1
Изобретение относится к области переработки пластических масс в изделия методом литья под давлением. Известна литьевая форма, содержащая неподвижную литниковую плиту с размещенной в ней задержкой литника, подвижные плиты с формующими полостями и механизм принудительного разъема формы 1.
Недостатками известной формы являются сложность конструкции, возможность нарушения автоматического режима работы формы, необходимость увеличения хода раскрытия формы ,и нерациональное использование для отливки . одного изделия малых размеров, а также для изделий с одним точечным литником.
Наиболее близким техническим решением к описываемой форме является литьевая форма для полимерных изделий с отрывом точечных литников, содержащая неподвижную литниковую плиту, подвижную матрицу, выполненную с выступом, оформляющим литник, и отрывпую плиту 2.
Известная форма не обеспечивает надежную работу, так как при отрыве литника от изделия и для удаления его из формы на буртик литника необходимо приложить усилие, преодолевающее сопротивление поднутренной канавки. Кроме того, литник
в месте приложения силы отрывной плиты к литнику из-за близости сопла и наивысшей температуры расплав не успевает затвердеть и происходит разрыв литника, и нарушается режим работы формы.
Цель изобретения - повышение надежности работы.
Поставленная цель достигается тем, что в литьевой форме для полимерных изделий с отрывом точечных литников, содержащей неподвижную литниковую плиту, подвижную матрицу, выполненную с выступом, оформляющим литник, и отрывную плиту, согласно изобретению, отрывная плита выполнена с пазом для удаления литника и подпружинена относительно литниковой плиты в направлении перемещения матрицы, а в выступе матрицы, оформляющем литник, выполнена прорезь и в теле матрицы - выемка для отрывной плиты, выполненной с поднутрением, расположенным напротив прорези выступа матрицы.
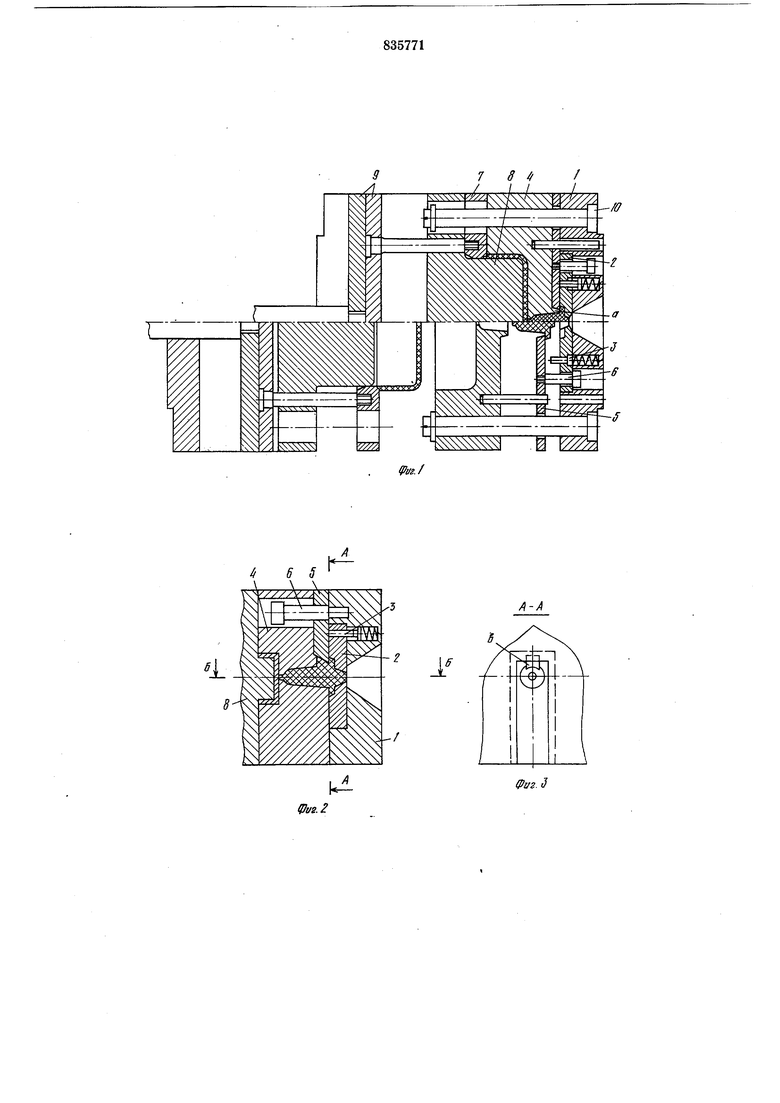
На фиг. 1 показана литьевая форма, продольный разрез по горизонтальной плоскости, правая половина которого изображена в сомкнутом положении, а левая - в разомкнутом; на фиг. 2 - продольный разрез по вертикальной плоскости в сомкнутом положении; на фиг. 3 - разрез формы по А-А (литник не показан); на фиг.
