(54) СПОСОБ ОПРЕДЕЛЕНИЯ-ЧАСТОТЫ КОЛЕБАНИЙ ЗАКАЛОЧНОГО БАКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закалки стальных деталей | 1976 |
|
SU621750A1 |
| Устройство для закалки деталей | 1978 |
|
SU789600A1 |
| Устройство для закалки изделий | 1987 |
|
SU1470785A1 |
| СПОСОБ ИСПЫТАНИЯ ЦЕЛЬНЫХ ИЛИ С НЕПОДВИЖНЫМИ СОЕДИНЕНИЯМИ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2006 |
|
RU2308691C1 |
| СПОСОБ ЗАКАЛКИ ДЕТАЛЕЙ | 2002 |
|
RU2212455C1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ | 1991 |
|
RU2026369C1 |
| Вибрационная флотационная машина | 1978 |
|
SU856566A1 |
| СПОСОБ ЗАКАЛКИ ПРУЖИННЫХ КЛЕММ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2459877C1 |
| СПОСОБ ЗАКАЛКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2353669C2 |
| СПОСОБ СТИРКИ И ДЕЗИНФЕКЦИИ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И НАСАДКА НА ИСТОЧНИК ПОТОКА МОЮЩЕЙ ЖИДКОСТИ | 1996 |
|
RU2087608C1 |
I
Изобретение относится к машиностроению и может быть использовано при термической обработке изделий в охлаждающей жидкой среде.
Известны способы закалки деталей, предусматривающие наложение высокочастотных вибраций 1, 2 и 3.
Также известны способы закалки деталей, предусматривающие наложение низкочастотных вибраций 4, 5 и 6.
Однако наиболее близким по технической сущности является способ определения частоты колебаний закалочного бака, включающий наложение вибраций с й меняющейся частотой в зависимости от контролируемого параметра .колебательного процесса 7.
Недостатком способа является сложная процедура настройки технологического процесса на оптимальный режим, который требует определенных частот отрыва пузырьков от поверхности изделия.
Цель изобретения - упрощение процесса.
Поставленная цель достигается тем, что контролируют динамическое поведение поверхности и определяют частоту, при которой возбуждаются колебания поверхности закалочной жидкости с числом волн в пределах от одной до четырех и при одновременном вращении вибрируемого столба жидкости.
Данное техническое решение основывается на результатах теоретических и экспериментальных исследований, которые показали, что при определенных формах волнения свободной поверхности жидкости возникает дополнительная «вибрационная сила,
действующая на каждый находящийся в жидкости пузырек в направлении действия архимедовой силы. При этом действие других составляющих общего вибрационного эффекта ослабление механической связи пузырьков с поверхностью нагрева за счет
5 их пульсационных колебаний, унос вихревыми течениями и т.д. обычно снижается, но возрастает роль «вибрационной силы, а суммарный вибрационный эффект сохраняется.
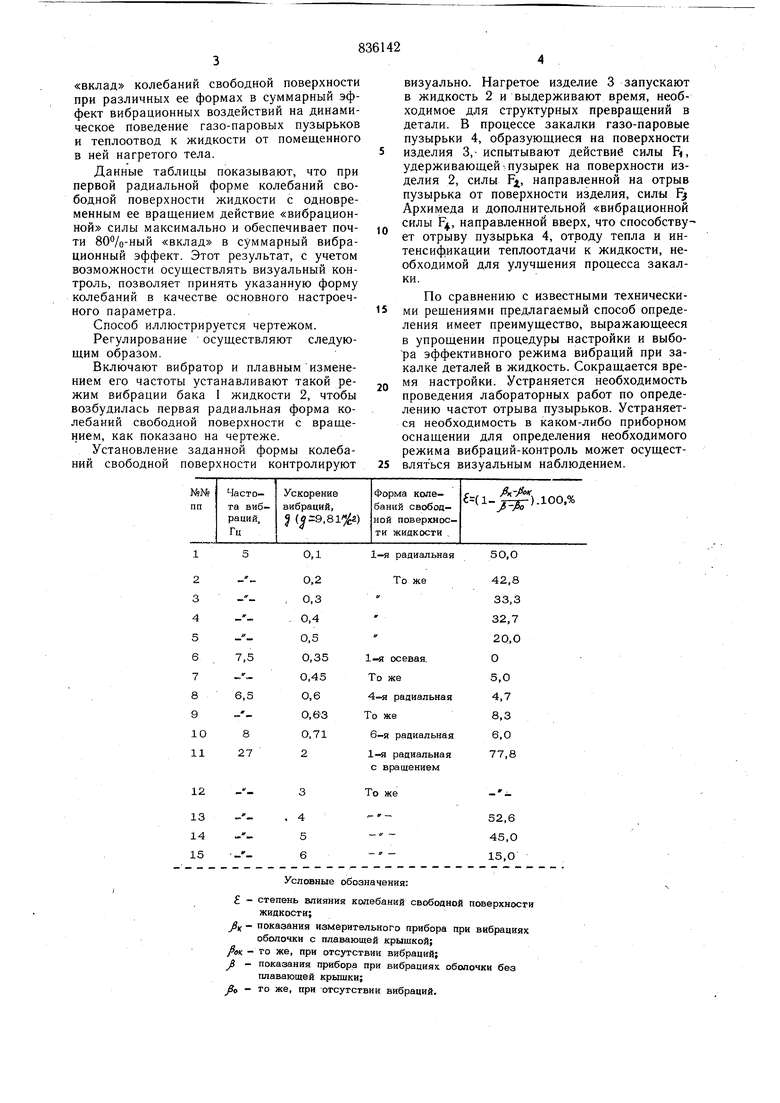
Величина «вибрационной силы зависит от формы колебаний свободной поверхности жидкости. Для сопоставления в табл. 1. приведены экспериментальные данные, характеризующие в процентном выражении
«вклад колебаний свободной поверхности при различных ее формах в суммарный эффект вибрационных воздействий на динамическое поведение газо-паровых пузырьков и теплоотвод к жидкости от помещенного в ней нагретого тела.
