/пва
-.д 00 сд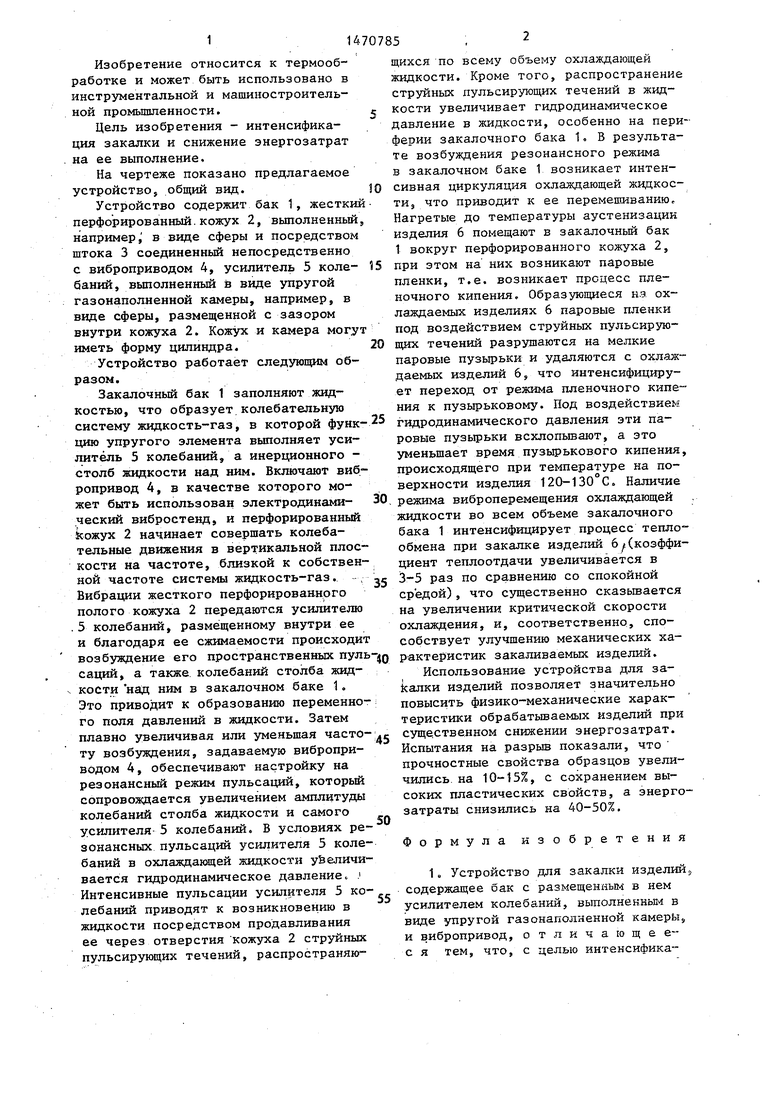
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ | 1991 |
|
RU2026369C1 |
| Способ управления процессом закалки | 1986 |
|
SU1395683A1 |
| Устройство для закалки | 1979 |
|
SU791776A1 |
| Способ контроля термической обработки стальных изделий | 1988 |
|
SU1595928A1 |
| Способ закалки стали | 1978 |
|
SU797243A1 |
| Устройство для закалки деталей | 1978 |
|
SU789600A1 |
| Способ закалки стальных изделий | 1986 |
|
SU1375661A1 |
| Способ закалки металлических деталей | 1979 |
|
SU960277A1 |
| Устройство для закалки изделий | 1980 |
|
SU1006504A1 |
| Способ дегазации жидкости и устройство для его осуществления | 1989 |
|
SU1664359A1 |
Изобретение относится к области термообработки стальных изделий и может быть использовано в инструментальной и машиностроительной промышленности. Цель изобретения - интенсификация закалки и снижение энергозатрат на ее выполнение. Устройство содержит бак 1, внутри которого размещен жесткий перфорированный кожух 2, который посредством штока 3 соединен с виброприводом 4. Устройство снабжено усилителем колебаний 5, выполненным в виде упругой газонаполненной камеры. Камера размещена в кожухе 2 с зазором. Кожух выполнен в виде сферы или цилиндра. 2 з.п.ф-лы, 1 ил.
щихся по всему объему охлаждающей жидкости. Кроме того, распространение струйных пульсирующих течений в жидкости увеличивает гидродинамическое давление в жидкости, особенно на периферии закалочного бака 1. В результате возбуждения резонансного режима в закалочном баке 1 возникает интенсивная циркуляция охлаждающей жидкости j что приводит к ее перемешиванию. Нагретые до температуры аустенизации изделия 6 помещают в закапочньй бак 1 вокруг перфорированного кожуха 2, при этом на них возникают паровые пленки, т.е. возникает процесс пленочного кипения. Образующиеся из охлаждаемых изделиях 6 паровые пленки под воздействием струйных пульсирую- 20 щих течений разрушаются на мелкие
паровые пузырьки и удаляются с охлаждаемых изделий 6, что интенсифицирует переход от режима пленочного кипения к пузырьковому. Под воздействием
10
15
Изобретение относится к термообработке и может быть использовано в инструментальной и машиностроительной промышленности.
