Изобретение относится к трубопрокатному производству и может быть использовано при реконструкции действующих и создании новых цехов по производству холоднодеформированных труб. Известна технологическая схема поточной обработки холоднодеформированных труб полного цикла с разме щением оборудования в единой технологической линии, обеспечивающей превращение исходной заготовки в го товую трубу без промежуточного складирования обрабатываемого изделия. Поточная линия обеспечивает наибольшую механизацию и автоматиза цию производственного процесса, мак симальное совмещение транспортных и технологических операций, улу лаение качества готовой продукции, уменьшение численности обслуживающего персонала и, как Следствие, снижение себестоимости продукции О Однако установка всего комплекса оборудования в едином многооперационном технологическом потоке производства холоднодеформированных, труб требует жесткой увязки пропуск ной способности всех участков, что приводит к необходимости снижения производительности отдельных аг регатов и даже полного прекращения производства труб на отдельных учас ках. I Известна также поточная линия с полным циклом обработки труб, содер жащая последовательно установленные по технологической схеме и связанны между собой продольными и поперечны ми транспортными механизмами загото вочный деформирующий агрегат, роликовую печь для термообработки труб с устройствами для загрузки и выгру ки и деформирующие агрегаты основ.ных опергщий, связанных с печью с выходной ее стороны, причем деформи рующие агрегаты основных операций с оборудованием для вспомогательных операций установлены вдоль печи по. обе ее стороны, а хвостовые части агрегатов снабжены поперечными столами-накопителями и дополнительными перекладывателями, установленными со стороны загрузки заготовок. Эта линия позволяет получать трубы с вы сокой производительностью и обеспечивает большую маневренность технол гической схемы 2 . Однако на этой линии не могут быть получены трубы высокого качества, например, из нержавеющих сталей, так как она не содержит агрегатов для гарантированной очистки наружной и внутренней поверхности труб .от технологической смазки, а также устройств для формирования садки перед термообработкой. Наиболее близкой к изобретению по технической сущности и достигаемому .результату является поточная линия производства холоднодеформированных труб, содержащая стан холодной прокатки труб, установки для обезжиривания и мойки, станки для резки и Обработки торцов, печь для отжига в среде особочистого водорода, оборудование для правки, и дальнейщей отделки труб Недостатком известной поточней линии является ненадежность работы систем механизации и автоматизации линий при подаче на правку искривленных труб после термообработки их плоским пакетом. В связи с искривлением и переплетением труб.в процессе термической обработки не представляется возможность обеспечить надежную работу автоматики при подаче искривленных в нескольких плоскостях труб по одной в желоб правильной машины и задачу непосредственно в косовалковую правильную машину. Для увеличения надежности работы линии необходимо принудительное разделение труб и уменьшение искривления их перед правкой в косовалковой машине. Кроме того, к недостаткам относится увеличение непроизводительных простоев оборудования при наборке садок без использования накопителей достаточно большой емкости и, при их наличии, большие площади, занимае а 1е этим оборудованием. Это объясняется отсутствием в поточной линии двухьярусногр накопления труб перед и за печью. Печь в поточной линии работает садками по 10-30 труб. Движение садки после укладки на загрузочный рольганг печи осуществляется на скорости, соответствующей необходимому времени нагрева. Без отсутствия предварительной наборки следующей садки печи разрыв между садками по длине рольганга получается значительным и печь работает не с полной загрузкой (разрыв между пакетами может достичь длины 5-7 м). При на-
ичии двухъярусного накопителя с С-образной кареткой достигается предварительное формирование садки печи вне зоны загрузочного рольганга, что позволяет быстро уложить подготов- 5 енный пакет труб,на рольганг и до минимума сократить разрыв между садками печи.
Цель изобретения повышение производительности линии.to
Поставленная цель дс)стигается тем,, что поточная линия обработки холоднодеформированных труб, содержащая установленные по технологической цепочке и соединенные между 15 собой транспортными средствами деформирующий агрегат, установку для обработки концов труб, установки дпя очистки внутренней и наружной поверхностей труб, печь для термо- 20 обработки с рольгангами загрузки и выгрузки и правильную машину, снабжена устройством для поштучной предварительной правки труб и многоярусными накопителями садки, установ-25 ленными соответственно перед загрузочным и за разгрузочным рольгангами печи, перпендикулярно их продольным осям, каждый из накопителей выполнен в виде направляющихзо опорных балок, размещенных своими концами между роликами рольгангов печи., двухъярусных кареток, установленных соответственно в направляющих балках, и транспортеров, размещенных между балками, при этом балки имеют возможность поворота относительной своей продольной оси вместе со своей кареткой.