Данные таблицы показывают, что при первой радиальной форме колебаний свободной поверхности жидкости с одновременным ее вращением действие «вибрационной силы максимально и обеспечивает почти вО /о-ный «вклад в суммарный вибрационный эффект. Этот результат, с учетом возможности осуществлять визуальный контроль, позволяет принять указанную форму колебаний в качестве основного настроечного параметра.
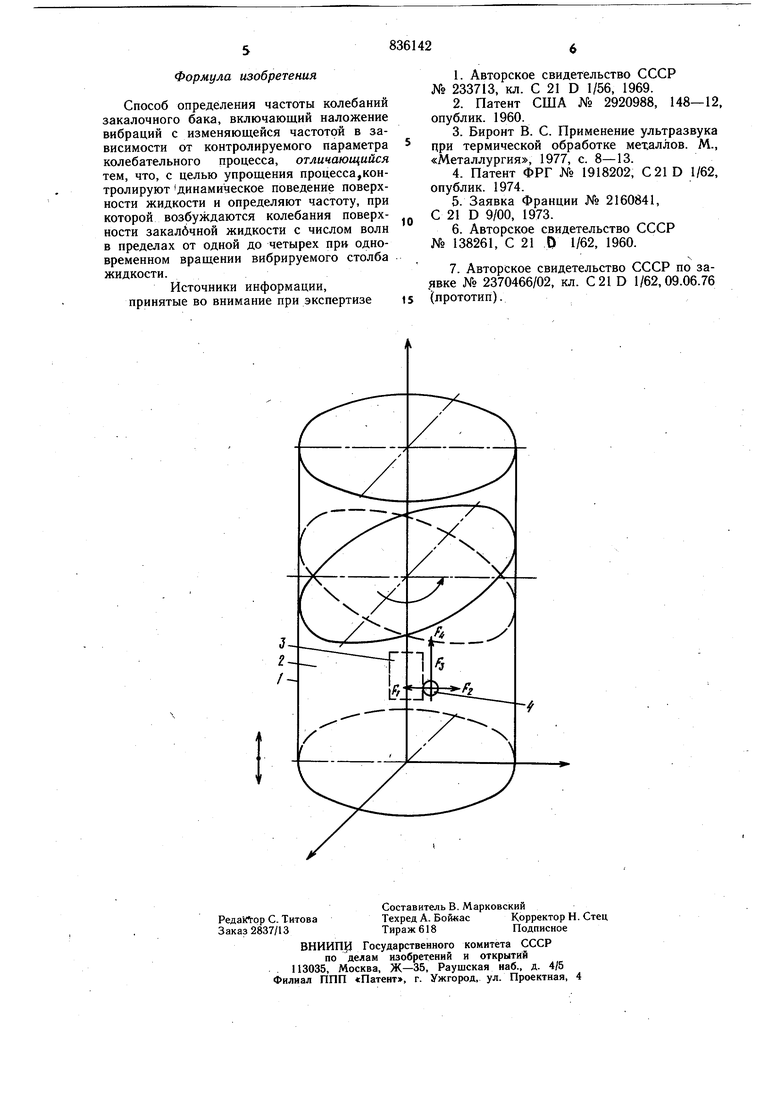
Способ иллюстрируется чертежом.
Регулирование осуществляют следующим образом.
Включают вибратор и плавным изменением его частоты устанавливают такой режим вибрации бака 1 жидкости 2, чтобы возбудилась первая радиальная форма колебаний свободной поверхности с вращением, как показано на чертеже.
Установление заданной формы колебаний свободной поверхности контролируют
0,1
0,2
0,3
0,4
0,5
0,35
7,5
0,45
tf
0,6
6,5
0,6-3
8 27
0,71
2
Условные обозначения:
степень влияния колебаний свободной поверхности
жидкости; показания измерительного прибора при вибрациях
оболочки с плавающей крышкой; го же, при отсутствии вибраций; показания прибора при вибрациях оболочки без
плавающей крышки; го же, при отсутствии вибраций.
визуально. Нагретое изделие 3 запускают в жидкость 2 и выдерживают время, необходимое для структурных превращений в детали. В процессе закалки газо-паровые пузырьки 4, образующиеся на поверхности
изделия 3,-испытывают действие силы F, удерживающей:пузырек на поверхности изделия 2, силы Рд, направленной на отрыв пузырька от поверхности изделия, силы Ff Архимеда и дополнительной «вибрационной силы F, направленной вверх, что способствует отрыву пузырька 4, отводу тепла и интенсификации теплоотдачи к жидкости, необходимой для улучшения процесса закалки.
По сравнению с известными техническими решениями предлагаемый способ определения имеет преимущество, выражающееся в упрощении процедуры настройки и выбора эффективного режима вибраций при закалке деталей в жидкость. Сокращается время настройки. Устраняется необходимость проведения лабораторных работ по определению частот отрыва пузырьков. Устраняется необходимость в каком-либо приборном оснащении для определения необходимого режима вибраций-контроль может осуществляться визуальным наблюдением.
1-я радиальная То же
1-я осевая. То же
4-я рааиапьная То же 6-я радиальная
1-я радиальная с вращением
То же
