Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке для изотермического деформирования малонластичных металлов сплавов, и может быть использовано для их деформирования в состоянии сверхпластичности.
Цель изобретения - повышение точности получаемых деталей, стойкости инструмента и снижение энергозатрат.
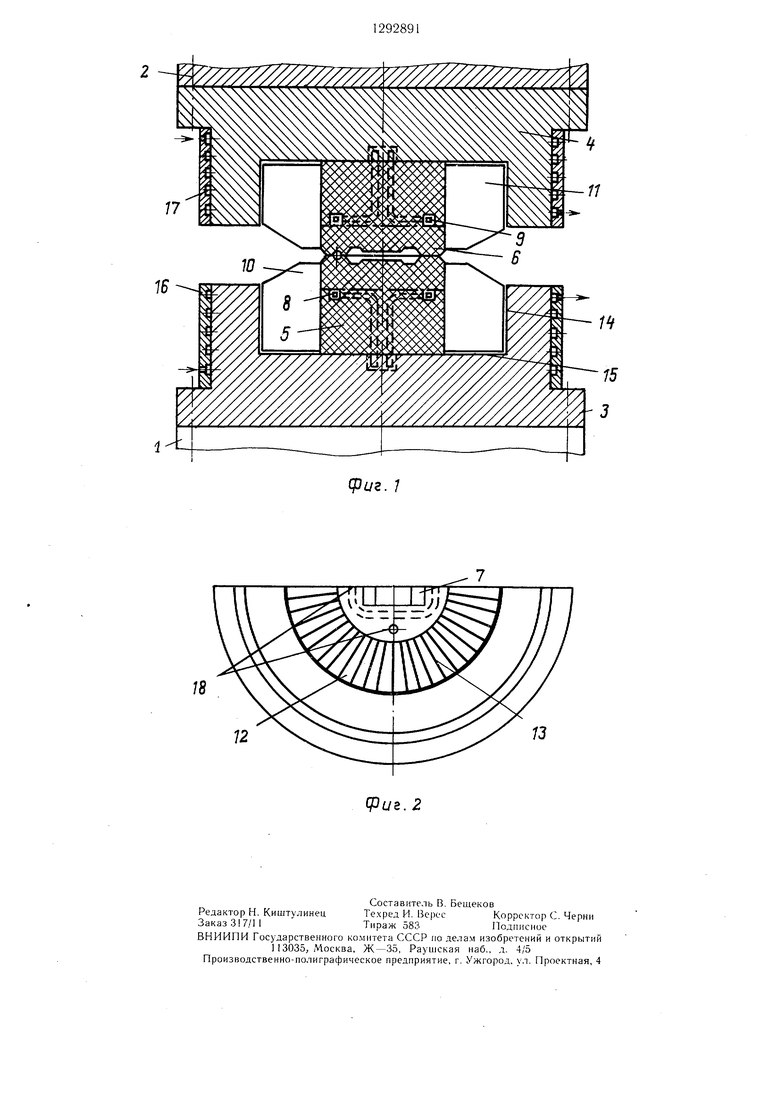
На фиг. 1 изображен штамп, обший вид; на фиг. 2 - то же, поперечное сечение.
Штамп для горячего деформирования малопластичных металлов и сплавов содержит опорные плиты 1 л 2, штамподержатели 3 и 4, штамповые вставки 5 и 6 с гравюрой 7, индукторы (индукционные нагреватели) 8 и 9, магнитопроводы 10 и 11, составленные из секторных клиньев 12 и электроизо- лируюш,их прокладок 13-15. Штамподержатели выполнены с рубашками 16 и 17 водяного охлаждения. Совпадение гравюр штамповых вставок при монтаже обеспечивается фиксаторами 18 (например,двумя шариками).
Штамповые вставки 5 и 6 изготавливаются из жаропрочного диэлектрического материала с высоким , значением относи- тельной диэлектрической проницаемости, с низкой теплопроводностью и с .малым значением тангенса угла диэлектрических потерь в переменном электрическом поле, например из керамики на основе нитрида кремния, получаемой посредством прессования порошка с последующим изостатическим спеканием заготовки в среде азота. Так, при использовании порошка состава, вёс.% 95, Y2.O:5 5, после гидростатического спрессовывания его под давление.м 1000 МПа и изостатического спекания в среде азота под давлением 200 МПа и температуре 2000°С с вудержкой 1 ч прочность на изгиб при 1300°С составляет 35 кг/мм . Тангенс угла диэлектрических потерь 0,02, коэффициент теплопроводности 20 ;Вт/м-град (20°С), относительная диэлектрическая проницаемость 9,4.
В качестве электроизолируюш,их прокладок 13-15 целесообразно применить пластины слюды «Биотит.
Штамп работает следующим образом.
После размещения заготовки в гравюре 7 нижней штамповой вставки 5 посредством перемещения плунжера пресса, на котором установлен штамп, сближают штам
0
5
5 40
0
5
45
повые вставки 5 и б и включают индукционные нагреватели 8 и 9. При достижении заданной температуры заготовки включают рабочий ход пресса с требуемой для осуществления процесса деформирования скоростью (в том числе переменной). После включения индукционных нагревателей под воздействие.м высокочастотного электрического поля секторные юпинья 12 разогре- ваЕотся и к моменту осуществления процесса деформирования за счет их термического удлинения сжимают керамичесие штамповые вставки, обеспечивая их внешнюю квазигидростатическую поддержку. При этом по внешнему радиусу секторные клинья опираются на водоохлаждаемые штам- подержатели 3 и 4. После завершения процесса деформирования и выключения индукционных нагревателей штамп раскрывают и извлекают отштампованную заготовку.
