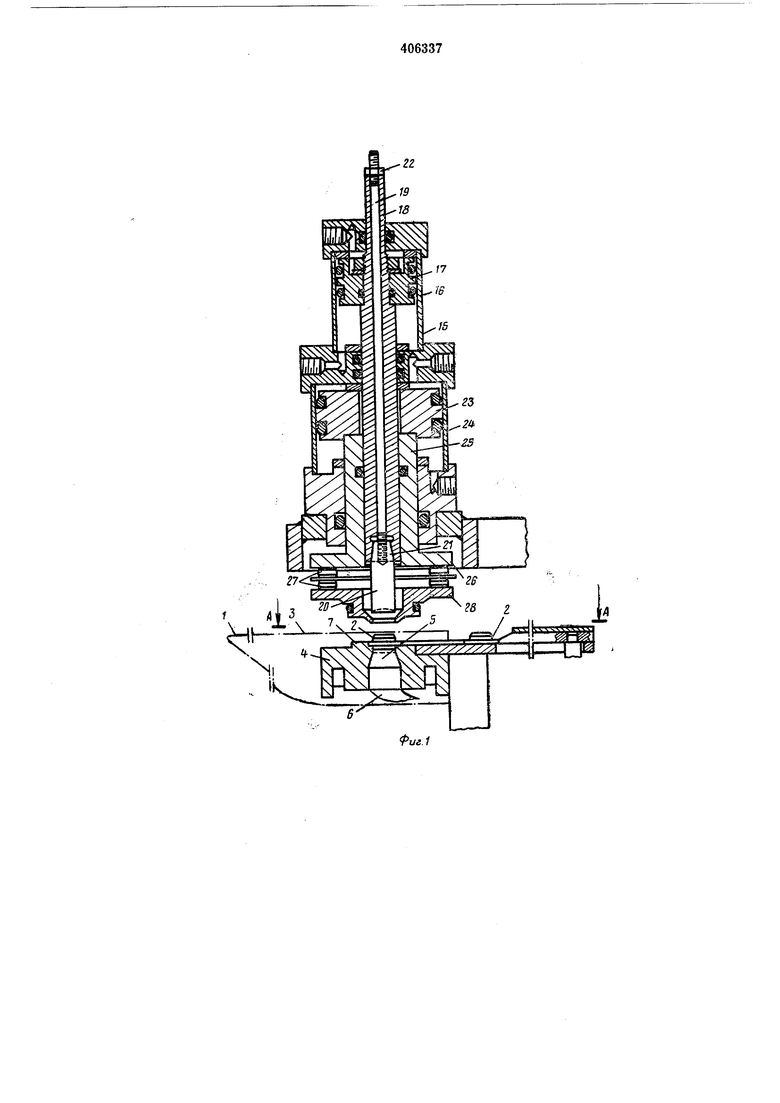
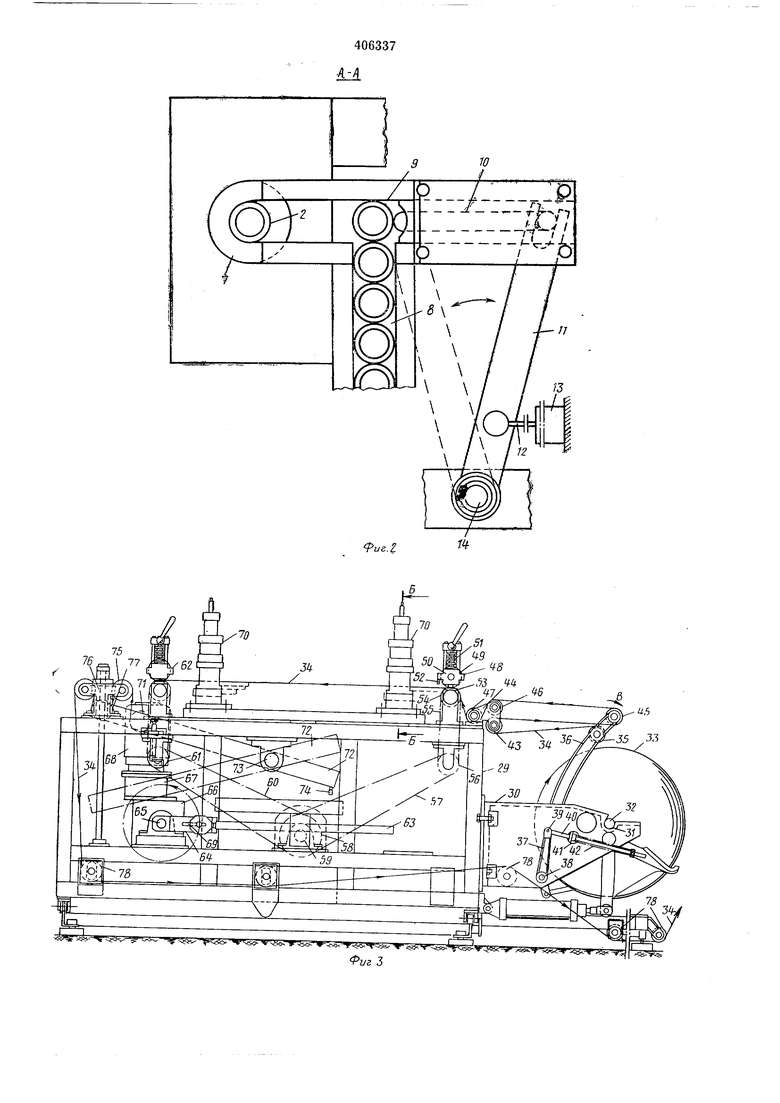
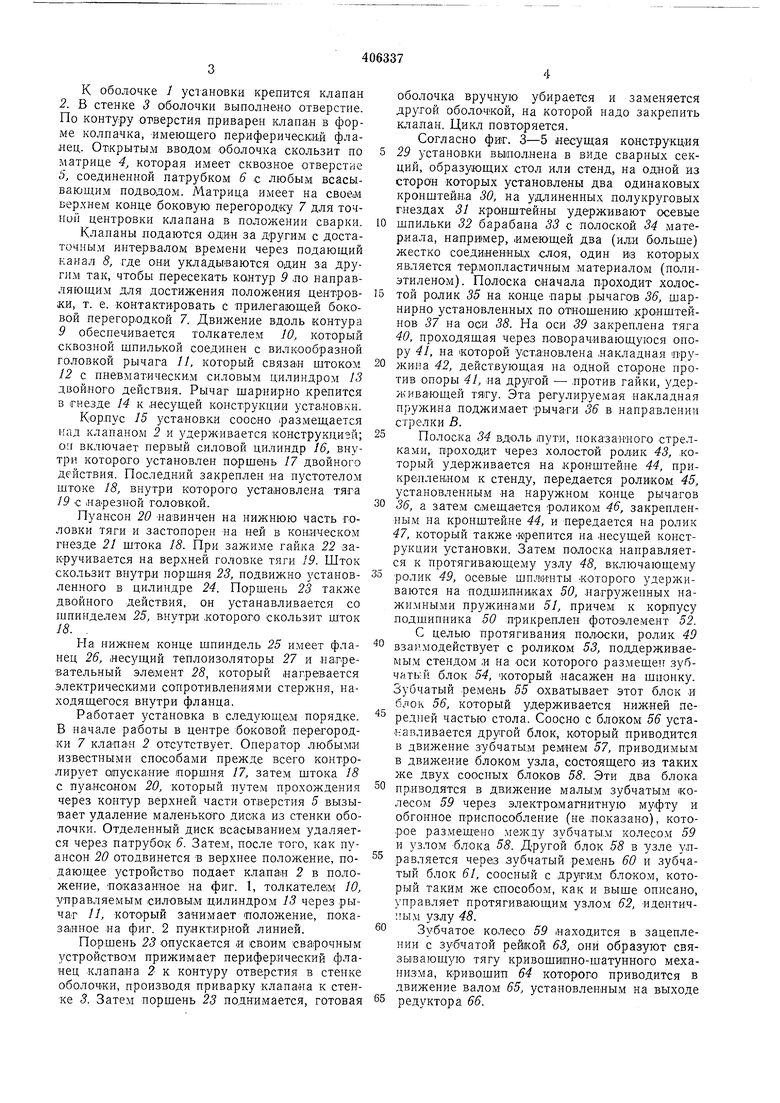
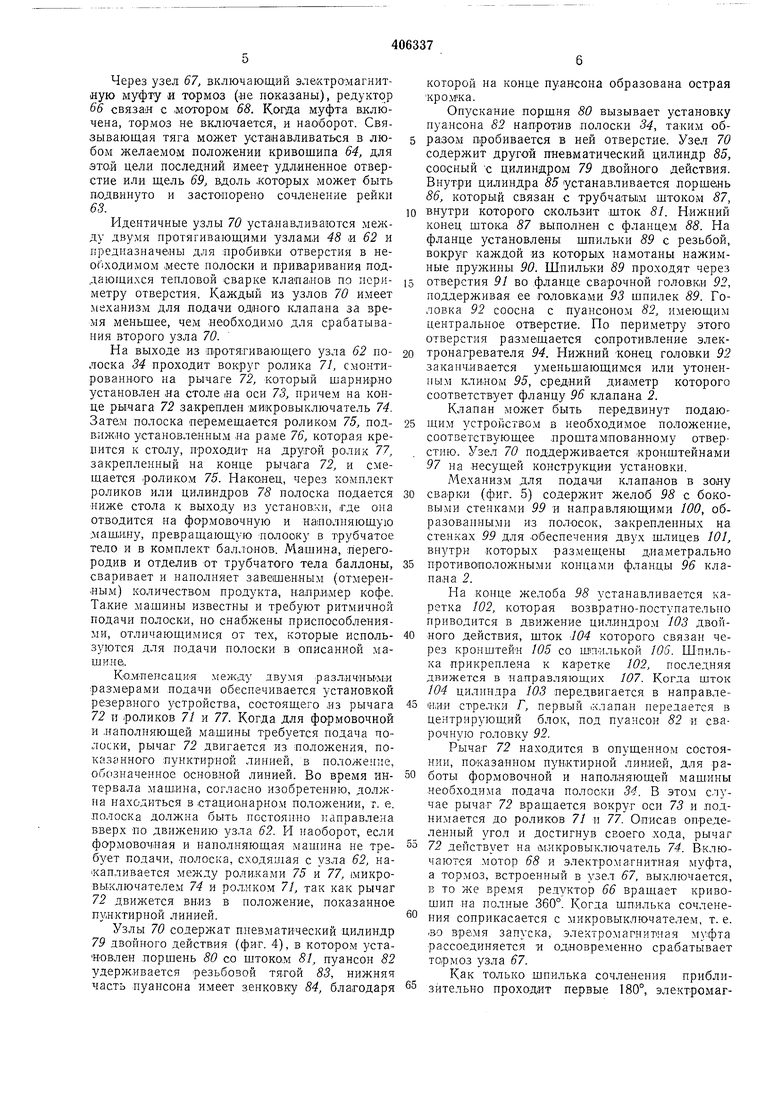
Изобретение относится к области сварки, а и менно к конструкции установки для сварки заготовок ге|рметичных гибких баллонов из термопластичного материала. Наиболее успешно .изобретение может использоваться при изготовлении заготовок герметичных гибких баллонов из термопластичного материала, канструкц-ия которых защищена патентами: 823800 (Италия), 1204462 (Англия), 3595467 (США). Эти патенты сводятся к тому, что к стенке оболочки герметичного баллона из термолластичного материала вокруг отверстия, выполнеинаго в стенке оболочки, приваривают .клапан, причем прилегающая к оболочке часть клапана также выполнена из термопластичного материала, поддающегося тепловой сварке. Известна установка для сварки заготовок герметичных .гибких баллонов из термопл:астично.го .материала, преимущественно для приварки 1клапанов к .пленке, содержащая смонтированные иа основании приводные .механизмы для подачи деталей в зону сварки и устройство для сварки контур.ных швов, содержащее вертикально установленный силовой цилиндр для возвратио-поступательного перемещения нагревательного элемента, закрепленнаги на его щтоке. Недостатком известной установки является ее малая производительность, так как операшш БЬфубки отверстия под установку клапана производится на другом, дополнительном оборудоиании. Также недостаточно высоко качество заготовок, получаемых на этой уста.нов;ке. Цель изобретения - повыщение производительности при одновременном улучшении качества получаемых заготовок. Предлагаемая установка снабжена штампом для проб.ивки отверстия в пленке под установку клапана, выполненным в виде закрепленной на основании установки .матрицы и вертикально подвижного пуансона, который жестко закреплен на штоке независимо управляемого дополнительного силового цилиндра, расположенного соосно с О.