4 - продольный разрез по Б-Б по горизонтальной плоскости, причем верхняя половина, когда форма в сомкнутом положении, нижняя - когда литник оторван от изделия, выведен из плиты матрипы и падает по пазу плиты отрыва; на фиг. 5 - продольный разрез по вертикальной плоскости, когда литник выведен из литниковой плиты и плита отрыва остановлена ограничителями; на фиг. 6 - продольный разрез по вертикальной плоскости, когда литник оторван от изделия, выведен из матрицы и находится в пазу плиты отрыва; на фиг. 7 - продольный разрез по В-В по горизонтальной плоскости, где показан выступ матрицы и паз в нем под прилив литника; на фиг. 8 - вариант исполнения формы, в котором задержка литника размещена в матрице.
Литьевая форма содержит неподвижную плиту 1 с, жестко установленными в ней литниковой плитой 2 с полостью, образующей буртик литника. В литниковой плите размещен подпружиненный палец 3, сила действия которого направлена в сторону пе.ршежения матрицы при разъеме формы. На подвижной матрице 4 размещена отрывная плита 5, в которой закреплен ограничитель 6 ее перемещения. Плита съема 7, размещенная на пуансоне 8, жестко связана тягами с плитой толкания 9. На плите 1 закреплен упор 10, ограничивающий перемещение матрицы.
В отрывной плите 5 выполнен сквозной пщ Идля удаления литника. В выступе «а, матр-ицы, оформляющем литник, выполнена прорезь «6 и в теле матрицы - выемка «с для отрывной плиты, в которой выполнено поднутрение «d, расположенное напротив прорези выступа матрицы. Поднутрение «d на отрывной плите выполнено в виде скоса.
Форма работает следующим образом. Расплав из термопласта поступает через цецтрадьный канал литниковой плиты 2, подводящий и выпускной каналы матрицы 4 в, оформляющую полость, образованную матрицей 4 и пуансоном 8. После оформ енйя, изделия форму раскрывают. Плита отрыва 5 под действием подпружиненного пальца 3, силы сопротивления отрыву литнйка от изделия и силы трения в каналах матрицы отходит вместе с подвижной частью формы от литниковой плиты 2 и, воздействуя поднутрением «d (скосом) плиты на прилив литника, оформленный в прорези «Ь матрицы извлекает литник из литниковой плиты 2 (фиг. 5), а по варианту (фиг. 8) литник извлекается задержкой 12. Плита отрыва 5 продолжает движение до тех пор, пока не остановится ограничителями 6. Вместе с плитой отрыва останавливается литник, удерживаемый
плоскостью плиты отрыва за буртик, оформленный в литниковой плите 2. Дальнейщее перемещение подвижной части формы вызывает отрыв литника от изделия, выведение его из матрицы. Литник по
пазу 11 плиты отрыва выпадает из формы. Данная форма обеспечивает надежный отрыв и удаление литников, так как исключается зависание литника в плите отрыва.
Применение данной конструкции формы, в которой создание полости для падения литника и освобождение литника от плиты матрицы происходит одновременно, расширяет возможность применения форм максимальной высоты.
Формула изобретения
Литьевая форма для полимерных изделий с отрывом точечных литников, содержащая неподвижную литниковую плиту, подвижную матрицу, выполненную с выступом, оформляющим литник, и отрывную плиту, отличающаяся тем, что, с целью повышения надежности работы, отрывная плита выполнена с пазом для удаления литника и подпружинена относительно литниковой плиты в направлении перемещения матрицы, а в выступе матрицы, оформляющем литник, выполнена прорезь
и в теле матрицы - выемка для отрывной плиты, выполненной с поднутрением, расположенным напротив прорези выступа матрицы.
Источники информации,
принятые во внимание при экспертизе
1. Иванов В. К. Конструирование автоматических литьевых форм для деталей из термопластов. Ленинградский дом научнотехнической пропаганды. Л., 1970, с. 12-14.
2. Технологическая оснастка для холодной щтамповки, прессования пластмасс и литья под давлением. Каталог-справочник, НИИМАШ, 1967, ч. 2, с. 132, рис. 108 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из пластмасс с поднутрениями | 1988 |
|
SU1599227A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1987 |
|
SU1463498A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1595663A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1024284A1 |

A-A
В
JL
