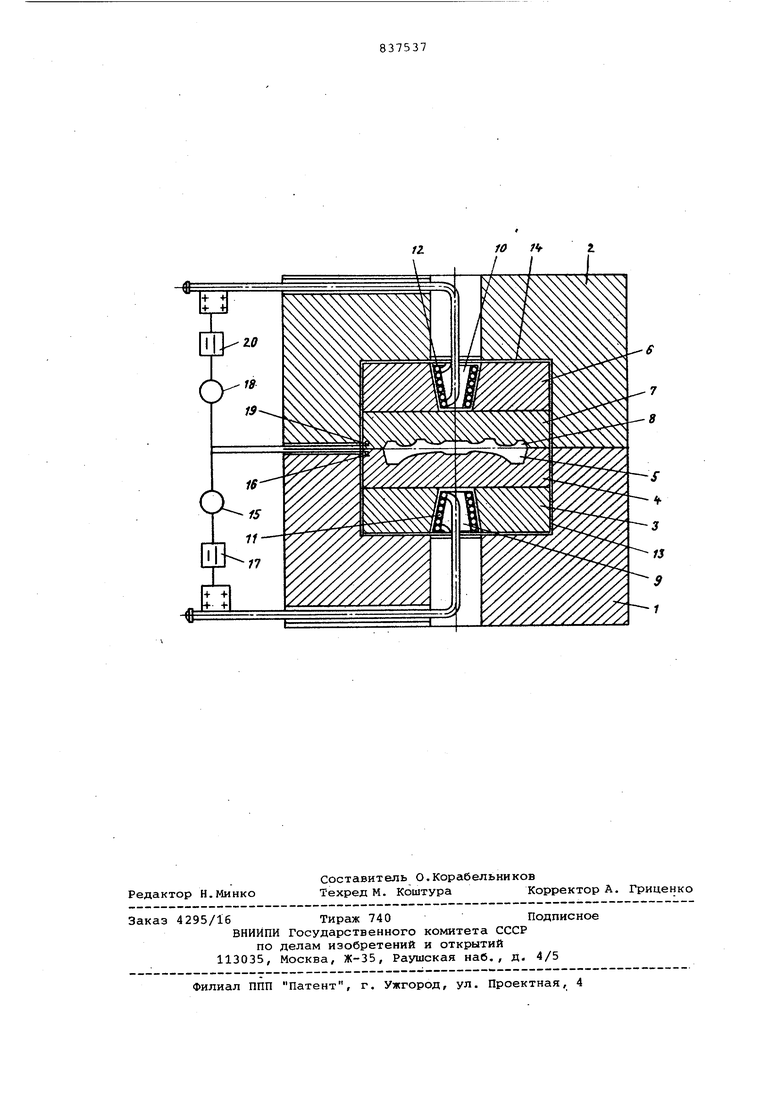
(54) ШТАМП ДЛЯ ГОРЯЧЕЙ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ коническое отверстие, а спираль нагр вателя расположена в этом отверстии. На чертеже изображен штамп, общий вид. Штамп содержит штамподержатель, состоящий из нижней 1 и верхней 2 половин. В нижней половине 1 штамподержателя смонтированы последова-тельно размещенные нижний подкладной диск 3 и нижняя рабочая вставка 4 с графюрой 5, а в верхней половине 2 верхний подкладной диск 6 и верхняя рабочая вставка 7 с гравюрой 8. Гравюры 5 и 8 вставок 4 и 7 при смыкании образуют контур, соответствующий конфигурации штс1мпуемого изделия Половины 1 и 2 штамподержателя выполнены из обычной штамповой стали, а диски 3 и 6 .вставки 4 и 7 - из высокожаропрочного материала. Ьодкладные диски 3 и б снабжены сквозными полостями 9 и 10, в первой из которык установлен кольцевой многовитко вый индукционный нагреватель 11, а во второй - аналогичный нагреватель 12. Каждый из нагревателей выполнен в виде усеченного конуса, обращенного своей вершиной в сторон вставки, и в поперечном сечении пред ставляет собой полую медную трубу, охлаждаемую охладителем, например водой. Полости 9 и 10 дисков 3 и 6 имеют фориу, идентичную форме нагре вателей 11 к 12. Между нижней полов ной 1 штамподержателя и диском 3 смонтирована теплоизолирующая прокл ка, 13, а между верхней-половиной 2 и диском б - теплоизолирующая прокладка 14. В качестве материала про кладок 13 и 14 выбрано, например, каолиновое волокно. Нагреватель 11 через .реле 15, которое связано с термопарой 16, вм тирозанной в нижнюю вставку 4, соединен с источником 17 питания, а нагреватель 12 через реле 1 связанное с термопарой 19, которая Бмонтирована в верхнюю вставку 7, с источником 20-питания. Штамп работает следующим образом Перед началом работы его устанав ливают на штамповочном прессе (или молоте). Включением источников 17 и 20 питания подают напряжение на нагреватели 11 и 12, которые начина нагревать подкладные диски 3 и 6 и рабо ие вставки 4 и 7. При этом нагрев вставок 4 и 7, т.е. инструмент осуществляется как-вихревыми токами создаваемыми в индукционных нагревателях, так и путем теплопроводнос ти от поверхностей подкладных диско Как только температура вставок достигвет требуемой величины, которую зафиксируют термопары 16 и 19, реле 15 и 18 отключат источники питания. Штамп готов к работе. В гравюру 5 нижней рабочей вставки 4 укладывают нагретую до температуры штамповки заготовку и начинают ее штамповку. При понижении температуры вставок 4 и 7 реле 15 и 18 снова включают источники питания и нагреватели 11 и 12, опять нагревают вставки до нужной температуры, которая таким образом поддерживается в .