(54) УСТРОЙСТВО ДЛЯ СВАРКИ КРИВОЛИНЕЙНЫХ ШВОВ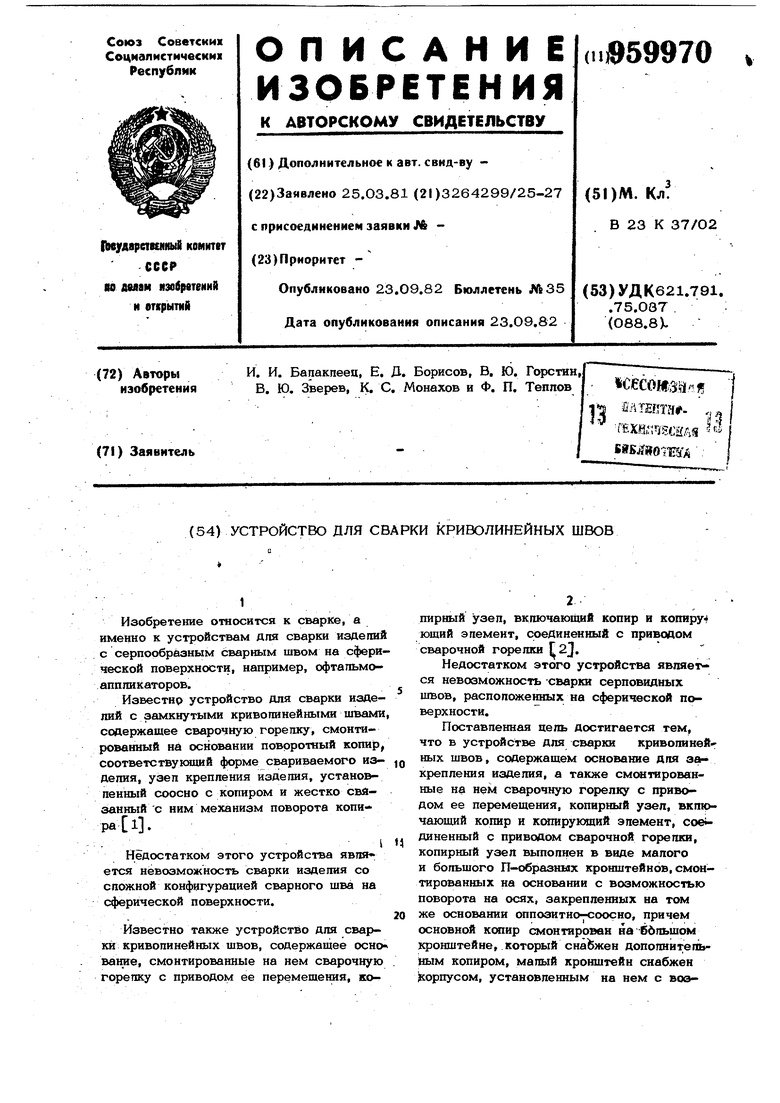

| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для автоматической сварки фланцев с обечайкой | 1980 |
|
SU958066A1 |
| Устройство для автоматической сварки замкнутых швов | 1979 |
|
SU925604A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Устройство для автоматической сварки по замкнутому контуру | 1982 |
|
SU1082600A1 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |
| Установка для сварки | 1977 |
|
SU677857A1 |
| Устройство для защиты от окисления кольцевых сварных швов | 1988 |
|
SU1590267A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Установка для сварки объемных изделий с криволинейными поверхностями | 1980 |
|
SU867584A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |

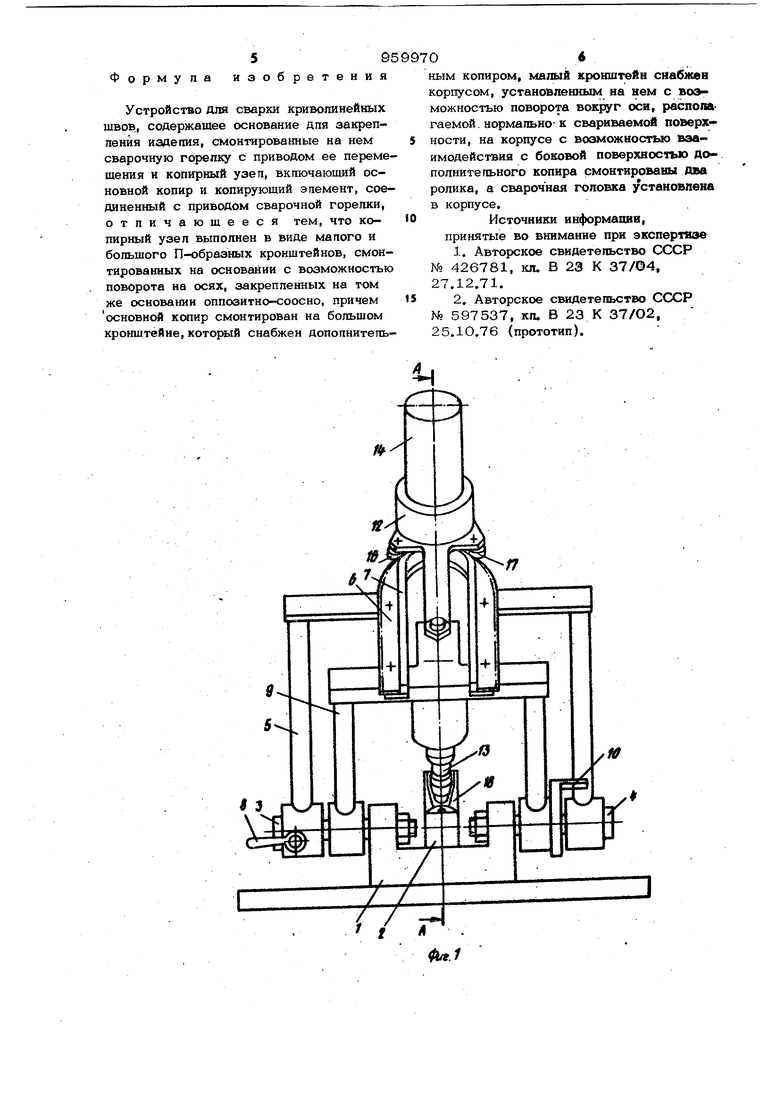
Изобретение относится к сварке, а именно к устройствам для сварки изделий с серпообразным сварным швом на сферической поверхности, например, офтапьмоаппликаторов. Известно устройство для сварки изделий с замкнутыми криволинейными швами ссАержашее сварочную горелку, смонтированный на основании поворотный копир, соответствующий форме свариваемого изделия, узел крепления изделия, установленный соосно с копиром и жестко свй- занный С ним механизм поворота копи- . , 1 Недостатком этого устройства явтю ется невозможность сззарки изделия со сложной конфигурацией сварного шва на сферической поверхности. Известно также устройство для сварки криволинейных швов, содержащее осно вание, смонтированные на нем сварочную горепку с приводом ее перемещения, копирный узел, вкшочаюший копир н копиру юший элемент, соединенный с приводом сварочной горелки 2j. Недостатком этого устройства явпяегся невозможность -сварки серповидных швов, расположенных на сферической поверхности. Поставленная цель достигается тем, что в устройстве для сварки криволинейных швов, содержащем основание для закрепления изделия, а также смсжтированные на нем сварочную горелку с приводом ее перемещения, копирный узел, вкпк чающий копир и ксшируюший элемент, сое«диненный с приводом сварочной горелки, копирный узел выполнен в виде малого и большого П-образных кронштейнов, смонтированных на основании с возможностью поворота на осях, закрепленных на том же основании оппозитночзоосно, причем основной копир смонтирован не ббльшом кронштейне, .который снабжен дополннтепьным копиром, малый кронштейн снабжен icopnycoM, установленным на нем с воэ395можностью поворота вокруг оси, распогю- гаемрй нормально к свариваемой поверхности, на корпусе с возможностью взаимо Действия с боковой поверхностью допопНительного копира смонтированы два ролика, а сварочная толовка установлена В корпусе. