Изобретение относится к области получения резьбовых изделий из полимерных материалов путем формирования в пресс-формах с автоматическим вывинчиванием резьбовых знаков.
Известны литьевые формы с автоматическим вывертыванием резьбовых знаков для изготовления изделий из полимерных материалов, содержащие подвижные и неподвижные плиты, обоймы матриц и пуансонов, резьбовые втулки и знаки, ходовой винт, зубчатые ведущие и ведомые колеса. Однако известные пресс-формы имеют сложную конструкцию и больщие габариты.
Целью предлагаемого изобретения является усоверщенствование известных литьевых форм, для чего ходовой винт неподвижно закреплен в обойме матриц, а резьбовая втулка ходового винта, с жестко закрепленным на ней ведущим колесом установлена в промежуточных плитах. Такое выполнение формы позволяет упростить ее конструкцию и уменьшить габариты.
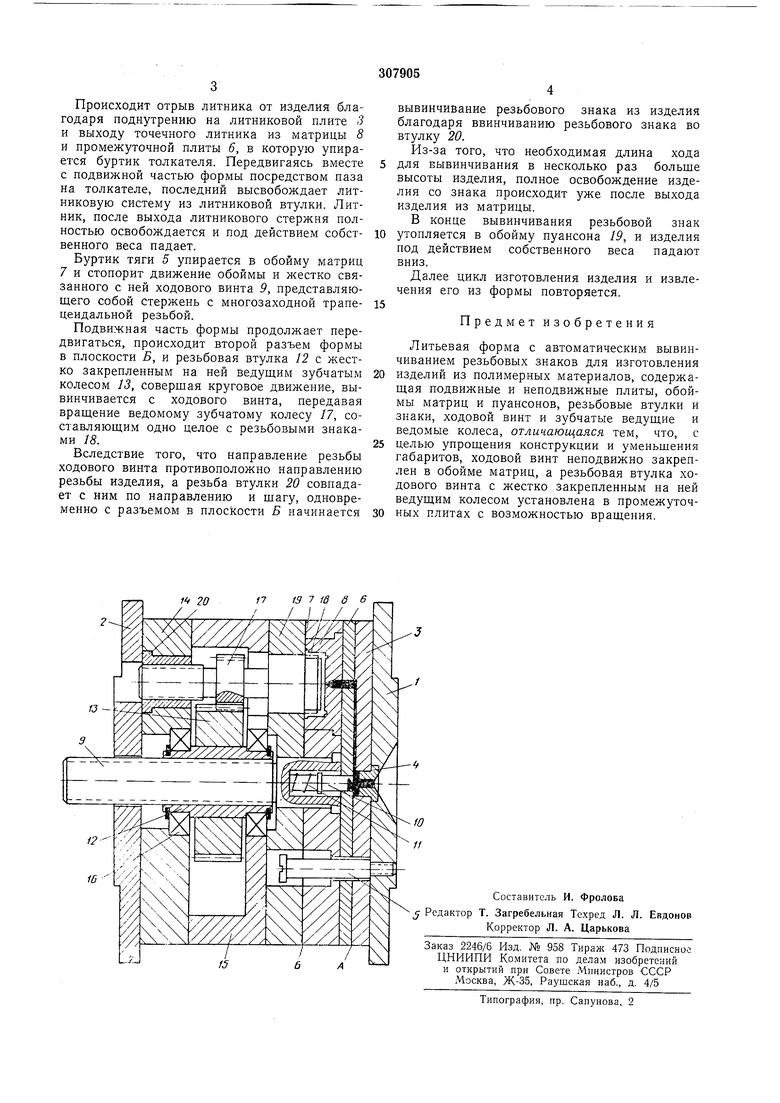
На чертеже изображена описываемая форма в разрезе, общий вид.
Литьевая форма содержит неподвижную плиту /, подвижную плиту 2. К плите / крепится литниковая плита 3 с литниковыми каналами, литниковой втулкой 4 и тягой 5. Промежуточная плита 6 жестко связана с
обоймой матриц 7, в которой запрессованы матрицы 8 и ходовой винт 9, на конце которого вмонтирован толкатель литника 10 и пружина 11. На ходовом винте 9 смонтирована резьбовая втулка 12 с укрепленным на ней ведущим зубчатым колесом 13, которая установлена в плитах М и 15 на подшипниках 16. В зацеплении с ведущим зубчатым колесом
находится ведомое зубчатое колесо /7, составляющее одно целое с резьбовыми знаками 18, которые утопляются в обойму пуансона 19 одним концом и другим ввинчиваются во втулку 20, закрепленную в плите/4, жестко
связанной с подвижной плитой 2.
После заполнения материалом оформляющих гнезд в сомкнутом положении раскрывают плиты литьевой машины, к которым соответственно крепятся плиты (к неподвижной
плите - плита /, а к подвижной - плита 2).
В начале движения подвижной плиты происходит размыкание формы в плоскости А, пружина // приводит в действие толкатель литника 10, имеющий продолговатый профиль, длина которого больше диаметра литниковой втулки 4, что позволяет ему, не перекрывая отверстия каналов, одновременно с размыканием прижимать литниковую систему к литниковой плите 3, жестко связанной
Происходит отрыв литника от изделия благодаря поднутрению на литниковой плите 3 и выходу точечного литника из матрицы 8 и промежуточной плиты 6, в которую упирается буртик толкателя. Передвигаясь вместе с подвижной частью формы посредством паза на толкателе, последний высвобождает литниковую систему из литниковой втулки. Литник, после выхода литникового стержня полностью освобождается и под действием собственного веса падает.
Буртик тяги 5 упирается в обойму матриц 7 и стопорит движение обоймы и жестко связанного с ней ходового винта 9, представляющего собой стержень с многозаходной трапецеидальной резьбой.
Подвижная часть формы продолжает передвигаться, происходит второй разъем формы в плоскости Б, и резьбовая втулка 12 с жестко закрепленным на ней ведущим зубчатым колесом 13, соверщая круговое движение, вывинчивается с ходового винта, передавая вращение ведомому зубчатому колесу /7, составляющим одно целое с резьбовыми знаками 18.
Вследствие того, что направление резьбы ходового винта противоположно направлению резьбы изделия, а резьба втулки 20 совпадает с ним по направлению и шагу, одновременно с разъемом в плоскости Б начинается
вывинчивание резьбового знака из изделия благодаря ввинчиванию резьбового знака во втулку 20.
Из-за того, что необходимая длина хода для вывинчивания в несколько раз больще высоты изделия, полное освобождение изделия со знака происходит уже после выхода изделия из матрицы.
В конце вывинчивания резьбовой зпак утопляется в обойму пуансона 19, и изделия под действием собственного веса падают вниз.
Далее цикл изготовления изделия и извлечения его из формы повторяется.
Предмет изобретения
Литьевая форма с автоматическим вывинчиванием резьбовых знаков для изготовления
изделий из полимерных материалов, содержащая подвижные и неподвижные плиты, обоймы матриц и пуансонов, резьбовые втулки и знаки, ходовой винт и зубчатые ведущие и ведомые колеса, отличающаяся тем, что, с
целью упрощения конструкции и уменьшения габаритов, ходовой винт неподвижно закреплен в обойме матриц, а резьбовая втулка ходового винта с жестко закрепленным на ней ведущим колесом установлена в промежуточных плитах с возможностью вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| Пресс-форма для литья под давлением отливок с внутренней резьбой | 1978 |
|
SU725802A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1984 |
|
SU1165594A1 |
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
