Известны способы изготовления зубчатых клиновых ремней, заключающиеся в том, что сборку заготовки проводят на барабане с последующей формовкой зубьев на слое сжатия викеля путем его обкатки. По известным способам сборку заготовки ремня проводят на зубчатом барабане, что не обеспечивает хорощего качества изготовления клиновых ремпей.
По сравнению с известными, спосо-б согласно изобретению, не имеет указанных недостатков. Сущность и преи.мущества изобретения отражены в техническом описании, поясняемом чертежом, на котором показана формовка зубьев путем о бкатки заготовки зубчаты.м барабаном.
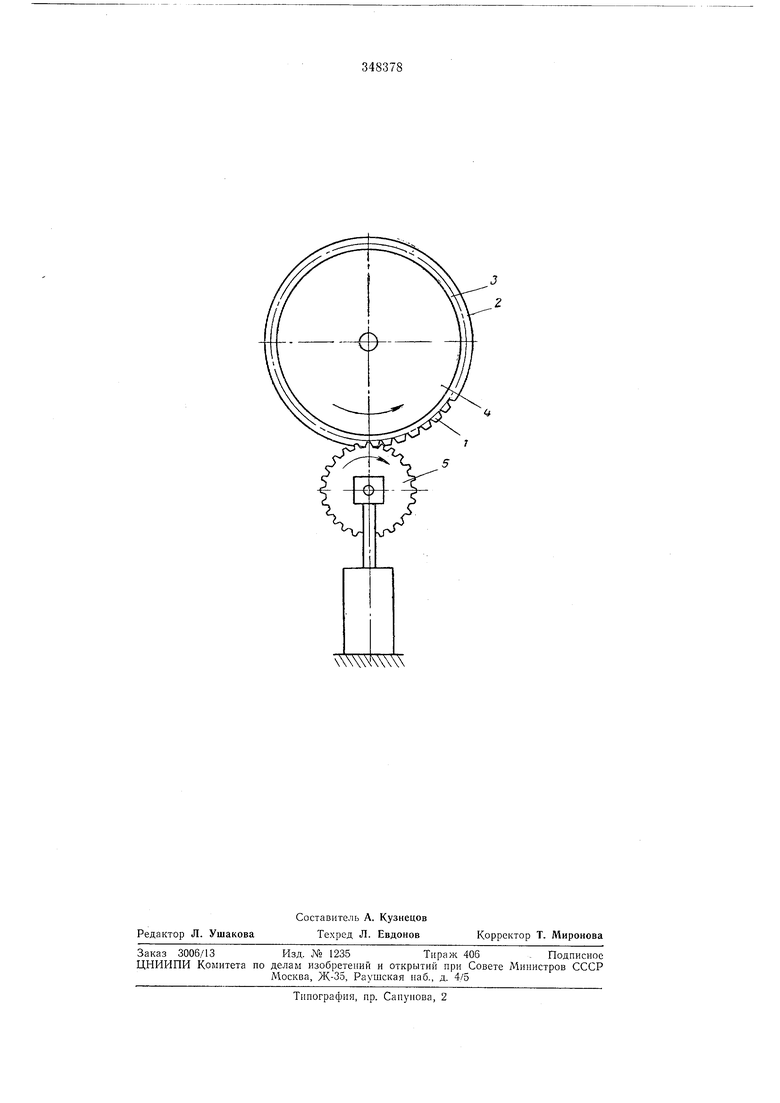
Зубья / клиновых ремней формуют на слое сжатия 2 викеля 3 после сборки на плоском сборочном барабане 4 обкаткой зубчатым барабаном 5.
Способ изготовления зубчатых клиновых ремней заключается в том, что сборку заготовки ремня производят на барабане с последующей формовкой зубьев на слое сжатия викеля путем его обкатки.
Формование зубьев / в процессе сборки ремней на сборочном 6apai6aHe 4 производят обкаткой зубчатым барабаном 5, приводимым во вращение с определенным передаточным отношением от привода станка и прижимаемым -пневматическими цилиндрами к слою Сжатия 2 викеля 3. Па викеле всегда будет
формоваться целое количество зубьев с заданным щагом, поэтому заготовка ремня легко устанавливается в гнезда колец барабанной формы с зубчатым основанием.
Па барабане 4 станка сборки клиновых ремней собирают викель 3 методом обратной сборки, т. е. резину слоя сжатия 2 накладывают последней. Па слое сжатия 2 формуют зубья / с заданными размерами и щагом обкаткой зубчатым барабаном 5. Далее по известному способу викель режут на отдельные заготовки ремней трапецевидного сечения и передают на вулканизацию в барабанных формах, собранных из колец с зубчатым основанием, затем на бараба,не сборочного станка снова собирают викель и таким образом цикл технологии сборки зубчатых клиновых ремней повторяется.
Предлагаемый способ изготовления зубчатых клиновых ремней улучщит качество клиновых ремней.
Предмет изобретения
Способ изготовления зубчатых клиновых ремней, заключающийся в том, что сборку заготовки ремня проводят на барабане с последующей формовкой зубьев на слое сжатия викеля путем его обкатки, отличающийся тем, что, с целью повыщения качества ремней, сборку заготовки нроводят на плоском барабане с последующей формовкой зубьев путем обкатки заготовки зубчатым барабаном
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ И РЕЗКИ ВИКЕЛЕЙ НА ЗАГОТОВКИ, НАПРИМЕР КЛИНОВЫХ РЕМНЕЙ | 1965 |
|
SU176384A1 |
| СТАНОК ДЛЯ СБОРКИ ЗАГОТОВОК РЕМНЕЙ | 1997 |
|
RU2163195C2 |
| Способ изготовления зубчатых ремней и устройство для его осуществления | 1985 |
|
SU1310243A1 |
| Способ сборки клиновых ремней | 1979 |
|
SU835817A1 |
| СПОСОБ СБОРКИ БЕСКОНЕЧНЫХ РЕМНЕЙ | 1972 |
|
SU356159A1 |
| Устройство для изготовления бесконечных ремней | 1987 |
|
SU1512782A1 |
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1728051A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНОВЫХ РЕМНЕЙ | 1988 |
|
SU1702611A1 |
| Станок для сборки и резки викелей | 1977 |
|
SU716854A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ЗУБЧАТЫХ РЕМНЕЙ | 1990 |
|
RU2010723C1 |