СНОВНЫМ силовым цилиндром и закрепленного на его корпусе со с;ороны, противоположной расположению нагревательного элемента, причем шток дополнительного силового цилиндра размещен в сквозном отверстии, выполненном в штоке основного силового цилиндра. На фи.г. 1 изображена описываемая установка, продольный разрез; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - схема установки для приварки клапанов с о.пределенным интервалом к движущейся полоске или листу; на фиг. 4 - разрез по Б-Б на фиг. 3; на фиг. 5 - модифицированный механизм для подачи клапанов в зону сварки, вид сверху. К оболочке 1 ус1ановки крепится клапан 2. В стенке 5 оболочки выполнено отверстие. По контуру отверстия приварен клапа,н в форме колпачка, имеющего периферический фланец. Открытым вводом оболочка скользит по матрице 4, которая имеет сквозное отверстие 5, соединенной патрубком 6 с любым всасывающим подводом. Матрица имеет на своем верхнем колце боковую перегородку 7 для точной центровки клапана в положении сварки. Клапаны подаются один за другим с достаточным интервалом времени через подающий канал 8, где они укладываются один за другим так, чтобы пересекать контур 9 ,по направляющим для достижения положения центровки, т. е. контактировать с прилегающей боковой перегородкой 7. Движение вдоль контура 9 обеспечивается толкателем 10, который сквозной щпилькой соединен с вилкообразной головкой рычага //, который связал щтоком 12 с пневматическим силовым цилиндром 13 двойного действия. Рычаг щарпирно крепится в гнезде 14 к .несущей конструкции установки. Корлус 15 установки соосно (размещается кад клапаном 2 и здерживается конструкцией; ол включает первый силовой цилиндр 16, внутри которого установлен порщень 17 двойного действия. Последний закреплен на пустотелом штоке 18, внутри которого установлена тяга 19 с я ар ез но и головкой. Пуансон 20 -навинчен на нижнюю часть головки тяги и застопорен на ней в коническом гнезде 21 щтока 18. При зажиме гайка 22 закручивается на верхней головке тяги 19. Шток скользит внутри поршня 23, подвижно установленного в цилиндре 24. Поршень 23 также двойного действия, он устанавливается