(54) СПОСОБ ОБРАБОТКИ ЛИСТОВОГО ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА РАЗЛИЧНЫХ КЛАССОВ ПРОЧНОСТИ ИЗ ДВУХФАЗНОЙ ФЕРРИТНО-МАРТЕНСИТНОЙ СТАЛИ | 2019 |
|
RU2718604C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА ИЗ ДВУХФАЗНОЙ ФЕРРИТНО-МАРТЕНСИТНОЙ СТАЛИ | 2019 |
|
RU2743946C1 |
| Способ термической обработки холоднокатаного листового проката | 1990 |
|
SU1698302A1 |
| Способ термической обработки малоуглеродистой стали | 1982 |
|
SU1043174A1 |
| Способ термической обработки холоднокатаной низколегированной листовой стали повышенной прочности в колпаковых печах | 1988 |
|
SU1601155A1 |
| Способ термической обработки холоднокатаной малоуглеродистой стали | 1980 |
|
SU889725A1 |
| СПОСОБ НЕПРЕРЫВНОГО ОТЖИГА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ КОНСЕРВНОЙ ЖЕСТИ | 1992 |
|
RU2040557C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ДВУХФАЗНОЙ ФЕРРИТО-МАРТЕНСИТНОЙ АВТОЛИСТОВОЙ СТАЛИ | 2016 |
|
RU2633858C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО НЕПРЕРЫВНО ОТОЖЖЕНОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2019 |
|
RU2721681C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2312906C2 |
Изобретение относится к прокатному производству, в частности к производству листового проката, и может быть применено при его непрерывной термической обработке. Известен способ обработки стали, включающий отжиг с промежуточной деформацией, обеспечивающий получение в стали хорошей пластичности 1. Однако длительные высокотемпературные выдержки и промежуточная деформация стали в холодном состоянии значительно суживает область его применения и требует значительных энергозатрат. Известен способ непрерывного отжига холоднокатаного листа, при котором отжиг проводят после прокатки при 620-1000°С в течение двух минут с последующим охлаждением. После отжига лист, при 200°С прокатывают с обжатием , снова отжигают в течение двух минут при 730-800°С затем производят медленное охлаждение или закалку 2. Способ весьма длителен, энергоемок и не всегда обеспечивает получение благоприятной структуры стали, так как при нагреве до 730-800°С возможно получение в структуре ферритных зерен различной величины с ферритно-перлитной полосчатостью. Целью изобретения является сокращение длительности процесса обработки и снижения энергозатрат. Это достигается тем, что отжиг стали ведут при непрерывном нагреве до 500-550°С. затем до 600-650°С, до 700-720°С с переменной скоростью . соответственно, 50- 100°С/сек, 5-10°/сек, 2-5°/сек; охлаждение ведут со скоростью 100-200°С/сек до 300-350°С, при которой делают выдержку 30-50 сек, и далее - на воздухе. Длительность процесса сокращается за счет уменьшения общего времени отжига, проводимого в сочетании с деформацией 15-20°/о, которая способствует получению равномерной крупнозернистой структуры путем использования эффекта «критических деформаций. Уменьшение скорости нагрева при достижении 500- 550°С продиктовано тем, что процесс первичной рекристаллизации с этих температур протекает более интенсивно, а при меньшей скорости - более полно. Это способствует получению более крупного зерна.
При 600-650°С происходит процесс собирательной рекристаллизации. Деформация стали при этой температуре ускоряет этот процесс и обеспечивает получение равномерной, по толщине металла, структуры.
Снижение скорости нагрева до 700-720°С осуществляется для завершения процесса рекристаллизации.
Скорость охлаждения 100-200°С/сек в интервале температур 720-350°С позволяет значительно сократить длительность всего процесса и зафиксировать полученную необходимую структуру металла.
Выдержка при 350-400°С обеспечивает перестаривание термомеханически обработанного металла, снижает его твердость.
