываемой поверности, а не только по узкой ленточке, как по прототипу. При увеличении скорости детали с 1 до 5-6 об/мин, когда измерительный цик превышает время одного оборота, перемещения датчикав направлении Д на новую точку образующей проводили дискретно по окончании цикла измерений. Перемещение ультразвукового измерительного датчика по эллиптической поверхности детали проводилось по спирали с шагом обратно пропорциональным расстоянию контролируемой точки до оси вращения детали Экспериментами было установлено (по результатам построения гистограмм распределения толщины в двух вариантах: по предлагаемому способу и прототипу), что точность обработки увеличивается с 0,1 до 0,05 мм (по сравнению с прототипом).
Данный способ обработки крупногабаритных тел вращения позволяет обрабатывать электрохимическим точением детали с непрерывным управлением ходом растворения внутри зоны обработки, что позволяет вести обработку с большей точностью, чем существующие методы удаления металла. Проведение цеховый испытаний подтвердило готовность способа к промышленному использованию.
Формула изобретения
Способ электрохимической обработки крупнргабаритных тел вращения
с управлением ходом растворения по результатам непрерывного измерения контролируемого размера внутри зоны обработкипри помощи измерительного датчика, отличающийся тем, что, с целью увеличения TOVIности путем повышения достоверности измерения внутри зоны обработки ведут измерение вдоль образуюгпей причем измерительный датчик перемещают по спирали с шагом, меньшим
0 ширины акустического контакта.
