1
Изобретение относится к механосборочному производству, в частности к оборудованию для сборки деталей запрессовкой и обработки отверстий собираемых деталей.
Известно устройство для сборки деталей запрессовкой и обработки отверстий, содержащее приводной инструмент типа прошивки с деформирующими элементами и хвостовиком 1.
Однако известное устройство не обеспечивает возможности совмещения операций обработки отверстия одной детали, запрессовки в это отверстие другой детали с операцией выполнения на внутренней поверхности запрессовываемой детали смазочных карманов.
Целью изобретения является обеспечение совмещения операций обработки отверстия одной детали, запрессовки в это отверстие другой детали с выполнением на внутренней поверхности запрессовываемой детали смазочных карманов и повышение производительности.
Указанная цель достигается за счет того, что устройство для сборки деталей запрессовкой и обработки отверстий, содержащее приводной инструмент типа прошивки с деформирующими элементами и хвостовиком, снабжено установленным на хвостовике инструмента подпружиненной разжимной цангой и сепаратором с шариками, расположенным на цанге. При этом хвостовик инструмента выполнен коническим.
На чертеже представлено устройство для 5 сборки деталей запрессовкой и обработки отверстий.
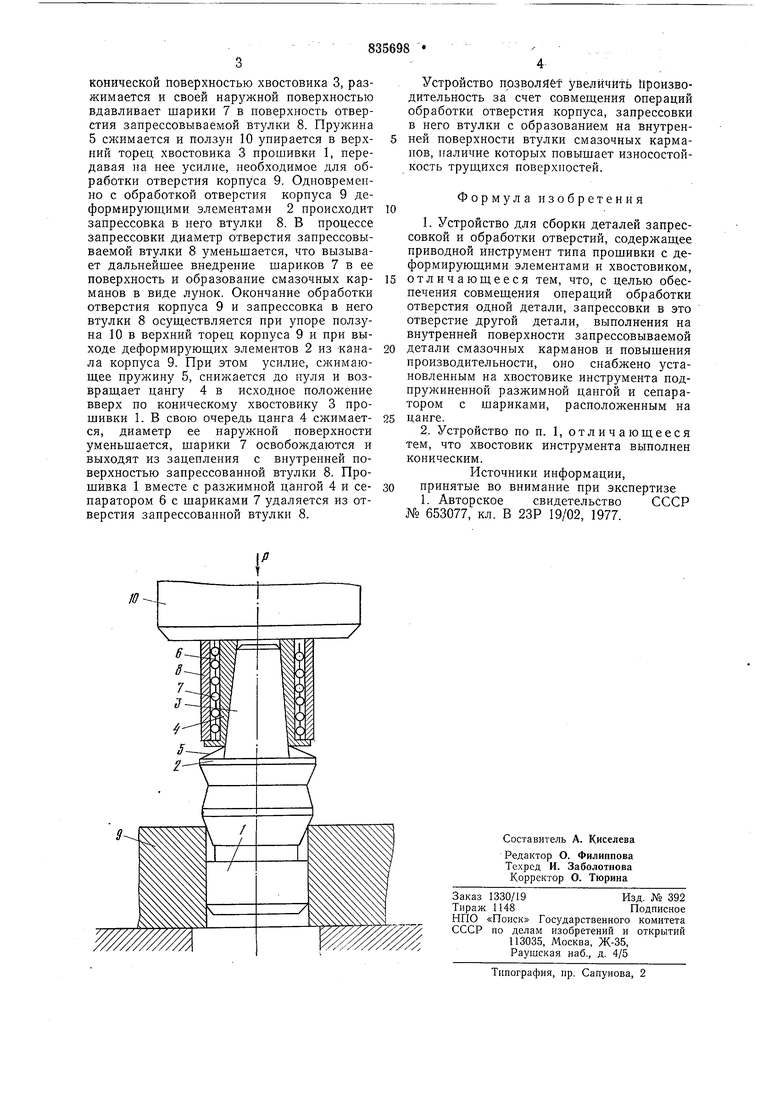
Устройство содержит инструмент типа прошивки 1, имеющей деформирующие элементы 2 и конический хвостовик 3, на котором установлена разжимная цанга 4, подпружиненная тарельчатой пружиной 5 к инструменту. На цанге 4 располол ен сепаратор 6 с шариками 7.
Устройство работает следующим образом.
Запрессовываемая деталь, например втулка 8, устанавливается на сепаратор 6 с щариками 7, который под действием пружины 5 вместе с цангой 4 находится в 0 верхнем положении относительно конического хвостовика 3 прошивки 1, вставленной в отверстие другой детали, например корпуса 9.
При рабочем ходе ползун 10 пресса упирается в верхний торец запрессовываемой втулки 8 и цанги 4, передавая через нее усилие на пружину 5, и перемещает их вместе с сепаратором 6 и шариками 7 вниз относительно конического хвостовика 3. Цанга 4, перемещаясь вниз, взаимодействует с
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей запрессовкой и обработки отверстий | 1979 |
|
SU782982A2 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Способ сборки деталей запрессовкой с обработкой отверстия и устройство для его осуществления | 1989 |
|
SU1759593A1 |
| Устройство для запрессовки втулок и калибрования в них отверстий | 1989 |
|
SU1712121A1 |
| Устройство для сборки деталей типа вал-втулка | 1986 |
|
SU1388258A1 |
| Устройство для запрессовки деталей типа штифтов | 1985 |
|
SU1288013A1 |
| Револьверная головка | 1988 |
|
SU1696158A1 |
| СПОСОБ СБОРКИ ТВЕРДОСПЛАВНОЙ ВСТАВКИ С КОРПУСОМ ШИПА ПРОТИВОСКОЛЬЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2373042C2 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
