1128
Изобретение относится к механосборочному производству и может быть использовано для обработки отверстий и последующего залрессовывания в них штифтов без фасок, например, в дета- лях типа мотоциклетного поршня.
Целью изобретения является расширение технологических возможностей устройства и повьшгение производительности путем совмещения операции
запрессовки штифтов и получения для них отверстий в функции одного устройства при обеспечении точности совпадения осей штифта и отверстия в базовой детали.
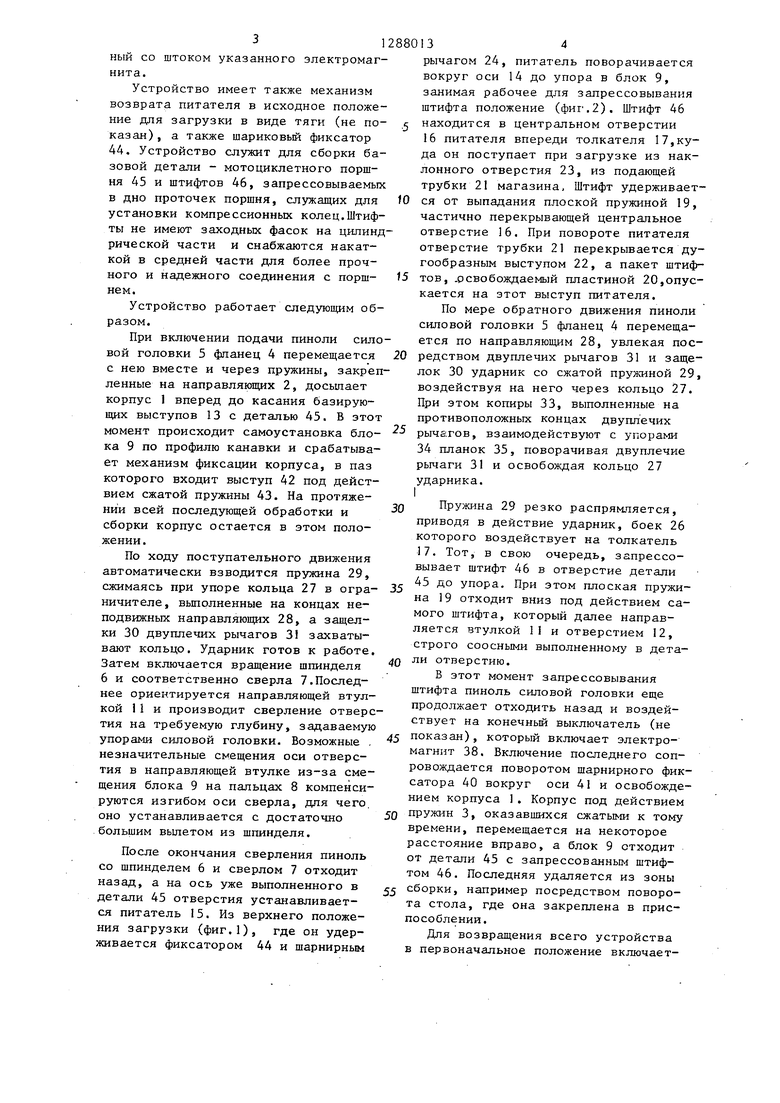
На фиг.1 изображено устройство в позиции, предшествующей вьшолнению отверстия под штифт, общий вид; на фиг. 2 - устройство после выполнения отверстия перед запрессовкой штифта, общий вид; на фиг. 3 - разрез А-А на фиг.2; на фиг. 4 - эскиз запрессовываемого в отверстие штифта.
Устройство содержит корпус 1,зак- репленный подвижно на направляющих 2, подпружиненный относительно последних пружинами 3. Направляющие крепятся во фланце 4, установленном на гшноли силовой агрегатной головки 5. В шпинделе 6, смонтированном с возможностью вращения в пиноли, закреплено сверло 7, имеющее диаметр рабочей части, равный посадочному диаметру штифта, запрессовываемого предла- гаемым устройством.
