1
Изобретение относится к обработке металлов давлением, а именно к способам изготовления деталей типа cTai aнов с переменной толщиной стенки и фланцем.
Известен способ изготовления деталей типа са аканов с переменной толщиной стенки и фланцем, включающий операции обратного и прямого выдавливания заготовки из ступенчатой матрицы Cl1.
Недостатком данного способа является низкая стойкость штампового инструмента, а именно пуансона, на второй операции выдавливания из-за значительной его высоты, при которой возможна потеря устойчивос,ти.
Цель изобретения - повышение стойкости штапового инструмента.
Поставленная цель достигается тем, что в способе, включающем операции обратного и прямого выдавливания заготовки из ступенчатой матрицы, вначале обратным выдавливанием формуют фланцевую часть детали с наружным диаметром меньше требуе-. мого, а затем осуществляют окончательное формование донной части детёши и формирование фланца путем
раздачи полученного полуфабриката цилиндрическим.пуансоном по внутреннему диаииетру и последующего деформирования его торцовой части путем прямого вьэдавливания.
На фиг. 1 показана начальная стадия деформирования заготовки, на фиг. 2-конечная стадия.
Заготовку 1 осаживают для удале0ния окалины. Осаженную заготовку укладывают в матрицу 2 (фиг. 1), полость которой выполнена ступенчатой. При движении пуансо а 3 вниз последний производит выдйлчливанйе отверстия
5 постоянного диаметра и образование утолщения 1 а , диметр которого меньше максимального дис1ме1 ра фланца изделия. Съем полуфабриката с пуансона 3 осуществляется съемником 4,
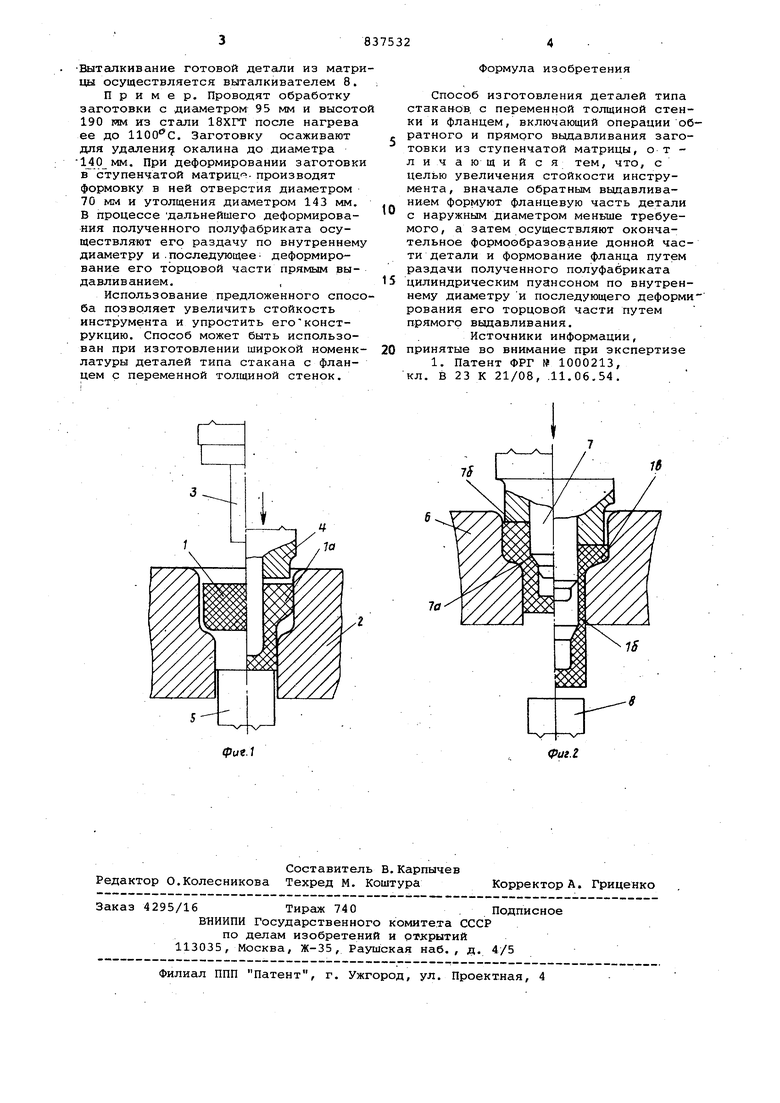
0 аудаление его из матрицы 2 при помощи выталкивателя 5. После этого полуфабрикат укладывают в матрицу 6 (фиг. 2), полость которой также выполнена ступенчатой.