со шпинделем 25, внутри которого скользит шток 18. , На нижнем конце шпиндель 25 имеет фланец 26, несущий теплоизоляторы 27 и нагревательный элемент 28, который нагревается электрическими сопротивлениями стержня, находящегося внутри фланца. Работает установка в следующем порядке. В начале работы в центре -боковой перегородки 7 клапа н 2 отсутствует. Оператор любыми известными способами прежде всего контролирует опускание иорщня 17, затем щтока 18 с пуансоном 20, который путем прохождения через контур верхней части отверстия 5 вызывает удаление маленького диска из стенки оболочки. Отделенный диск всасыванием удаляется через патрубок 6. Затем, после того, как пуансон 20 отодвинется в верхнее положение, подающее устройство подает клапан 2 в положение, показанное на фиг. 1, толкателем 10, управляемым силовым цилиндром 13 через рычаг 11, который занимает положение, показанное на фиг. 2 пунктирной линией. Порщень 23 опускается и своим сварочным устройствам прижимает периферический фланец кланана 2 к контуру отверстия в стенке оболочки, производя приварку клапана к стенке 3. Затем порщень 23 поднимается, готовая оболочка вручную убирается и заменяется другой оболочкой, на которой надо закрепить клапан. Цикл повторяется. Согласно фиг. 3-5 несущая конструкция 29 установки выполнена в виде сварных секций, образующих стол или стенд, на одной из сторон которых установлены два одинаковых кронщтейн.а 30, на удлиненных полукруговых гнездах 31 кронщтейны удерживают осевые щпильки 32 барабана 33 с полоской 34 материала, например, имеющей два (иди больще) жестко соединенных слоя, один ив которых является термопластичным .материалом (полиэтиленом). Полоска сначала проходит холостой ролик 35 на конде пары рычагов 36, щарнирно установленных по отношению кронщтейнов 37 на оси 38. На оси 39 закреплена тяга 40, проходящая через поворачивающуюся опору 41, на которой установлена накладная пружина 42, действующая на одной стороне против опоры 41, на другой - .против гайки, удерживающей тягу. Эта регулируемая накладная пружина .