Изобретение относится к термической обработке металлов и сплавов и может быть использовано при закалке листовых заготовок и других длинномерных деталей.
Известен способ закалки деталей с одновременным наложением вибрации на деталь, причем вибрацию осуществляют с частотой, равной или кратной частоте отрыва пузырей при пузырьковом кипении жидкой среды (а.с. СССР 621750, опубл. 30.08.78, БИ 32).
Известен способ закалки деталей, описанный в а.с. СССР 857278 (опубл. 23.08.81, БИ 31), по которому нагретую деталь опускают между наклонными перегородками в закалочный бак с жидкостью, которая перемешивается вращающимися крыльчатками.
Известен способ закалки деталей, описанный в а.с. СССР 910802 (опубл. 07.03.82, БИ 9), по которому нагретая до заданной температуры деталь зажимается вдоль ее длины в специальном приспособлении и в таком положении опускается в закалочный бак с охлаждающей жидкостью.
Недостатком известных технических решений является низкое качество закаленных длинномерных деталей, поскольку закалку осуществляют погружением детали в жидкость, а также не определено оптимальное соотношение размеров детали под закалку.
Наиболее близким к заявляемому является способ закалки деталей, включающий нагрев детали до заданной температуры, размещение ее в закалочном баке и ускоренное охлаждение путем подачи охлаждающей жидкости из другой емкости (а.с. СССР 865934, опубл. 23.09.81, БИ 35).
Недостатком известных технических решений является низкое качество готовых деталей, поскольку охлаждающую жидкость подают непосредственно на нагретую деталь, не определено время заполнения закалочного бака и отсутствует оптимальное сочетание толщины и длины детали.
Технический результат - повышение качества закаленных деталей за счет обеспечения более равномерного распределения твердости по длине детали и снижения степени остаточной деформации детали.
Технический результат достигается тем, что в способе закалки деталей, включающем нагрев детали до заданной температуры, размещение ее в закалочном баке и ускоренное охлаждение путем подачи охлаждающей жидкости из другой емкости, ускоренное охлаждение осуществляют путем повышения уровня жидкости в баке, бак заполняют до заданного уровня за 0,05÷30,00 мин, а для закалки берут деталь с длиной, равной 1,3÷250,0 от ее максимальной толщины или диаметра. Заполнение закалочного бака осуществляют путем слива жидкости из емкости, расположенной выше уровня закалочного бака, причем в процессе слива поток жидкости направляют сбоку от детали. Объем охлаждающей жидкости после заполнения бака назначают равным не менее двух объемов помещенной в жидкость детали. Деталь перед охлаждением дополнительно закрепляют в приспособлении вдоль ее длины. После заполнения закалочного бака осуществляют перемешивание жидкости путем использования коллектора, размещенного в нижней части бака под изделием.
В прототипе охлаждающая жидкость через спрейеры непосредственно подается на нагретую деталь, что приводит к неравномерному распределению твердости по площади детали - под спрейером несколько выше, чем рядом с ним, что связано с различной скоростью отвода тепла. Кроме того, при использовании этого способа наблюдается высокая остаточная деформация детали, даже несмотря на то что используются специальные направляющие для размещения детали в баке.
Деталь, закаленная по заявленному способу, лишена указанных недостатков, потому что ускоренное охлаждение осуществляют путем повышения уровня жидкости в баке, которая под давлением потока из другой емкости равномерно поднимается вверх вдоль детали, что обеспечивает быстрый отвод нагретой и подачу холодной жидкости. В результате обеспечивается равномерная закалка всей поверхности на заданную глубину, перемешивание жидкости и усреднение ее температуры во всем объеме бака. Было установлено, что если бак до заданного уровня заполняют за время менее 0,05 мин, то наблюдается избыточная остаточная деформация детали, что связано с резким теплоотводом, а заполнение бака за время более 30 мин приводит к снижению твердости детали, а также к неравномерному ее распределению (в нижней части детали - выше, а в верхней - ниже).
Предложенный способ обеспечивает высокое качество закалки в первую очередь для длинномерных деталей, причем для деталей с длиной менее чем 1,3 от максимальной толщины детали или ее диаметра преимущество предложенного способа практически не сказываются на качестве детали. При использовании деталей с длиной более 250 от максимальной толщины или диаметра начинает резко увеличиваться остаточная деформация, что также приводит к снижению качества закаленной детали.
Для обеспечения высоких скоростей закалки за счет быстрого заполнения закалочного бака и хорошего перемешивания в процессе поднятия уровня жидкости заполнение закалочного бака осуществляют путем слива жидкости из емкости, расположенной выше уровня закалочного бака. Для предотвращения получения неравномерной твердости по площади детали из-за неравномерного охлаждения в процессе слива поток жидкости направляют сбоку от детали.
Для обеспечения необходимой твердости и глубины закаленного слоя объем охлаждающей жидкости после заполнения бака назначают равным не менее двух объемов помещенной в жидкость детали. При использовании для закалки деталей большой длины и малой толщины с целью уменьшения остаточных деформаций деталь перед охлаждением дополнительно закрепляют в приспособлении вдоль ее длины. Для повышения теплоотвода от детали после заполнения закалочного бака осуществляют перемешивание жидкости путем использования коллектора, расположенного под изделием.