течение всего процесса штамповки изделий. При выполнении индукционных нагревателей в виде усеченного конуса и установке их в подкладных дисках в непосредственной близости от рабочих вставок обеспечивается возможность создания теплового поля, направленного в сторону вставок и позволяющего нагревать гравюры равномерно, без температурного перепада по сечению, что повышает качество изделий. При этом сокращается время на разогрев вставок, становится возможным использовать электрический ток промышленной частоты. В связи с наличием теплоизолирующих прокладок между подкладными дисками и штамподержателем последний не воспринимает таких высоких температур, которые могли бы привести к его повреждениям, что повышает срок службы штампа и других узлов штамповочного оборудования. Формула изобретения 1.Штамп для горячей изотермической штамповки, содержащий опорные плиты и деформирующий инструмент, состоящий из двух половин, в каждой из которых выполнена гравюра и смонтирован соосно с ней индукционный нагреватель в виде спирали, отличающийся тем, что, с целью повышения качества штамповочных изделий и стойкости штампа путем создания направленного теплового поля, спираль нагревателя размещена у опорного торца половины инструмента и выполнена в форме обращенного меньшим основанием в сторону гравюры усеченного конуса, наибольший диаметр которого не превышает максимальный размер гравюры в плане. 2.Штамп по п.1, отличающий с я тем, что в каждой из опорных плит выполнено сквозное коническое отверстие, а спираль нагревателя расположена в этом отверстии. Источники информации, принятые во внимание при экспертизе 1. Фиглин С.З. и др. Изотермическое деформирование металлов. М., машиностроение, 1978, с. 36-38, рис.,16.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изотермической штамповки | 1987 |
|
SU1524961A1 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ | 2011 |
|
RU2464120C1 |
| БЛОК НАГРЕВА ШТАМПОВ ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2464172C1 |
| Штамп для горячего деформирования малопластичных металлов и сплавов | 1984 |
|
SU1292891A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1127680A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ГОРЯЧЕЙ ШТАМПОВКОЙ НА ПРЕССАХ | 2010 |
|
RU2429934C1 |
| Инструментальный узел устройства для изотермической штамповки | 1982 |
|
SU1106572A1 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2475329C1 |