поджимает рыча-ги 36 в направлении стрелки В. Полоска 34 вдоль иути, показанного стрелками, проходит через холостой ролик 43, .который удерживается на кронщтейне 44, прикрепленном к стенду, передается роликом 45, установленным на наружном конце рычагов 36, а затем смещается роликом 46, закрепленным на кронщтейне 44, и передается на ролик 47, который также крепится на несущей конструкции установки. Затем полоска направляется к протягивающему узлу 48, включающему ролик 49, осевые щплинты которого удерживаются на подщипннках 50, нагруженных нажимными пружинами 51, причем к корпусу подшипника 50 прикреплен фотоэлемент 52. С целью протягивания полоски, ролик 49 взаимодействует с роли.ком 53, поддерживаемым стендом и на оси которого раз.мещетг зубчатки блок 54, который насажен на . Зубчатый ремень 55 охватывает этот блок и блок 56, который удерживается нижней передпей частью стола. Соосно с блоком 56 устаНавливается другой блок, который приводится в движение зубчатым ремнем 57, приводимым в движение блоком узла, состоящего из таких же двух соосных бло.ков 58. Эти два блока приводятся в движение малым зубчатым колесом 59 через электромагнитную муфту и обгонное приспособление (не показано), которое размещено зубчатым колесом 59 и узлом блока 58. Другой блок 58 в узле управляется через зубчатый ремень 60 и зубчатый блок 61, соосный с .другим блоком, который таким же способом, как и выще описано, управляет протягивающим узлом 62, идентичным узлу 48. Зубчатое колесо 59 находится в зацеплении с зубчатой рейкой 63, они образуют связывающую тягу кривощипно-щатунного механизма, кривошип 64 которого приводится в движение валом 65, установленным на выходе редуктора 66.
Через узел 67, включающий электромагнитлую муфту и тормоз (.не показаны), редуктор 6 связан с мотором 68. Когда муфта включена, тормоз не включается, и наоборот. Связывающая тяга может устаиавливаться в любом желаемом положении кривошипа 64, для этой цели последний имеет удлиненное отверстие или щель 69, вдоль .которых может быть подвинуто и застопорено сочленение рейки