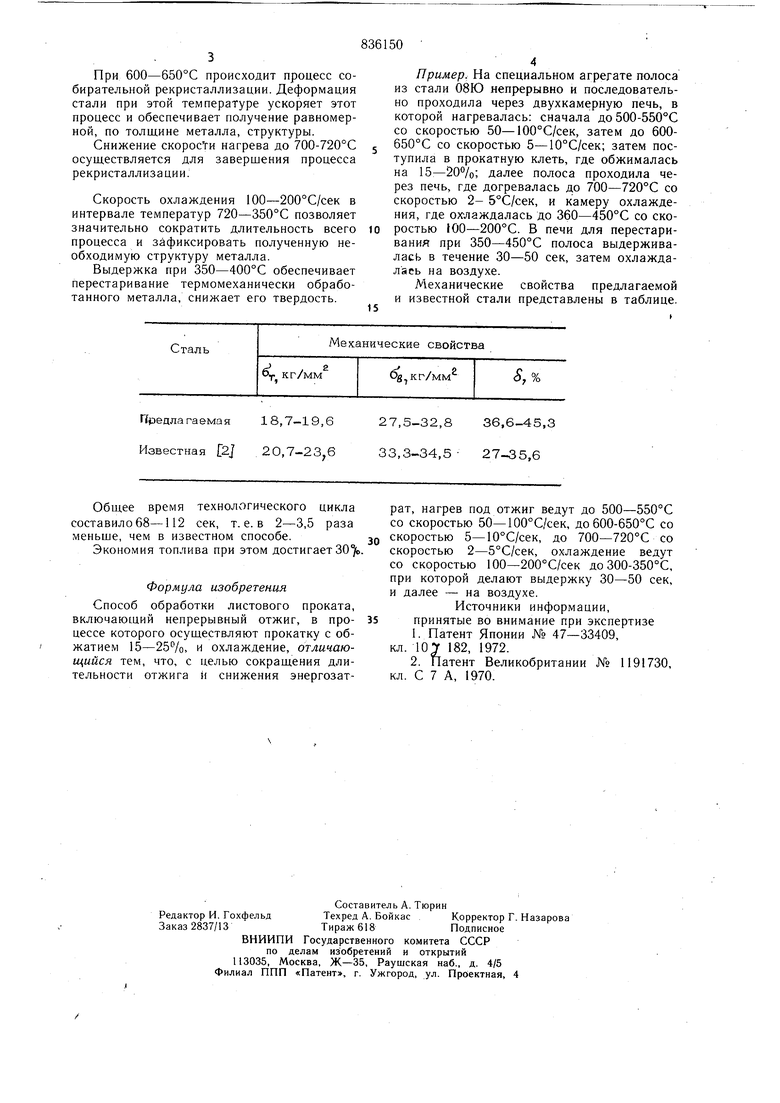
Предлагаемая 18,7-19,627,5-32,8 36,6-45,3
Известная 2 20,7-23,633,3-34,5- 27-35,6
технологического
цикла
Общее время
составило 68-112 сек, т. е. в 2-3,5 раза меньше, чем в известном способе.зо
Экономия топлива при этом достигает 30)t.
Формула изобретения
Способ обработки листового проката, включающий непрерывный отжиг, в процессе которого осуществляют прокатку с обжатием 15-25%, и охлаждение, отличающийся тем, что, с целью сокращения длительности отжига и снижения энергозатПример. На специальном агрегате полоса из стали 08Ю непрерывно и последовательно проходила через двухкамерную печь, в которой нагревалась: сначала до 500-550°С со скоростью 50-100°С/сек, затем до 600650°С со скоростью 5-10°С/сек; затем поступила в прокатную клеть, где обжималась на 15:-ЙО /о; далее полоса проходила через печь, где догревалась до 700-720°С со скоростью 2- 5°С/сек, и камеру охлаждения, где охЛаждалась до 360-450°С со скоростью ЮО--200°С. В печи для перестаривания при 350-450°С полоса выдерживалась в течение 30-50 сек, затем охлаждалась на воздухе.
Механические свойства предлагаемой и известной стали представлены в таблице.
рат, нагрев под отжиг ведут до 500-550°С со скоростью 50-100°С/сек, до600-650°С со скоростью 5-10°С/сек, до 700-720°С со скоростью 2-5°С/сек, охлаждение ведут со скоростью 100-200°С/сек до 300-350°С, при которой делают выдержку 30-50 сек, и далее - на воздухе.
Источники информации, принятые во внимание при экспертизе