Ограничение значения коэффициента теплопроводности материала штамповых вставок более 60 Вт/м-град связано с необходимостью ограничения отвода тепла от штампуемой заготовки для предотвращения подстуживания ее поверхностных слоев. Ограничение значения тангенса угла диэлектрических потерь более 0,05 связано с необходимостью предотвращения нагрева штамповых вставок от индукционных нагревателей до высоких температур и непосредственно связано с увеличением энергозатрат.
Формула изобретения
Штамп для горячего деформирования малопластичных металлов и сплавов, содержащий опорные плиты, щтaмпoдepжaтev и, штамновые вставки, индукционные нагреватели и магнитопроводы, отличающийся тем, что, с целью повышения точности получаемых изделий и снижения энергозатрат, штамповые вставки выполнены из диэлектрического материала с тангенсом угла диэлектрических потерь в пере.менном электрическом поле не более 0,05 и с коэффициентом теплопроводности не более 60 Вт/м.град, в штамподержателе выполнена кольцевая замкнутая полость, а маг- нитопровод выполнен в виде изолированных между собой секторных элементов и раз- меш,ен в упомянутой полости.
Cpus. 7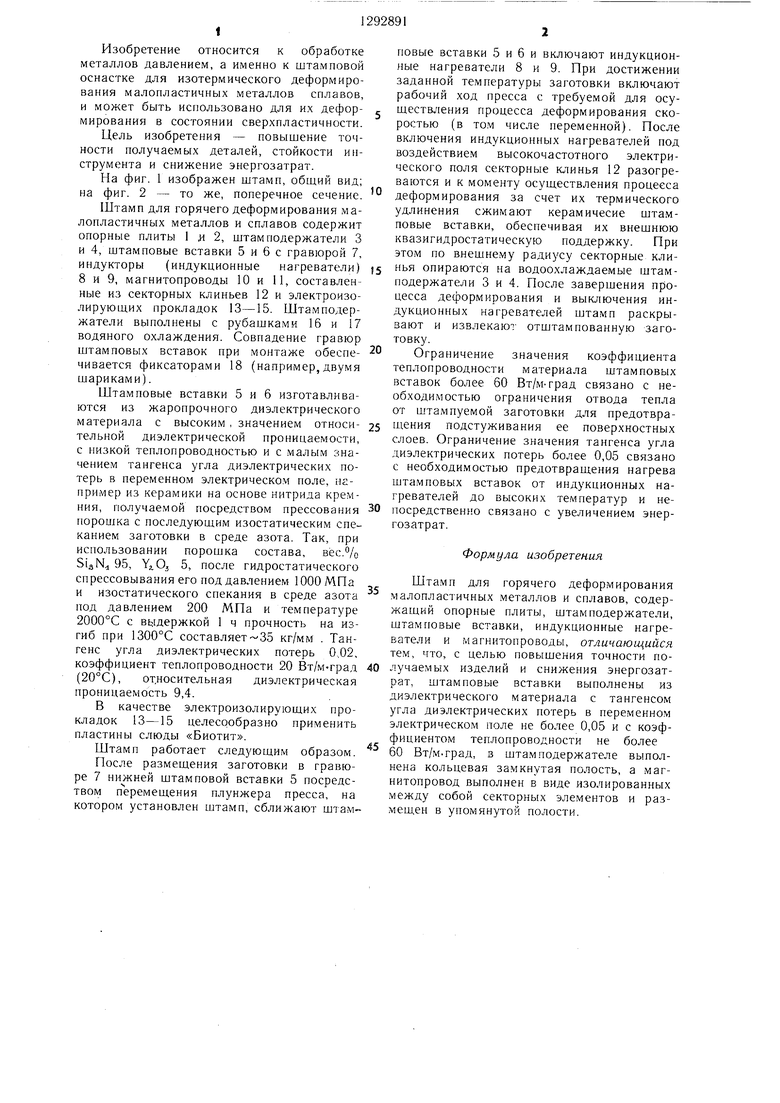
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальный узел устройства для изотермической штамповки | 1982 |
|
SU1106572A1 |
| Штамп для горячей изотермическойшТАМпОВКи | 1979 |
|
SU837537A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1127680A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ | 2011 |
|
RU2464120C1 |
| Штамп для изотермической штамповки | 1987 |
|
SU1524961A1 |
| БЛОК НАГРЕВА ШТАМПОВ ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2464172C1 |
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ГОРЯЧЕЙ ШТАМПОВКОЙ НА ПРЕССАХ | 2010 |
|
RU2429934C1 |
| Штамп для изотермической штамповки | 1980 |
|
SU899214A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изотермической штамповке малопластичных металлов и сплавов в режиме сверхпластичности. Устройство позволяет повысить точность изделий, стойкость инструмента и снизить энергозатраты процесса штамповки за счет того, что штам- повые вставки выполнены из диэлектрического материала, а магнитопрсвод изготовлен в виде изолированных секторных элементов. Штамповые вставки могут быть изготовлены из керамики на основе нитрида кремния, получаемой прессованием порошка с последующим спеканием заготовки в среде азота. 2 ил. to со ю 00 ;о
72
13
Фае.2
| Патент США № 3698219, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
