1
Изобретение относится к технологии производства резинотехнических изделий и может быть использовано при изготовлении приводных, преимущественно, клиновых ремней.
Известен способ сборки клиновых ремней, при котором при последовательной накатке слоев получают многослойную трубчатую заготовку, которую разрезают на отдельные кольца с последуюп1,ей их оберткой оберточной тканью 1.
Недостатком известного способа является разобщенность трехстадийного процесса, при котором для осуществления каждой стадии необходимы специальное оборудование, обслуживающий персонал и дополнительные транспортные средства, что снижает производительность и увеличивает трудоемкость процесса.
Известен способ сборки клиновых ремней, при котором укладывают на сборочпый барабан слой оберточной ткани и слои викеля с образованием трубчатой заготовки, из которой профилируют кольцевые заготовки ремней с наружной оберткой каждого из последних оберточной тканью 2.
При таком способе изготовления для обертки стержней используют два рулона оберточной ткани, одним из которых с более высокой степенью вытяжки охватывают нижнюю и боковые стороны кольцевой заготовки ремня, а другим закрывают заготовку сверху. При этом оберточную ткань разрезают на рабочей поверхности (боковых гранях ремня), что снижает качество ремня и приводит в процессе эксплуатации к расслоению между несущим слоем и слоем растяжения. Целью изобретения является повышение
качества ремня.
Данная цель достигается тем, что в способе, при котором укладывают на сборочный барабан слой оберточной ткани и слои викеля с образованием трубчатой заготовки, из которой профилируют кольцевые заготовки ремней с наружной оберткой каждого из последних оберточной тканью, согласно изобретению выбирают ширину слоя оберточной ткани равной не менее суммы
периметров поперечного сечения кольцевых заготовок ремней, укладывают оберточную ткань на сборочный барабан с образованием гофр, а при профилировании кольцевых заготовок ремней сначала разрезают викель с
образованием профильных колец, а затем раздвигают последние вдоль оси сборочного барабана с одновременным расправлением гофр оберточной ткани, разрезают последнюю на равноудаленных от профильных колец расстояниях с последующим заворотом полученных отрезков на профильные кольца.
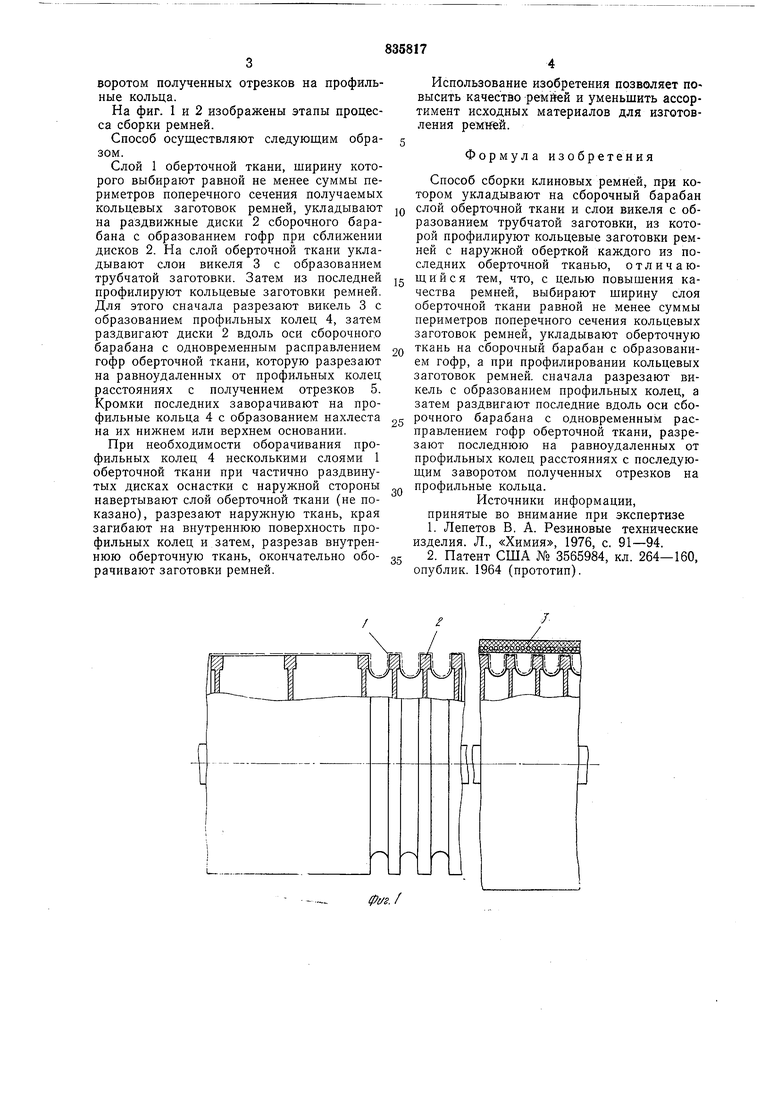
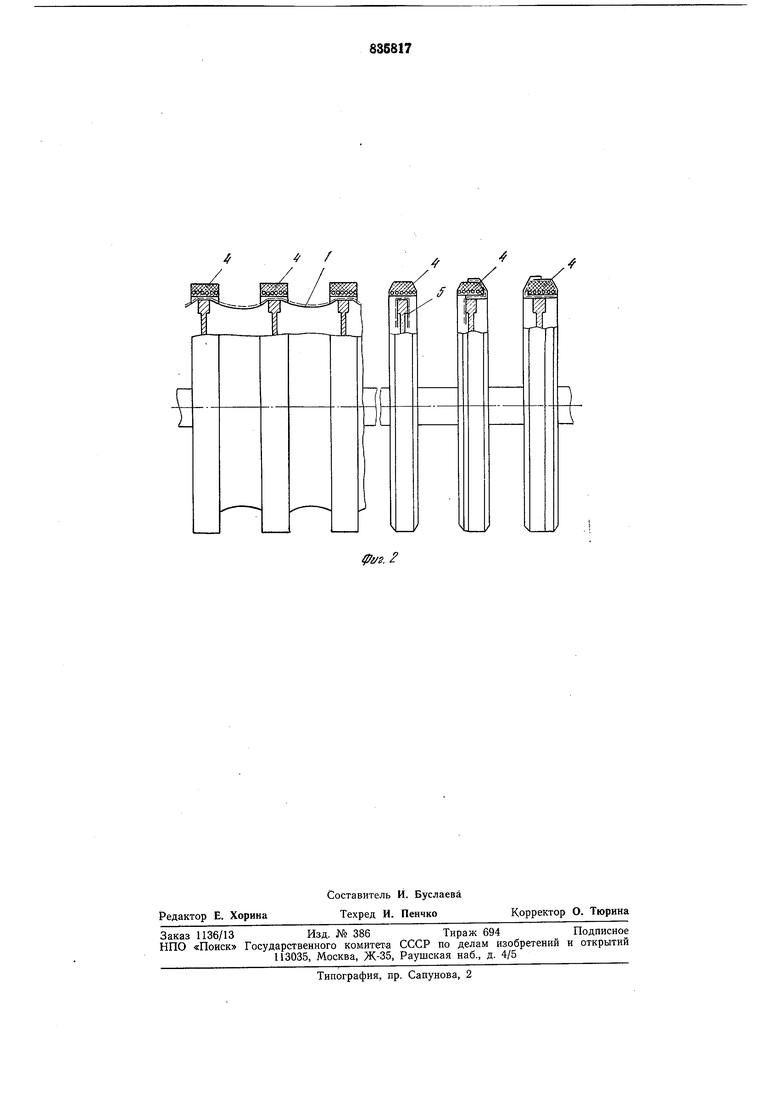
На фиг. 1 и 2 изображены этапы процесса сборки ремней.