В передней части корпуса устройства на пальцах 8 установлен плавающий вдоль осей этих пальцев блок 9, подпружиненньй относительно корпуса сверху и снизу пружинами 10. Блок имеет направляющую втулку 11 и отверстие 12 для направления запрессовываемого штифта, выполненные соос- но шпинделю с инструментом, а так- же базирующие по детали конические выступы I3.
На указанном блоке шарнирно на оси 14 закреплен питатель 15, в котором имеется центральное отверстие 16, а в нем установлен толкатель 17 штифтов, подпружиненньй пружиной 18. Ось центрального отверстия и соответственно ось толкателя строго совпадают в рабочем нижнем положении питателя с осью отверстия в направляющей втулке.
Кроме того, питатель имеет плоску пружину 19, частично перекрывающую
5
0
5 0 с
0 5
0 5
13 2
его центральное отверстие и служащую для удержания штифта при повороте шарнирного питателя в рабочее положение, и упругую изогнутую пластину 20, выходяшую в паз подающей трубки 21 магазина с запасом штифтов для их поштучной выдачи. На питателе.выполнены также дугообразный выступ 22 в виде части цилиндрической поверхности с центром на оси поворота питателя и наклонное подающее штифты отверстие 23, ось которого совпадет с отверстием подающей трубки мах азина и пересекается с осью центрального отверстия шарнирного питателя.
На направляющей корпуса закреплен шарнирный рычаг 24, подпружиненный плоской пружиной 25 в направлении толкателя, расположенного вертикально в верхнем положении питателя,соответствующем загрузке в него очередного штифта. Рычаг имеет скошенный и отогнутый передний конец, сопряженный с толкателем.
На пиноли силовой головки смонтирован ударник с бойком 26, соединенным с утяжеляющим кольцом 27, которое установлено подвижно на направляющих 28, закрепленных в корпусе силовой головки и проходящих также через отверстия во фланце. Подвижная часть ударника подпружинена относительно фланца, закрепленного на пи- ноли мощной пружиной 29 сжатия, имеет отверстия для размещения шпинделя. .
Кольцо ударника сопряжено с фиксирующими защелками 30 (фиг.З), выполненными на концах поворотных двуплечих рычагов 31, установленных на осях 32 во фланце с двух сторон от ударника. Эти рычаги с противоположных концов имеют копиры 33, контактирующие с упорами 34 планок 35, жестко закрепленных на корпусе силовой головки. В планках смонтирован механизм из фиксатора 36 и пружины 37, постоянно поджимающий двуплечий рычаг к упоРУ.
I
Устройство снабжено также механизмом фиксации его в рабочем положении, который содержит электромагнит 38, плиту 39, шарнирный фиксатор 40, закрепленный на оси 41 с фиксирующим корпус устройства выступом 42, подпружиненный пружиной 43 и связан
ный со штоком указанного электромагнита.
Устройство имеет также механизм возврата питателя в исходное положение для загрузки в виде тяги (не показан) , а также шариковый фиксатор 44. Устройство служит для сборки базовой детали - мотоциклетного поршня 45 и штифтов 46, запрессовываемых в дно проточек поршня, служащих для установки компрессионных колец.Штифты не имеют заходных фасок на цилиндрической части и снабжаются накаткой в средней части для более прочного и надежного соединения с порш- нем.
Устройство работает следующим образом.
При включении подачи пиноли силовой головки 5 фланец 4 перемещается с нею вместе и через пружины, закрепленные на направляющих 2, досылает корпус 1 вперед до касания базирующих выступов 13 с деталью 45. В этот момент происходит самоустановка блока 9 по профилю канавки и срабатывает механизм фиксации корпуса, в паз которого входит выступ 42 под действием сжатой пружины 43. На протяжении всей последующей обработки и сборки корпус остается в этом положении.