63.
Идентичные узлы 70 устанавливаются между двумя протягивающими узламл 48 и 62 и предназначены для пробивки отверстия в необходимом -месте полоски и П:рив,аривания поддающихся тепловой сварке клапанов по периметру отверстия. Каждый из узлов 70 имеет механизм для лодачи одного клапана за время меньщее, чем необходимо для срабатывания второго узла 70.
На выходе из протягивающего узла 62 полоска 34 проходит вокруг ролика 71, смонтированного на рычаге 72, который шарнирно установлен .на столе да оси 73, причем на конце рычага 72 закреплен микровыключатель 74. Затем полоска перемещается роликом 75, подВ.ИЖ-НО установленным на раме 76, которая крепится к столу, проходит на другой ролик 77, закрепленный на конце рычага 72, и смещается роликом 75. Наконец, через комплект роликов или цилиндров 78 полоска подается ниже стола к выходу из установки, где она отводится на формовочную и наполняющую машину, превращающую полоок) в трубчатое тело и в комплект баллонов. Машина, перегородив и отделив от трубчатого тела баллоны, сваривает и наполняет завешенным (отмеренным) количеством продукта, н,апр.И|Мер кофе. Та.кие мащины известны и требуют ритмичной подачи полоски, но снабжены приспособлениями, отличающимися от тех, которые используются для подачи полоски в описанной машине,.
Ко.МПенсациЯ меж.ду двумя разллЧНЫМИ размерами подачи обеспечивается установкой резервного устройства, состоящего из рычага 72 и роликов 71 и 77. Когда для формовочной и .наполняющей машины требуется подача полоски, рычаг 72 двигается из положения, показанного пунктирной линией, в положение, обсзначенное основной линией. Во время интервала машина, согласно изобретению, должна находиться в стационарном положении, т. е. полоска должна быть постоянно направлена вверх но движению узла 62. И наоборот, если формовочная и наполняющая машнна не требует подачи, полоска, сходящая с узла 62, накапливается между роликами 75 и 77, микровы.ключателем 74 и роллком 71, так как рычаг 72 движется вн.из в положение, показанное пунктирной линией.