Способ осуществляют следующим образом.
Слой 1 оберточной ткани, ширину которого выбирают равной не менее суммы периметров поперечного сечения получаемых кольцевых заготовок ремней, укладывают на раздвижные диски 2 сборочного барабана с образованием гофр при сближении дисков 2. На слой оберточной ткани укладывают слои викеля 3 с образованием трубчатой заготовки. Затем из последней профилируют кольцевые заготовки ремней. Для этого сначала разрезают викель 3 с образованием профильных колец 4, затем раздвигают диски 2 вдоль оси сборочного барабана с одновременным расправлением гофр оберточной ткани, которую разрезают на равноудаленных от профильных колец расстояниях с получением отрезков 5. Кромки последних заворачивают на профильные кольца 4 с образованием нахлеста на их нижнем или верхнем основании.
При необходимости оборачивания профильных колец 4 несколькими слоями 1 оберточной ткани при частично раздвинутых дисках оснастки с наружной стороны навертывают слой оберточной ткани (не показано), разрезают наружную ткань, края загибают на внутреннюю поверхность профильных колец и затем, разрезав внутреннюю оберточную ткань, окончательно оборачивают заготовки ремней.
Использование изобретения позволяет повысить качество ремйей и уменьшить ассортимент исходных материалов для изготовления ремйей.
Формула изобретения
Способ сборки клиновых ремней, при котором укладывают на сборочный барабан
Q слой оберточной ткани и слои викеля с образованием трубчатой заготовки, из которой профилируют кольцевые заготовки ремней с наружной оберткой каждого из последних оберточной тканью, отличающийся тем, что, с целью повышения качества ремней, выбирают ширину слоя оберточной ткани равной не менее суммы периметров поперечного сечения кольцевых заготовок ремней, укладывают оберточную
Q ткань на сборочный барабан с образованием гофр, а при профилировании кольцевых заготовок ремней, сначала разрезают викель с образованием профильных колец, а затем раздвигают последние вдоль оси сбоg рочного барабана с одновременным расправлением гофр оберточной ткани, разрезают последнюю на равноудаленных от профильных колец расстояниях с последующим заворотом полученных отрезков на
профильные кольца.
Источники информации, принятые во внимание при экспертизе
1.Лепетов В. А. Резиновые технические изделия. Л., «Химия, 1976, с. 91-94.
2.Патент США № 3565984, кл. 264-160,
опублик. 1964 (прототип).
./
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления зубчатых клиновых ремней | 1985 |
|
SU1279841A1 |
| СТАНОК ДЛЯ СБОРКИ И РЕЗКИ ВИКЕЛЕЙ НА ЗАГОТОВКИ, НАПРИМЕР КЛИНОВЫХ РЕМНЕЙ | 1965 |
|
SU176384A1 |
| УСТРОЙСТВО для ОДНОВРЕМЕННОГО ГОФРИРОВАНИЯ и НАЛОЖЕНИЯ ГИБКОЙ ЛЕНТЫ НА ПРОФИЛЬНУЮ ПОЛИМЕРНУЮ ЗАГОТОВКУ | 1973 |
|
SU380473A1 |
| СТАНОК ДЛЯ СБОРКИ ЗАГОТОВОК РЕМНЕЙ | 1997 |
|
RU2163195C2 |
| ПАТЕНТВ-ТЕХШЧЕСВД | 1973 |
|
SU393116A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КЛИНОВЫХ РЕМНЕЙ | 1972 |
|
SU348378A1 |
| Способ изготовления клиновых ремней | 1980 |
|
SU889469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНОВЫХ РЕМНЕЙ | 1988 |
|
SU1702611A1 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| СПОСОБ СБОРКИ БЕСКОНЕЧНЫХ РЕМНЕЙ | 1972 |
|
SU356159A1 |
/