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - свариваемое изделие; на фиг. 5 сечение В-В на фиг. 4. Устройство содержит основание 1, на котором .установлен уэеп крепления изделия 2 и закреплены две полуоси 3 и 4, на которых установлены копирный узел, состояший из бопьшого П-образного кронштейна 5, основнсяч) копира 6 с зубчатым венцом, дополнительного копира 7 и фиксатора 8, который фиксирует копирный узел на полуосях 3 и 4, н малый П-образный кронштейн 9, имеющий упор 1О. На верхней полке кронштейна 9 установлена радиальная ось 11, на которой с возможностью поворота вокруг нее установлен корпус 12 с гс жлкой 13, при водом перемещения 14 с приводной шей .терней 15 и роликами 16 и 17. Привод1ная шестерня 15, являющаяся копирующим элементом, находится в зацеплении с корпусом 6, а ролики 16 и 17 контактируют с дополнительным копиром 7. Кро ме того, общая ось полуосей 3 и 4 и ось радиальной.оси 11 проходят через центр сферы изделия. Иаделне прижимает ,ся к узлу крепления изделия 2 холодильником 18 с помощью гайхи 19. Средняя длина зубчатого венка основното копира 6 представляет, собой по форме конфигурацию сварного шва изделия в определенном увеличенном масштабе, который закя сит от габаритов сварного щва изделия. ;Копир 6 может быть выполнен в виде гибкой рейки из фторопласта. ; Устройство работает следующим образом. Изделие устанавливается в узел крепления, прижимается холодильником 18 с помощью гайки 19, Горелка 13 устанавливается в начальное положение сварки, т.е. в крайнее по.ложение прямолинейного участка серпообразного сварного шва. Зажигается дуга и включается привод перемещения 14. Приводная шестерня 15, находясь в зацеплении с копиром 6, приводит в движение корпус 12 с горелкой 13. При дви жении приводной шестерни 15 по прямо04пинейнокгу участку копира 6, за счет контакта роликов 16 и 17 с дополнительным копиром 7, обеспечивается надежное зацепление приводной шестерни 16 с зубчатым венцом копира 6. Когда приводная шестерня 15 доходит до криволинейного участка профиля копира 6, упор 10 доходит До штанги кронштейна 5, ропик 16 входит в контакт с криволинейной частью дополнительного копира 7, а ролик 17 выходит из контакта с дополнительным копиром 7 и происходит вращение корпуса 12 и горелки 13. Причем, когда шестерня 15 доходит до серединь криволинейного участка, ролик 16 выходит из контакта с дополнительным копиром 7, а ролик 17 входит