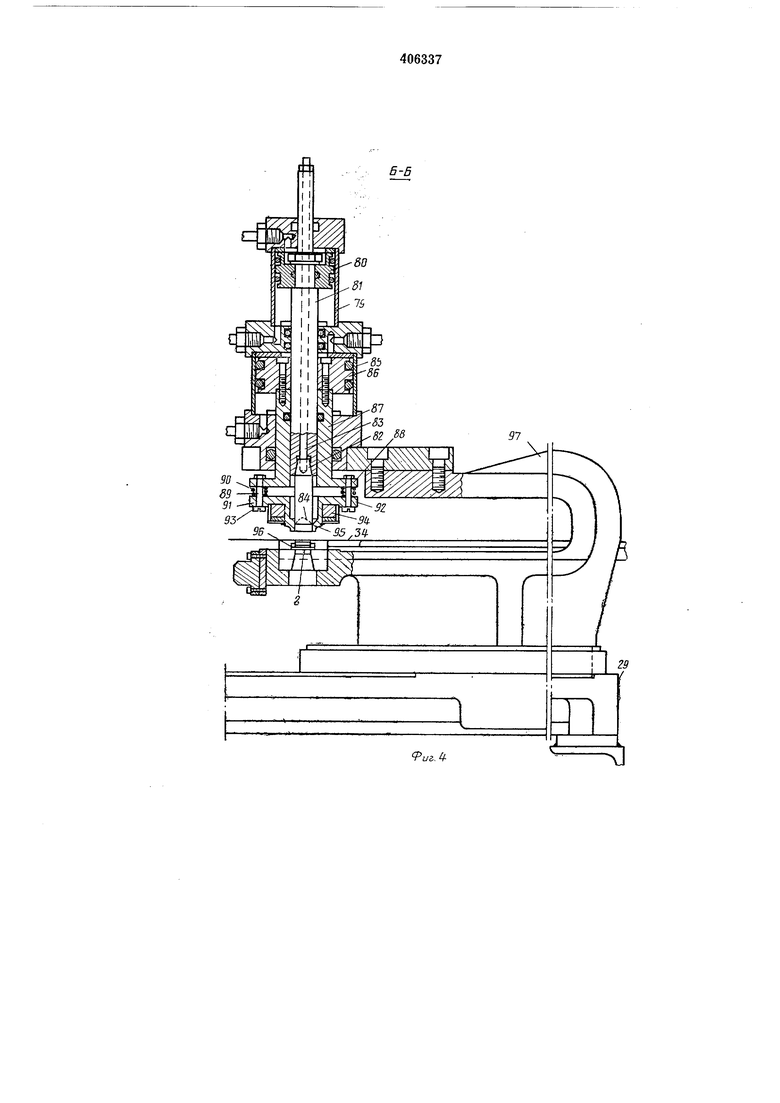
Узлы 70 содержат пневматический цилиндр 79 двойного действия (фиг. 4), в котором устаиовлен порщень 80 со штоко,м 81, пуансон 82 удерживается резьбовой тягой 85, нижняя часть пуансона имеет зенковку 84, благодаря
которой на конце пуансона образована острая кромка.
Опускание поршня 80 вызывает установку пуансона 82 напротив полоски 34, таким образом пробивается в ней отверстие. Узел 70 содержит другой пневматический цилиндр 55, соосный С цилиндром 75 двойного действия. Внутри цилиндра 55 устанавливается поршень 86, который связан с трубчатьвм штоком 87, внутри которого скользит шток 8/. Нижний конец штока 87 выполнен с фланцем 55. На фланце установлены шпильки 89 с резьбой, вокруг каждой из которых намотаны нажимные пружины 90. Шпильки 59 проходят через отверстия 91 во .фланце сварочной головкн 92, поддерживая ее головками 93 шпилек 89. Головка 92 соосна с пуансоном 82, имеющим центральное отверстие. Но периметру этого отверстия размещается сопротивление электронагревателя 94. Нижний -конец головки 92 заканчивается уменьшающимся или утоненным клином 95, средний диаметр которого соответствует фланцу 96 клапана 2.