По ходу поступательного движения автоматически взводится пружина 29, сжимаясь при упоре кольца 27 в огра- ничителе, вьшрлненные на концах неподвижных направляюш 1Х 28, а защелки 30 двуплечих рычагов 3 захватывают кольцо. Ударник готов к работе Затем включается вращение шпинделя 6 и соответственно сверла 7.Последнее ориентируется направляющей втулкой i1 и производит сверление отверстия на требуемую глубину, задаваемую упорами силовой головки. Возможные , незначительные смещения оси отверстия в направляющей втулке из-за смещения блока 9 на пальцах 8 компенсируются изгибом оси сверла, для чего оно устанавливается с достаточно большим вылетом из шпинделя.
После окончания сверления пиноль со шпинделем 6 и сверлом 7 отходит назад, а на ось уже выполненного в детали 45 отверстия устанавливается питатель 15. Из верхнего положения загрузки (фиг.1), где он удерживается фиксатором 44 и шарнирным
O
5
5
0
рычагом 24, питатель поворачивается вокруг оси 14 до упора в блок 9, занимая рабочее для запрессовывания штифта положение (фиг.2). Штифт 46 находится в центральном отверстии 16 питателя впереди толкателя 17,куда он поступает при загрузке из наклонного отверстия 23, из подающей трубки 21 магазина. Штифт удерживается от выпадания плоской пружиной 19, частично перекрывающей центральное отверстие 16. При повороте питателя отверстие трубки 21 перекрывается дугообразным выступом 22, а пакет штифтов, .освобождаемый пластиной 20,опускается на этот выступ питателя.
По мере обратного движения пиноли силовой головки 5 фланец 4 перемещается по направляющим 28, увлекая посредством двуплечих рычагов 31 и защелок 30 ударник со сжатой пружиной 29, воздействуя на него через кольцо 27. При этом копиры 33, выполненные на противоположных концах двуплечих рычагов, взаимодействуют с упорами 34 планок 35, поворачивая двуплечие рычаги 31 и освобождая кольцо 27 ударника.
Пружина 29 резко распрямляется, приводя в действие ударник, боек 26 которого воздействует на толкатель 17. Тот, в свою очередь, запрессовывает штифт 46 в отверстие детали 45 до упора. При этом плоская пружина 19 отходит вниз под действием самого штифта, который далее направляется втулкой 11 и отверстием 12, строго соосными выпoлнeннo ry в детали отверстию.
В этот момент запрессовывания штифта пиноль силовой головки еще продолжает отходить назад и воздействует на конечный выключатель (не
показан), который включает электромагнит 38. Включение последнего сопровождается поворотом шарнирного фиксатора 40 вокруг оси 41 и освобождением корпуса 1. Корпус под действием
пружин 3, оказавшихся сжатыми к тому времени, перемещается на некоторое расстояние вправо, а блок 9 отходит от детали 45 с запрессованным штифтом 46. Последняя удаляется из зоны
сборки, например посредством поворота стола, где она закреплена в присособлении.
Для возвращения всего устройства в первоначальное положение включает
512
ся подача пиноли силовой головки вперед. Перемещение фланца 4 через пружины 3 передается корпусу .Его движение используется для подъема шарнирного питателя 15 в вертикальное загрузочное положение с помощью механизма в виде тяги, соединяющей его с корпусом (не показан), и заканчивается при западании выступа 42 шарнирного фиксатора 40 при выключенном электромагните 38. В этом положении питатель удерживается шариковым фиксатором 44. По окончании поворота питателя изогнутая пластина 20 входит в паз подающей трубки 21, где отсека- ет очередной штифт от остальных штифтов, находящихся в трубке. Наклонное подающее отверстие 23 совмещается с отверстием трубки 21, и очередной штифт поступает в питатель 15.
Далее шарнирный рычаг.24 проскальзывает через толкатель 17, подготавливаясь к очередному циклу. Аналогично срабатывают защелки двуплечих рычагов 31, захватывая кольцо 27 при упоре его в ограничители на направляющих 28 и максимально сжатой пружине 29. После этого включается вращение шпинделя и рабочий цикл автоматически повторяется согласно описанной последовательности.