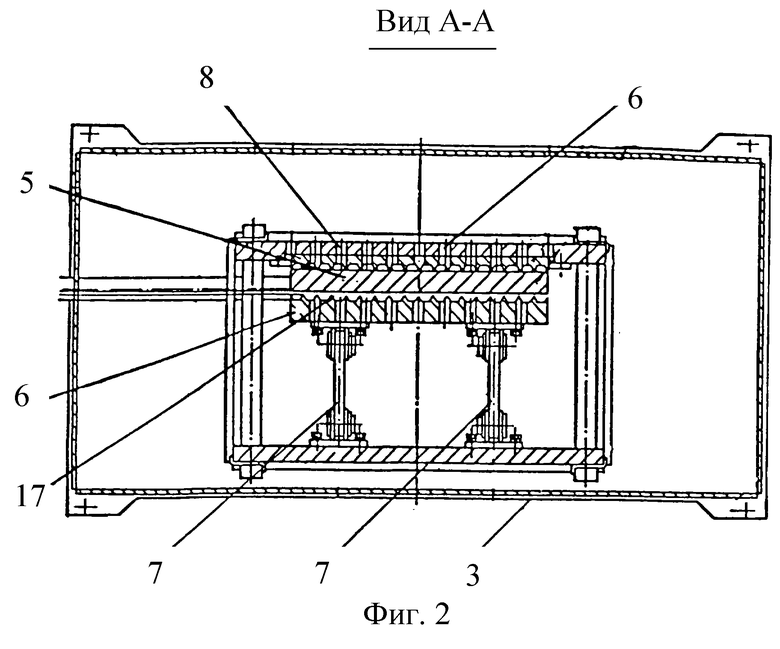
Изобретение поясняется чертежами. На фиг.1 изображена схема устройства для закалки, на фиг.2 - сечение А-А, на фиг.1, 2 цифрами обозначены:
1 - емкость для охлаждающей жидкости;
2 - шлюз;
3 - закалочный бак;
4 - подвеска;
5 - деталь;
6 - направляющая;
7 - рычаг;
8 - отверстия в направляющих;
9 - коллектор;
10 - насос;
11 - 14 - вентили;
15 - экран;
16 - уровень жидкости в закалочном баке;
17 - выступы на внутренней поверхности направляющих.
Пример выполнения способа. Закалке подвергают защитную планку непрерывного стана горячей прокатки размером 100х1000х2000 мм, выполненную из стали 65Г. Деталь нагревают в печи до 840oС. Процесс закалки осуществляют следующим образом.
Нагретую деталь 5 на подвеске 4 устанавливают между направляющими 6, с помощью рычага 7 обеспечивают заданный зазор между деталью и направляющими, затем открывают шлюз 2 емкости 1 (расположенный над закалочным баком) с охлаждающей жидкостью, которая быстро заполняет закалочный бак 3 до верхнего уровня 16. Закалочный бак объемом 3 м3 заполняют за 1 минуту. Для предотвращения попадания струи жидкости на деталь во время ее слива используют экран 15. Направляющие со стороны детали имеют выступы 17, а также по всему сечению отверстия 8, которые обеспечивают свободный и быстрый доступ охлаждающей жидкости к детали.
После заполнения закалочного бака до заданного уровня включают насос 10, обеспечивающий циркуляцию жидкости через коллектор 9. При этом вентили 12 и 14 открыты, а вентили 11 и 13 закрыты. Жидкость под давлением поднимается вверх между направляющими и деталью, что обеспечивает быстрый отвод нагретой и подачу холодной жидкости. В результате обеспечивается равномерная закалка всей поверхности на заданную глубину, перемешивание жидкости и усреднение ее температуры во всем объеме бака. Деформация, которая может возникнуть при закалке длинномерных плоских изделий, ограничивается минимальным зазором между выступами на направляющих и деталью. При этом наличие контакта выступов направляющих с деталью не снижает качества закалки, т.к. в момент контакта поверхность детали уже охладилась ниже критической температуры и получила закалку, кроме того, деформация изделия приводит к контакту с выступами на направляющих только в отдельных точках, что не препятствует циркуляции жидкости и равномерному охлаждению детали. В целом равномерное охлаждение всей поверхности детали приводит к значительному уменьшению степени остаточной деформации детали. После окончания процесса закалки жидкость перекачивают в емкость 1, при этом вентили13 и 14 закрыты, а вентили 11 и 12 открыты или сливают канализацию (вода) или в отстойник-охладитель (масло) - путем использования вентиля 13. В случае необходимости в емкость 1 можно добавлять охлаждающую жидкость из других источников. В качестве охлаждающей жидкости можно использовать воду, масло и другие жидкости. В случае изменения толщины детали рычаг 7 обеспечивает необходимый зазор между деталью и направляющими. Этот же рычаг позволяет регулировать расстояние при закалке деталей клиновидной формы.