Клапан может быть передвинут подающим устройством в необходимое положение, соответствующее прощтампованному отверстию. Узел 70 поддерживается кронштейнами 97 на несущей конструкции установки.
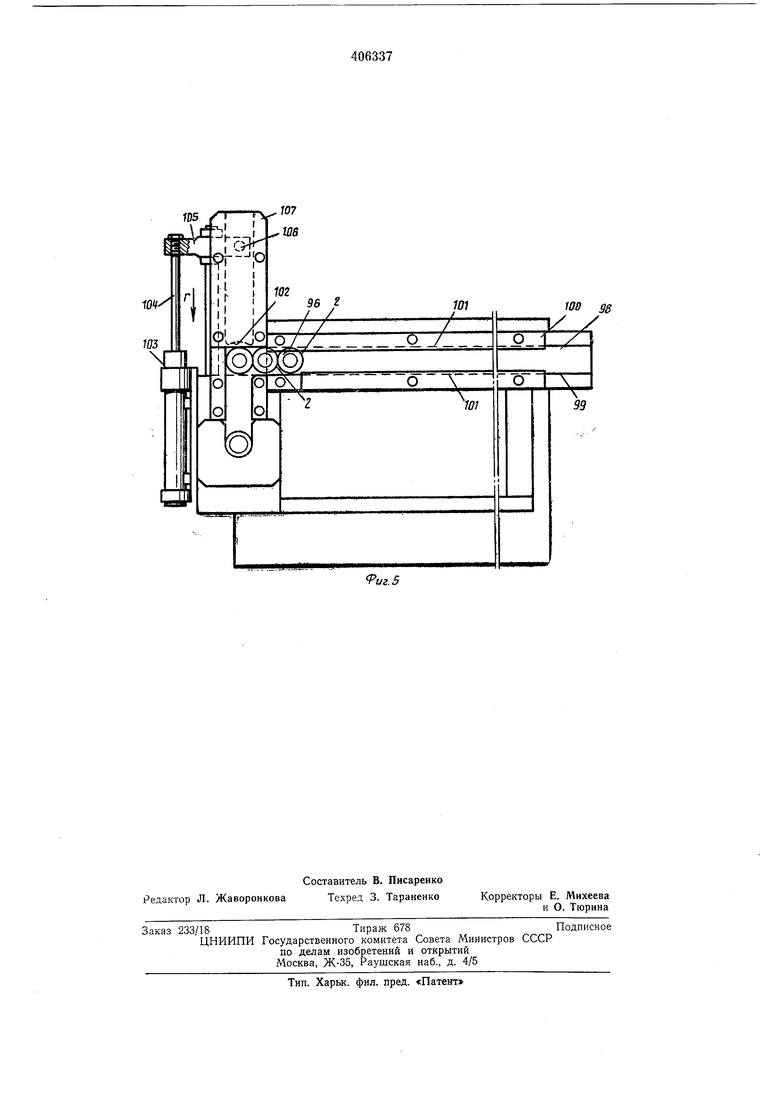
Механизм для подачи клапанов в золу сварки (ф,иг. 5) содержит желоб 98 с боковыми стенками 99 и направляющими 100, образованными из полосок, закрепленных на стенках 99 для обеспечения двух шлицев 101, внутри которых размещены диаметрально противоположными концами фланцы 96 клапана 2.
На конце желоба 98 устанавливается каретка 102, которая возвратно-поступательно приводится в движение цилиндром 103 двойного действия, шток J04 которого связан через кронштейн 105 со шп.илькой 106. Шпилька прикреплена к каретке 102, последняя движется в направляющих 107. Когда шток 104 цилиндра 103 передвигается в направлеиии стрелки -Г, первый .клапан передается в центрирующий блок, под пуансон 52 и сварочную головку 92.
Рычаг 72 находится в опущенном состоянии, показанном пунктирной линией, для работы формовочной и наполняющей машины необходима подача полоски 34. В этом случае рычаг 72 вращается вокруг оси 73 и поднимается до роликов 71 и 77. Описав определенный угол и достигнув своего хода, рычаг 72 действует на (М-икровыключатель 74. Включаются мотор 68 и электромагнитная муфта, а тормоз, встроенный в узел 67, выключается, в то же время редуктор 66 вращает кривошип на полные 360°. Когда шпилька сочленения соприкасается с микровыключателем, т. е. .во время запуска, электромагнитная муфта рассоединяется -и одновременно срабатывает тормоз узла 67.