Штифты подаются из вибробункера в подающую трубку 21, где накапливаются, а базовые детали 45 поступают в зону сборки также автоматичес- ки, что обеспечивает постоянную автономную работу устройства.
Выполнение устройства по приведенной схеме обеспечивает повышение Производительности работы за счет полной автоматизации цикла, совмещения операций механической обработки (сверления) и сборки деталей в одной рабочей позиции, в функции одно- го и того же устройства. Кроме того, такое вьшолнение устройства обеспечивает наибольшую точность ориентации штифтов по отверстиям, что повышает безотказность автоматической сборки и из-за снижения времени простоев вследствие отказов оборудования также способствует повышению производительности. Становится возможной сборка бесфасочных соединений, чрезвычайно трудноосуществимая при ис
5 0
5 0
5
0
0
5
36
пользовании известных технологических средств.
Формула изобретения
1.Устройство для запрессовки деталей типа штифтов, содержащее смонтированные в корпусе магазин для штифтов с узлом их поштучной выдачи, направляющую втулку и подпружиненный толкатель с приводом его перемещения, отличающееся тем, что, с целью расширения технологических возможностей и повышения производительности, оно снабжено силовой агрегатной головкой с подвижной пи- нолью, на которой смонтирован шпиндель с рабочим инструментом для механической обработки отверстий под штифт, размещенный соосно направляющей втулке, узел поштучной выдачи штифтов выполнен в виде шарнирно смонтированного на направляющей втулке питателя с центральным сквозным отверстием, в котором размещен подпружиненный толкатель, расположенным под углом и сообщающимся с ним отверстием для подачи штифтов из магазина к направляющей втулке, снабженного дугообразным выступам для отсекания штифтов на наружной поверхности, а привод перемещения под- пружин енного толкателя вьтолнен в виде подпружиненного относительно пиноли ударника, двуплечих рычагов, шарнирно смонтированных на пиноли
и выполненных с фиксирующей защелкой, связанной с ударником на одном конце и копиром - на другом, а также упоров, смонтированных на силовой агрегатной головке с возможностью взаимодействия с копирами рычагов .
2.Устройство по П.1, о т ли - чающее Ья тем, что, с целью повьш1ения качества запрессовки за счет компенсации возможных погрешностей относительного положения собираемых деталей, оно снабжено смонтированными в корпусе подпружиненными фиксаторами, а направляющая втулка выполнена с коническим базирующим выступом и установлена на упомянутых фиксаторах с возможностью перемещения в плоскости, перпендикулярной оси запрессовки.