Цель изобретения - интенсификация закалки и снижение энергозатрат на ее выполнение.
На чертеже показано предлагаемое устройство, общий вид.
Устройство содержит бак 1, жесткий- перфорированный.кожух 2, выполненный, напримерj в виде сферы и посредством штока 3 соединенный непосредственно с виброприводом 4, усилитель 5 колебаний, выполненный в виде упругой газонаполненной камеры, например, в виде сферы, размещенной с зазором внутри кожуха 2. Кожух и камера могут иметь форму цилиндра.
Устройство работает следующим образом.
Закалочный бак 1 заполняют жидкостью, что образует колебательную
систему жидкость-газ, в которой функ-25 гидродинамического давления эти па- цию упругого элемента выполняет уси- ровые пузырьки всхлопьшают, а это литёль 5 колебаний, а инерционного - уменьшает время пузырькового кипения, столб жидкости над ним. Включают виб- происходящего при температуре на по- ропривод 4, в качестве которого мо- верхности изделия 120-130 С. Наличие жет быть использован электродинами- 30, режима виброперемещения охлаждающей ческий вибростенд, и перфорированный жидкости во всем объеме закалочного ожух 2 начинает совершать колебательные движения в вертикальной плоскости на частоте, близкой к собственной частоте системы жидкость-газ. , Вибрации жесткого перфорированного полого кожуха 2 передаются усилителю .5 колебаний, размещенному внутри ее и благодаря ее сжимаемости происходит
возбуждение его пространственных пуль- д рактеристик закаливаемых изделий саций, а также, колебаний столба жид- Использование устройства для за- V кости над ним в закалочном баке 1. Это приводит к образованию переменно- го поля давлений в жидкости. Затем плавно увеличивая или уменьшая часто-д ту возбуждения, задаваемую виброприбака 1 интенсифицирует процесс теплообмена при закалке изделий 6(коэффициент теплоотдачи увеличивается в ас 3-5 раз по сравнению со спокойной средой), что существенно сказьюается на увеличении критической скорости охлаждения, и, соответственно, способствует улучшению механических хаводом 4, обеспечивают настройку на резонансный режим пульсаций, который сопровождается увеличением амплитуды колебаний столба жидкости и самого усилителя 5 колебаний. В условиях резонансных пульсаций усилителя 3 колебаний в охлаждающей жидкости уЬеличи- вается гидродинамическое давление . Интенсивные пульсации усилителя 5 ко- лебаний приводят к возникновению в жидкости посредством продавливания ее через отверстия кожуха 2 струйных пульсирующих течений, распространяюkaлки изделий позволяет значительно повысить физико-механические характеристики обрабатываемых изделий при суще;ственном снижении энергозатрат. Испытания на разрыв показали, что прочностные свойства образцов увеличились, на 10-15%, с сохранением высоких пластических свойств, а энергозатраты снизились на 40-50%.
Формула изобретения
паровые пузырьки и удаляются с охлаждаемых изделий 6, что интенсифицирует переход от режима пленочного кипения к пузырьковому. Под воздействием
0
5
5 гидродинамического давления эти па- ровые пузырьки всхлопьшают, а это уменьшает время пузырькового кипения, происходящего при температуре на по- верхности изделия 120-130 С. Наличие 0, режима виброперемещения охлаждающей жидкости во всем объеме закалочного
гидродинамического давления эти па- овые пузырьки всхлопьшают, а это уменьшает время пузырькового кипения, происходящего при температуре на по- верхности изделия 120-130 С. Наличие режима виброперемещения охлаждающей жидкости во всем объеме закалочного
рактеристик закаливаемых изделий Использование устройства для за-
бака 1 интенсифицирует процесс теплообмена при закалке изделий 6(коэффициент теплоотдачи увеличивается в 3-5 раз по сравнению со спокойной средой), что существенно сказьюается на увеличении критической скорости охлаждения, и, соответственно, способствует улучшению механических характеристик закаливаемых изделий Использование устройства для за-
kaлки изделий позволяет значительно повысить физико-механические характеристики обрабатываемых изделий при суще;ственном снижении энергозатрат. Испытания на разрыв показали, что прочностные свойства образцов увеличились, на 10-15%, с сохранением высоких пластических свойств, а энергозатраты снизились на 40-50%.
Формула изобретения
ции закалки и снижения энергозатрат2. Устройство по п. 1, о т л ина ее выполнение, оно снабжено жест-чающееся тем, что камера и
КИМ перфорированньм кожухом со што-кожух вьтолнены в виде сферы,
ком, соединяющим кожух с вибратором, 3. Устройство по п. 1, о т л ипри этом камера размещена в кожухе чающееся тем, что камера и
с зазором.кожух вьтолнены в виде цилиндра.
| Устройство для закалки изделий | 1977 |
|
SU747897A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для закалки | 1979 |
|
SU791776A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