Как только шпилька сочленения приблизительно проходит первые 180°, электромаг7нитная 1муфта соединяет .рабочее колесо 59 с Протятивающими узлами 48 и 62, которые начинают работать, я полоска 34 подается на апределенную длину. Фотоэлемент 52, например, такой, как прик1репленный к подшиини-5 кам 50 .протягивающего узла 48, улавливает (регистрирует) прорези или отметки, отпечатан.ные на полоске через достаточные интервалы. Помимо улавливания этих прорезей, фотоэлемент 52 действует на электромагнит-10 ную муфту, механически связанную через рабочее колесо 59 с узлом блока 58, таким образом полоска 34 будет останавливаться, даже если щлилька не достигнет внешней мертвой точки, где установлен микровы клю-15 чатель. Так как щпилька поворачивается еще на 180°, рейка 63 механически ,не связана с узлом блока 58, потому что конструкция предусматривает установку обгонной муфты. При достижении положения 180° щпилька20 сочленения действует .на установленный в этом месте микровыключатель, который в свою очередь действует на узлы 70, так что мотор, И1меющий кулачковый вал, -кулачо к которого действует с задаяной последовательностью,25 приводит в работу пневматические порщни 80, 86 и цилиндр 103 в узлах 70. Последовательность операций следующая. Первоначально поршень 80 опускается и устанавливается «а отверстии в полоске 34,30 острая часть лроходит через отверстие в матрице. Затем вступает в работу цилиндр 103 и подает клапан 2 « .центрирующему блоку, а затем отодвигается назад в первоначальное положение. Наконец, вступает в работу пор-35 шень 86, клин 95 головки 92 устанавливается напротив полоски 34 вокруг отверстий и фланца 96 клапана 2, производится сварка. Затем сварочная головка поднимается. Таким образом клапаны закрепляются на полоске в двух40 8 или более местах в зависимости от количества узлов 70. Работа узлов 70 прекращается, Когда шпилька сочленения находится в первоначальном положении, электромагнитная ьмуфта, входящая в узел 67, рассоединяется, включается тормоз, и установка занимает свое преж.нее положение. Предлагаемая установка может иопользоваться в .комбинации с .формовочными и наполняющими машинами. Предмет .изобретения Установка для сварки заготовок герметичных тибких баллонов из терма:пластично.го материала, преи1мущественно для приварки клапанов к пленке, содержащая смоитированные на основании приводные механизмы для подачи деталей в зону сварки и устройство для сварки контурных щвов, содержащее вбртикально установленный силовой цилиндр для возвратно-поступательного перемещения на)гревательного элемента, закрепленного на его щтоке, отличающаяся , что, с целью повыщения производительности при одновременном улучщении качества получ.аемых заготовок, она снабжена щтам1пом для пробивки отверстия в пленке под установку клапана, выполненным в виде закрепленной на основании установки 1.матрицы и вертикально подвижного пуансона, который жестко закреплен .на щтоке независимо управляемого дополнительного силового цилиндра, расположенного соосно с основным силовым цилиндром и закрепленного на его корпусе со стороны, противоположной расположению иагревательного элемента, причем шток дополнительного силового цилиндра размещен в сквозном отверстии, выполненном в штоке основного силового цилиндра.
.Z
Б-Б
иг,Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки цилиндрическихиздЕлий | 1977 |
|
SU848109A1 |
| Система аварийных баллонетов вертолета | 2021 |
|
RU2767566C1 |
| ВИБРОПРЕСС И СПОСОБ ВИБРОПРЕССОВАНИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2007 |
|
RU2353514C1 |
| Устройство для изготовления упаковочных коробок | 1974 |
|
SU662000A3 |
| Веломобиль с пневмоаккумуляторным приводом | 1988 |
|
SU1717471A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Устройство для автоматического и полуавтоматического раскрытия парашюта | 1940 |
|
SU63172A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Устройство для изготовления упрочненных пружин | 1976 |
|
SU751480A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ РАЗМЕРОВ БАЛЛОНОВ ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1971 |
|
SU296173A1 |