--у //V
Г j S
-}7 :- -: 77Г-7 7, У77А
--у //VY
S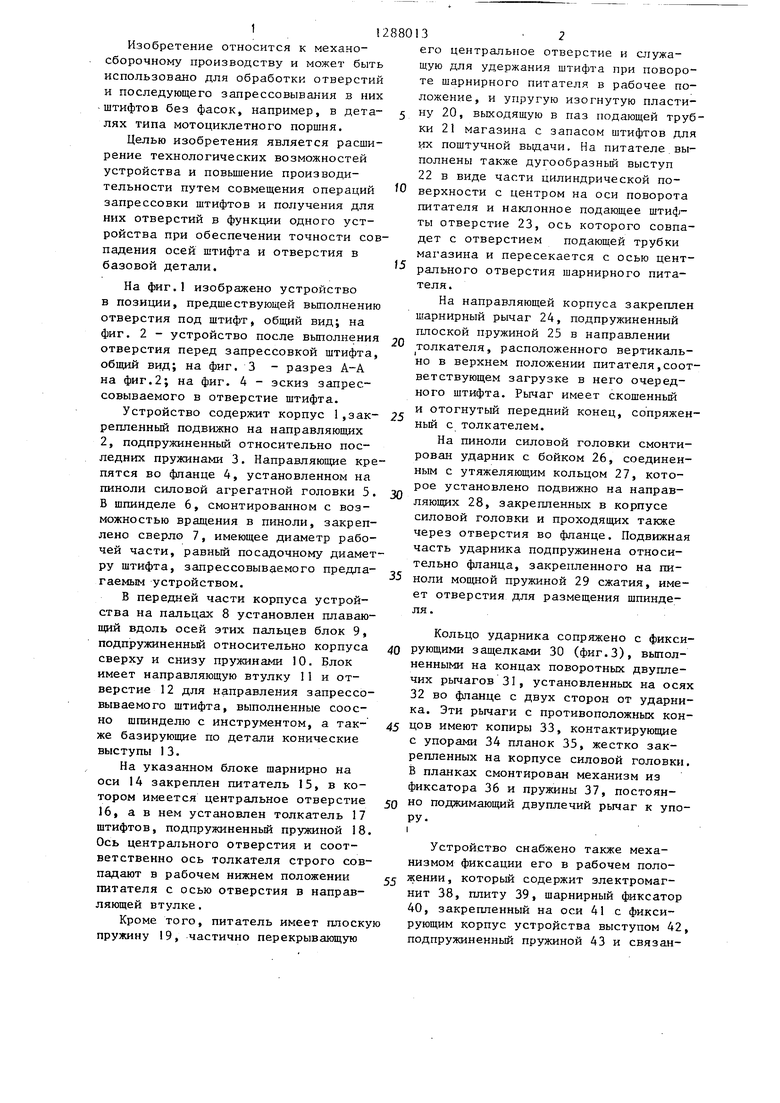
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2036768C1 |
| Автоматическое сверлильно-клепальное устройство | 1988 |
|
SU1602604A1 |
| РУЧНОЕ УСТРОЙСТВО для ЗАБИВАНИЯ ШТИФТОВ ДЕЙСТВИЕМ ДАВЛЕНИЯ ПОРОХОВЫХ ГАЗОВ | 1972 |
|
SU326768A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| Станок для сборки в пакет пластин коллекторов электрических машин | 1977 |
|
SU729711A1 |
| Стенд для сборки траков гусеничной цепи | 1988 |
|
SU1549667A1 |
| Станок для калибровки отверстий в деревянных уточных шпулях | 1958 |
|
SU117803A1 |
| Станок для сверления отверстий в накладках тормозных колодок | 1990 |
|
SU1743721A1 |
| Устройство для замены изношенных втулок распределительного вала блока двигателя внутреннего сгорания | 1983 |
|
SU1150057A1 |

Изобретение относится к механосборочному производству и позволяет расширить технологические возможности путем совмещения операций запрессовки штифтов и получение в них отверстий. Устройство содержит корпус 1, установленный на нем магазин штифтов и узел подачи. На подвижной пино- ли силовой агрегатной головки установлен шпиндель 6 со сверлом 7. В корпусе I установлен плавающий блок 9 с направляющей втулкой 10. На пи- ноли смонтирован ударник с бойком 26. При включении подачи пиноли корпус 1 перемещается до упора в базовую деталь, происходит самоустановка блока 9 и фиксация корпуса 1.Включается сверло 7 и производится сверление отверстия, возможные смещения оси отверстия компенсируются изгибом сверла 7, устанавливаемого с большим вьшетом. Штифт подается из магазина в просверленное отверстие. Затем срабатывает механизм спуска бойка 26 ударника и осуществляется запрессовка штифта в базовую деталь, которая затем удаляется из зоны обработки. Устройство обеспечивает совмещение операций механической обработки и сборки деталей в одной рабочей позиции в функции одного TI того же устройства. Обеспечивается и точная ориентация штифтов по отверстиям. 1 3.п. ф-лы. 4 ил. S СО 45. N5 00 00
:so
J/
Фиг.1
JJ
Фиг
Составитель Д.Лямин Редактор В.Иванова Техред М.Ходанич Корректор С.Шекмар
Заказ 7753/13 Тираж 972Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Устройство для запрессовывания типа штифтов | 1975 |
|
SU547322A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