На фиг. I изображен план распо- ложения оборудования поточной линии; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. I; на фиг. 4 - разрез В-В на фиг. 2 и 3; на фиг. 5 - разрез Г-Г с на фиг. 3; на 4иг.6 - каретка с калибрующими роликами, вид сверху. I
Поточная линия состоит из головного деформируклцего агрегата I, агрегата 2 дпя предварительной очистки 50 наружной поверхности труб, установки, 3 дпя обработки концов труб, агрегата 4 дпя очистки внутренней поверхности труб, стола 5 загрузки, агрегата 6 дпя окончательной очистки 55 наружной поверхности труб, стола 7 выгрузки, устройства 8 дпя формирования садок печи и многослойного
их накопления, загрузочного рольганга 9, печи 10 дпя термообработки труб в среде особочистого водорода, выгрузочного рольганга I1 печи, устройства 12 для приема садок печи и многослойного их накопления, установки 13 принудительного извпечения и одновременной предварительной правки -труб по одной, загрузочного стола 14, правильной машины 15 и ее выгрузочного стола 16, оборудования отделки и контроля труб.
Устройство дпя формирования садок печи и многослойного их накопления состоит из транспортера 17 для приема, труб из стола выгрузки агрегата дпя окончательной очистки наружной поверхности труб, С-образной каретки 18 с опорной дпя садки поверхностью 19. .
С-образная каретка имеет onopiuie. катки 20, охватывающие опорную балку 2 1 с механизмом поворота 22 и привод 23 дпя возвратно-поступательного перемещения С-образной каретки вдоль опорной балки. Поворотные балк 21 с расположенными на них С-образными каретками 18 расположены в промежутках между ветвями транспортера 17 и роликами загрузочного рольганга 9 печи.
Устройство 12 дпя приема садок печи и многослойного их накопления по конструкции аналогично описанному устройству 8.
Установка 13 принудительного извлечения и одновременной предварительной правки труб по одной состоит из приводного бесконечного замкнутого цепного контура 24 с закрепленными на нем по крайней мере двумя каретками 25, каждая из которых снабжена тремя роликами 26, образующими калибр правки трубы, и механизма 27 зажима конца трубы.
Поточная линия работает следующим образом.
Пакет труб-заготовок диаметром 42-57 мм мостовым краном укладывают на загрузочный стол головного деформирующего агрегата 1, с которога по.одной их задают в агрегат, где деформируют до диаметра 16-30 мм. На выходном столе агрегата 1 трубы по одной проходят через агрегат 2 -дпя предварительной очистки наружной поверхности труб, а затем их передагют на установку 3 дпя обработки концов труб. Трубы с подготовленными концами подают партиями по 8-10 шт. на агрегат 4 для очистки внутренней поверхности, а затем по столу 5 загрузки по одной на агрегат 6 для окончательной очистки наружной поверхности . После наружной промывки трубы по одной подают на галгрузочный стол 7, а затем на устройство 8 для формирования садок печи и многослойного их накопления. На устройстве 8 формируют -садку печи по 8-25 шт. труб в зависимости от их диаметра, причем садки накапливают в два яруса по высоте в случае задержки труб на загрузочном рольганге печи, что позволяет сократить занимаемые производственные площади по сравнению с одноярусным накоплением. Это позволяет исключить разрывы в подаче садок, так как садка формируется не на оси печи..
Накопление труб на устройстве 8 происходит следующим образом. Трубы по одной с заданным шагом укладываются на транспортер 17 и полностью заполняют, его, С-образная каретка при этом наклонена (положение Г, фиг. 4) и ее опорная поверхность 19 находится ниже садки труб. При достшкении садкой, лежащей на транспортере 17, крайнего левого положения осуществляется поворот каретки 18 и подъем садки труб опорной поверхностью 19 на второй ярус (положения II, фиг. 4). Задержка С-образной каретки 18 на позиции подьема садки труб не мешает дальнешему накоплению труб на транспортере 17, так как наличие зева С-образной скобы не препятствует движению садки в крайнее левое положение на .транспортере 17.
После -освобождения места на рольганге 9 С-образная каретка транспортирует садку и укладывает ее на рольганг путем поворота каретки из ..положения II в положение Т.
В наклонном положении каретка 18 возвращается в район транспортёра
17 и готова для приема очередной садки труб.
Уложенная на загрузочный рольганг 9 садка труб транспортируется в печь 5 10 для термообработки. После выхода всей садки труб на выгрузочный рольганг 11 печи с помощью устройства 12 ее снимают с рольганга и накапливают в несколько ярусов. Процесс съе0 ма труб с рольганга 11, накопление и укладка на транспортер 17 ((}мг. 3) о.братен процессу загрузки труб на рольганг 9 (4иг. 2).
Накопленные на устройстве 12
5 торцы после термообработки и охлаждения в зависимости от режимов обработки, несмотря на последовательную однослойную укладку, имеют тенденцию к искривлению.и возможному
0 перепутыванию из-за значительной длины (до 32 м). Для механизации процесса задачи труб на правку и с целью уменьшения времени правки установка 13 каполняет принудительное
5 извлечение искривленной трубы из садки и одновременно осуществляет предварительную правку этой трубы. Для этого правильщик задает конец трубы в калибр, образованный тремя
0 роликами 26, и зажимает его в механизм 27 зажима; При движении карет си 25 вдоль неподвижной трубы происходит ее извлечение из садки и одновременная предварительная правка.
5 Выправленные предварительно трубы при этом ую1ада1ваются на загрузочный стол 14 правильной машины 15. В процессе правки трубы выходят на. аагрузочный стол 16 и далее их направляют
0 на операции дальнейшей отделки и контроля.