В целом, применение предложенного способа закалки деталей позволит повысить качество закаленных деталей за счет обеспечения более равномерной твердости по площади и сечению детали и уменьшения остаточной пластической деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ И ОБЪЕМНО-ПОВЕРХНОСТНОЙ ЗАКАЛКИ РЕССОРНЫХ ЛИСТОВ ИЗ СТАЛЕЙ ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2422542C1 |
| СПОСОБ ЗАКАЛКИ ДЛИННОРАЗМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2437943C1 |
| СПОСОБ ФОРМИРОВАНИЯ УПРОЧНЕННОГО СЛОЯ ДЕТАЛИ | 1997 |
|
RU2120478C1 |
| СПОСОБ ЗАКАЛКИ ДЕТАЛЕЙ | 2009 |
|
RU2399683C1 |
| СТВОЛ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ХОЛОДНОГО РАДИАЛЬНОГО ОБЖАТИЯ, И СПОСОБ ЕГО МЕСТНОЙ ЗАКАЛКИ | 2012 |
|
RU2498185C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ | 2010 |
|
RU2436850C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗУБЬЕВ ДИСКОВ ПИЛ | 2004 |
|
RU2259408C1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ МЕТАЛЛИЧЕСКИХ ШАРОВ | 1999 |
|
RU2151203C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2283353C1 |
Изобретение относится к термической обработке металлов и сплавов и может быть использовано при закалке листовых заготовок и других длинномерных деталей. Технический результат изобретения - повышение качества закаленных деталей за счет обеспечения более равномерного распределения твердости по длине детали и снижения степени ее остаточной деформации. Технический результат достигается тем, что в способе закалки деталей, включающем нагрев детали до заданной температуры, размещение ее в закалочном баке и ускоренное охлаждение путем подачи охлаждающей жидкости из другой емкости, ускоренное охлаждение осуществляют путем повышения уровня жидкости в баке, бак заполняют до заданного уровня за 0,05-30,00 мин, а для закалки берут деталь с длиной, равной 1,3-250,0 от ее максимальной толщины или диаметра. 5 з.п. ф-лы, 2 ил.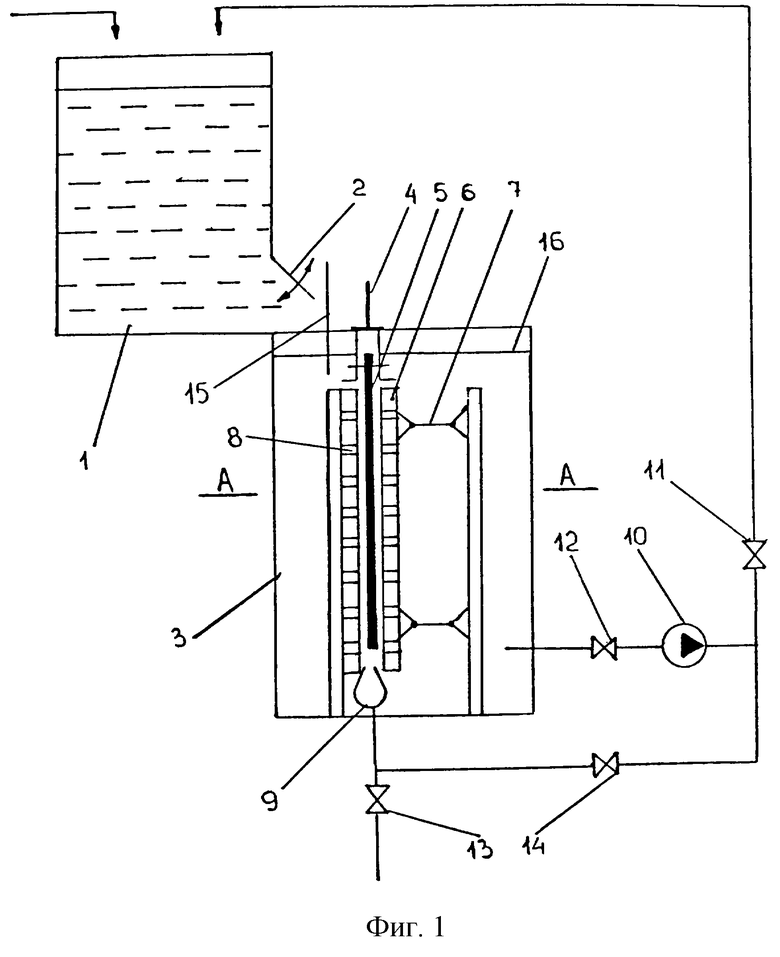
| Устройство для закалки металлических изделий | 1980 |
|
SU865934A1 |
| Устройство для закалки металлических изделий | 1986 |
|
SU1320245A1 |
| СПОСОБ ЗАКАЛКИ ПЛОСКИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2105822C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ИЗДЕЛИЙ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ | 1991 |
|
RU2030461C1 |