в контакт. После прохождения шестерней 15 криволинейного участка,ролик 16 входит в контакт с пря олинейным участком допопнитепъного копира 7с другой стороны, и происходит движение корпуса 12 и горепки 13 по прямолинейному участку в обратном направлении. Устройство позволяет сваривать изделия различного диаметра, что Достигается переналадкой копирного узла за счет поворота на определенный угол вокруг осей 3 и 4 и фиксации его в новом положении ({иксатором 8. Испытания предложенного устройства проводились при заварке офтальмоаппликаторов диаметром 17 мм и 22 мм, радиусом сферы 15 мм, с серпообразным вырезом на сферической поверхности шириной 6 мм, длиной 6 мм, радиусом кри- визны 3 мм. Материал изделия - нержавеющая стапь. копира имеет пятнадцатикрат ное увеличение по сравнению с профилем сварного шва. Дуговой промежуток 0,4 мм. Ток сварки до 20 А. Испытания предложенного устройства показали, что предлагаемое устройство позволяет повысить качество серпообразного сварного шва на сферической поверхности изделия, так как обеспечивает постоянный дуговой промежуток, а также позволяет сваривать малогабаритные изделия, например офтальмоаппликаторы, при выполнении копира в определенном масштабе по отношению к сварному шву изделия. Использование предлагаемого устройства позволит решить проблему снабженйя специальных лечебных учреждений офтальмоаппликаторами для лечения онкологических заболеваний заднего отдела глаза. ормупа изобр е т е н и я Устройство для сварки криволинейных швов,, содержащее основание для закрепления иэдегшя, смонтированные на нем сварочную горепку с приводом ее переме щения и копирный узел, включающий основной копир и копирующий элемент, соединенный с приводом сварочной горелки, отличающееся тем, что копирный узел выполнен в виде малого и большого П-образных кронштейнов, смонтированных на основании с возможностью поворота на осях, закрепленных на том же основании оппозитно-соосно, причем основнЫ копир смонтирован на большом кронштейне, который снабжен дополннтель90 ным копиром, малый кронштейн снабжен корпусом, установленным на нем с во. можностью поворота вокруг сен, распетгаемой нормально к свариваемой поверхности, на корпусе с возможностью взаимодействия с боковой поверхностью дополнительного копира смонтированы два ролика, а сварочная головка установпена в корпусе. Источники информацнн, принятые во внимание при экспертизе 1.Авторское свидетегаьство СССР № 426781, кл. В 23 К 37/О4. 27.12.71. 2.Авторское сиадетельство СССР 597537, кп. В 23 К 37/О2, / 5.1О.7в (прототип).
Фие.2
Buff Б
1:
