1
Изобретение относится к машиностроению и может быть использовано для электрохимической обработки деталей сложной формы типа лопаток ГТД.
Известны устройства для электрохимической обработки пера лопаток подвижными, расположенными параллельно друг другу, электродами-инструментами. При этом заготовка устанавливается в рабочей камере между катодами на две неподвижные базы и закрепляется 1.
Установочные поверхности этих баз перпендикулярны направлению движения инструмента.
Однако при обработке деталей с уменьшенным припуском по профилю пера (0,8-1,0 мм) в большинстве случаев точность обработки не соответствует заданной, поскольку после мехобработки основной и технологической баз вследствие низкой жесткости происходит увод пера относительно основной базы. Это приводит к необходимости дополнительно раздвигать электроды от номинального положения, что соответственно увеличивает нач альный зазор на участках пера, противоположных направлению увода пера. С увеличением начального зазора избирательность процесса электрохимической обработки падает. Для обеспечения заданной точности
профиля пера в таких условиях необходимо увеличивать припуск по профилю. Увод пера в пределах 0,25-нО,3 мм приводит к изменению начального зазора на 0,,0 мм.
Целью устройства является повышение точности формообразования путем коррекции начального положения детали в рабочей камере относительно электродов.
Для достижения поставленной цели базовые опоры соединены между собой и закреплены на основании, имеющем возможность поворота в направлении продольной оси детали на угол, равный углу увода
профиля относительно технологических баз лопатки в сторону, противоположную этому уводу.
Изменяя положение детали в рабочей камере вместе с установочными базами
приспособления относительно электродовинструментов, добиваются исключения влияния увода профиля пера на точность формообразования. На чертеже изображено предлагаемое
устройство.
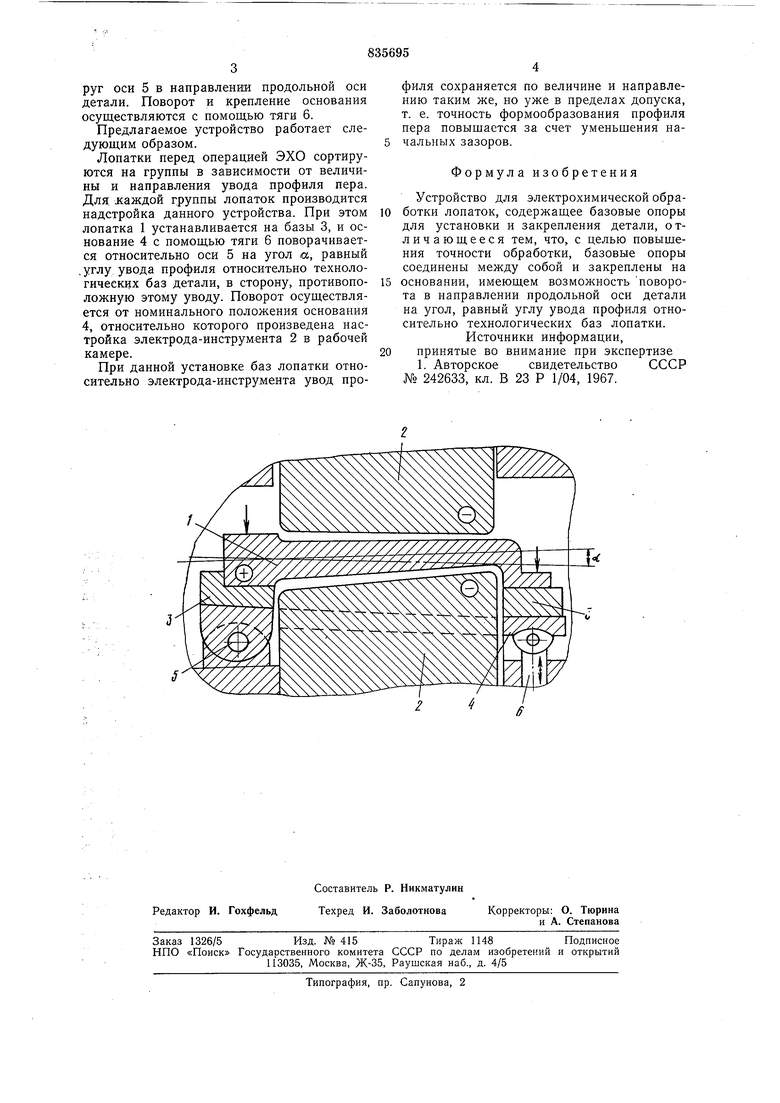
Обрабатываемая лопатка 1 устанавливается между электродами-инструментами 2 на установочные базы 3. Базы соединены между собой и закреплены на основании 4,
которое имеет возможность поворота векруг оси 5 в направлении продольной оси детали. Поворот и крепление основания осуществляются с помощью тяги 6.
Предлагаемое устройство работает следующим образом.
Лопатки перед операцией ЭХО сортируются на группы в зависимости от величины и направления увода профиля пера. Для лсаждой группы лопаток производится надстройка данного устройства. При этом лопатка 1 устанавливается на базы 3, и основание 4 с помощью тяги 6 поворачивается относительно оси 5 на угол а, равный .углу увода профиля относительно технологических баз детали, в сторону, противоположную этому уводу. Поворот осуществляется от номинального положения основания 4, относительно которого произведена настройка электрода-инструмента 2 в рабочей камере.
При данной установке баз лопатки относительно электрода-инструмента увод профиля сохраняется по величине и направлению таким же, но уже в пределах допуска, т. е. точность формообразования профиля пера повыщается за счет уменьшения начальных зазоров.
Формула изобретения
Устройство для электрохимической обработки лопаток, содержащее базовые опоры для установки и закрепления детали, отличающееся тем, что, с целью повышения точности обработки, базовые опоры соединены между собой и закреплены на основании, имеющем возможность поворота в направлении продольной оси детали на угол, равный углу увода профиля относительно технологических баз лопаткн.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 242633, кл. В 23 Р 1/04, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для размерной электрохимической обработки | 1981 |
|
SU967765A2 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524023C1 |
| СПОСОБ КРУГОВОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КОМПРЕССОРНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2623938C1 |
| Способ электрохимической обработки кромок лопаток, моноколес, лопастей и электрод-инструмент для осуществления способа | 2019 |
|
RU2738939C2 |
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