Экономическая эффективность предлагаемой поточной линии по сравне5 кию с известной достигается за счет
сокращения простоев оборудования и увеличения в связи с этим годового фонда рабочего времени за счет исключения времени неперекрывающихся операций.
/9///ШШ ПОНЩ11С1и
130 «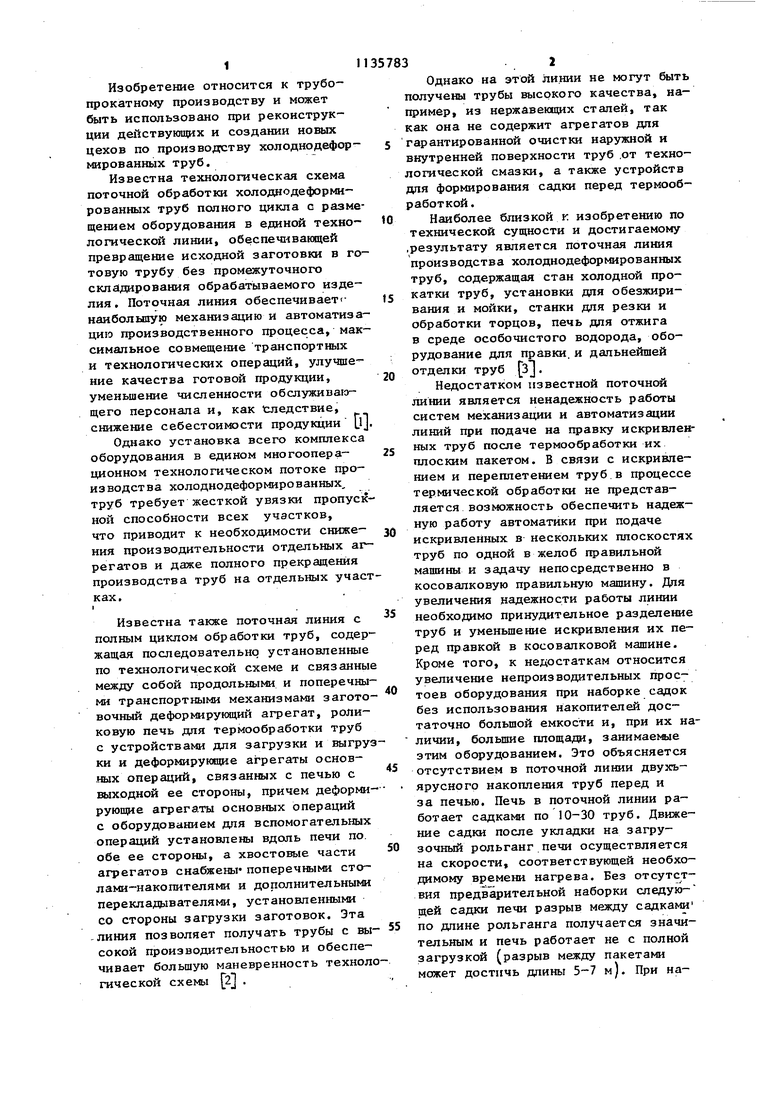


| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия производства холоднодеформируемых труб | 1981 |
|
SU992602A1 |
| Поточная линия производства холоднодеформированных труб | 1983 |
|
SU1166850A1 |
| Поточная линия для упрочняющей обработки труб | 1981 |
|
SU992601A1 |
| Проходная печь с роликовым подом | 1982 |
|
SU1083053A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Поточная линия термообработки труб | 1979 |
|
SU889724A1 |
| Поточная линия для обработки высокопрочных труб | 1983 |
|
SU1196392A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Поточная линия обработки труб | 1977 |
|
SU901048A1 |


ПОТОЧНАЯ ЛИНИЯ ОБРАБОТКИ ХСШОДНОДЕФОРМИРОВАНШХ ТРУБ, содер жащая установленные по технологической цепочке и соединенные между собой транспортными средетвами дефор мируняций агрегат, установку для обработки концов труб, установки для очистки внутренней и наружной поверхностей труб, печь дпя термообработки с рольгангами загрузки и выгрузки и правильную машину, отличающаяся тем, что, с целью повышения производительности, она снабжена устройством для поштучной предварительной правки труб и многоярус- ,ными накопителями садки, установленными Соответственно перед загрузочшлм и за раз груз очным рольгангами печи, перпендикулярно их продольным осям, каждый из накопителей выполнен в виде направляющих опорных балок, размещениях своими концами между роликами рольгангов печи, двухъярусшлх кареток, установленных соответственно в направляющих балках, и транспортеров, размещенных между балками, при этом балки &0 СП имеют возможность поворота относительно своей продольной оси вместе | со своей кареткой. эо DO
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шевченко А.А | |||
| и др | |||
| Совершенствование процессов и оборудования для производства холоднодеформированных труб | |||
| М., Металлургия, 1979, с | |||
| Индукционная катушка | 1920 |
|
SU187A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Экспресс-информация, м., Черметинформация сер | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