5
При движении пуансона 7 вниз его конический участок 7 а осуществляет раздачу утолщения 1 а до максимгшьного размера, а торец 7 б производит выдавливание тонкостенной части цетали 1 б и оформление фланца 1.
0
Выталкивание готовой детали из матрицы осуществляется выталкивателем 8.
Пример, Проводят обработку заготовки с диаметром 95 мм и высото 190 им из стали 18ХГТ после нагрева ее до . Заготовку осаживают для удалени) окалина до диаметра . При деформировании заготовки в ступенчатой матриц - производят формовку в ней отверстия диаметром 70 мм и утолщения диаметром 143 мм. В процессе дальнейшего деформирования полученного полуфабриката осуществляют его раздачу по внутреннему диаметру и.последующее деформирование его торцовой части прямым выдавливанием.,
Использование предложенного способа позволяет увеличить стойкость инструмента и упростить егоконструкцию. Способ может быть использован при изготовлении широкой номенклатуры деталей типа стакана с фланцем с переменной толщиной стенок.
70
фиг.1
Формула изобретения
Способ изготовления деталей типа стаканов, с переменной толщиной стенки и фланцем, включающий операции обратного и прямого выдавливания заготовки из ступенчатой матрицы, отличающийся тем, что, с целью увеличения стойкости инструмента, вначале обратным выдавливанием формуют фланцевую часть детали с наружным диаметром меньше требуемого, а затем осуществляют окончательное формообразование донной части детали и формование фланца путем раздачи полученного полуфабриката цилиндрическим пуансоном по внутреннему диаметру и последующего деформирования его торцовой части путем прямого вьщавливания.
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ I 1000213, кл. В 23 К 21/08, .11.06,54.
16
7S
фаг.2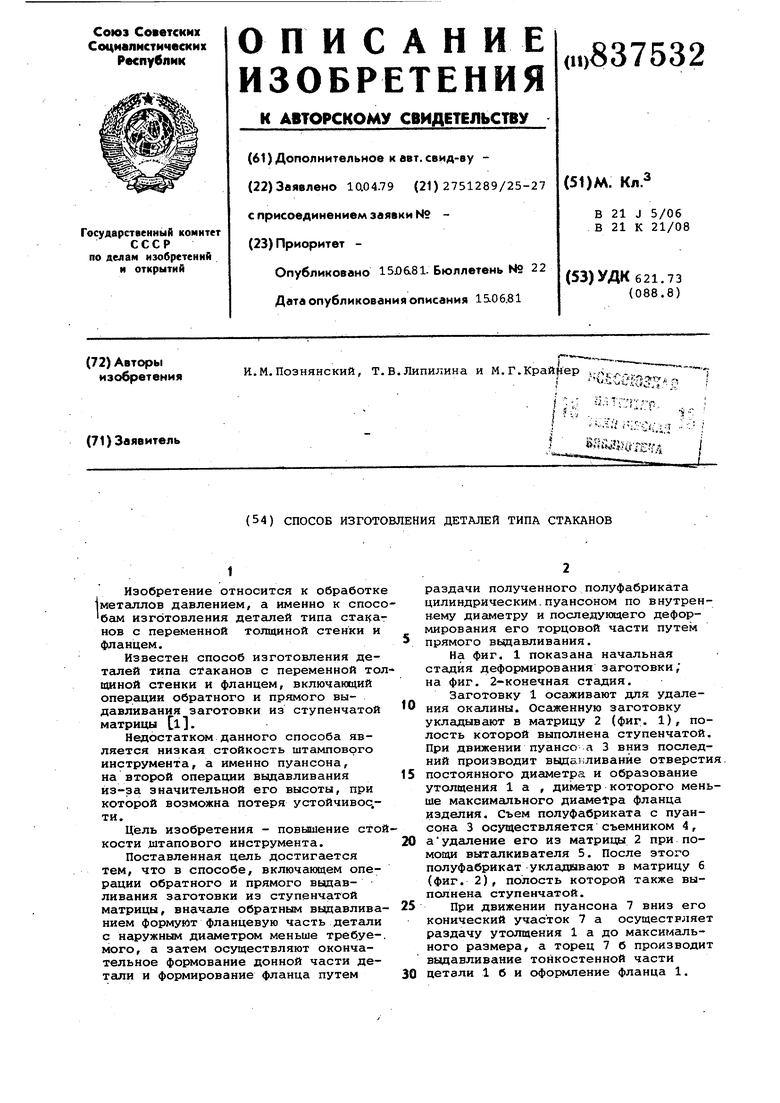
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2002 |
|
RU2217262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
