1п
Т1зобретение отностся к станкостроению и может быть использовано для расточных станков, преимущественно с программным управлением.
Известно устройство, содержащее пла1 шайбу, суппорт с приводом перемещения, устройство отсчета перемещений суппорта, механизм зажима суппорта, блок программного управления. Измерительный преобразователь величины перемещения суппорта установлен на щпиндельной бабке станка и связан с суппортом частью силовой кинематической цепи привода перемещения суппорта. Установка резца на заданный размер и отсчет величины перемещения суппорта производится автоматически 1.
Недостатком данного устройства является невысокаяпроизводительность при расточке глубоких отверстий большого и среднего диаметра, особенно точных отверстий, имеющих ступенчатую форму с увеличивающимся по ходу отверстия диаметром. Это происходит ввиду наличия ручного зажима радиального cynnopta в процессе обработки отверстий.
Цель изобре.епия - повышение производительности расточки точных отверстий ступенчатой формы.
Поставленная цель достигается тем, что шпиндельный узел снабжен пр1тводом зажима суппорта, вьтолненным в виде распределителя, соединенного .с установленной внутри шпинделя трубой и механизмом зажима суппорта, причем привод зажима взаимодействует с блоком программного управления посредством устройства отсчета перемещений, датчик которого установлен на планшайбе и кинематически связан с механизмом радиального перемещения.
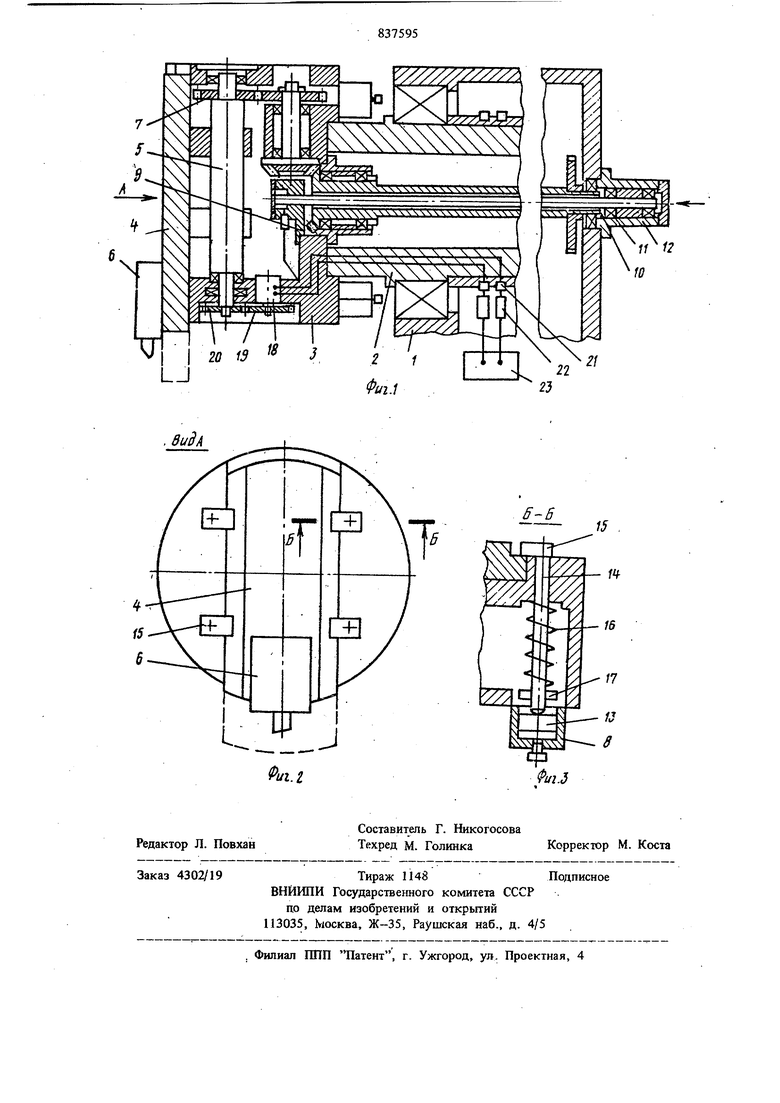
На фиг. 1 изображен Ц1Ш1нд,ельный узел, общий-вид, продольный разрез; на фиг. 2 - вид А на фиг. I, на фиг. 3 - разрез Б-Б на фиг. 2...
Шпиндельный узел содержит корпус 1 шпиндельной бабки, установленный в нем итиндель 2. Шпиндельный узел состоит из установленного на подишпниках в корпусе 1 итиндельной бабки шпинделя 2, на торце которого смонтирована планшайба 3. На направляющих планиийбы подвижно установлен суппорт 4, кинематически связанный с шариковым винтом 5. На радиальном суппорте закреплена оправка 6. На одном конце винта 5 смонтировано зубчатое колесо 7, сцепленное с колесом редуктора привода подачи (на чертеже не показано).
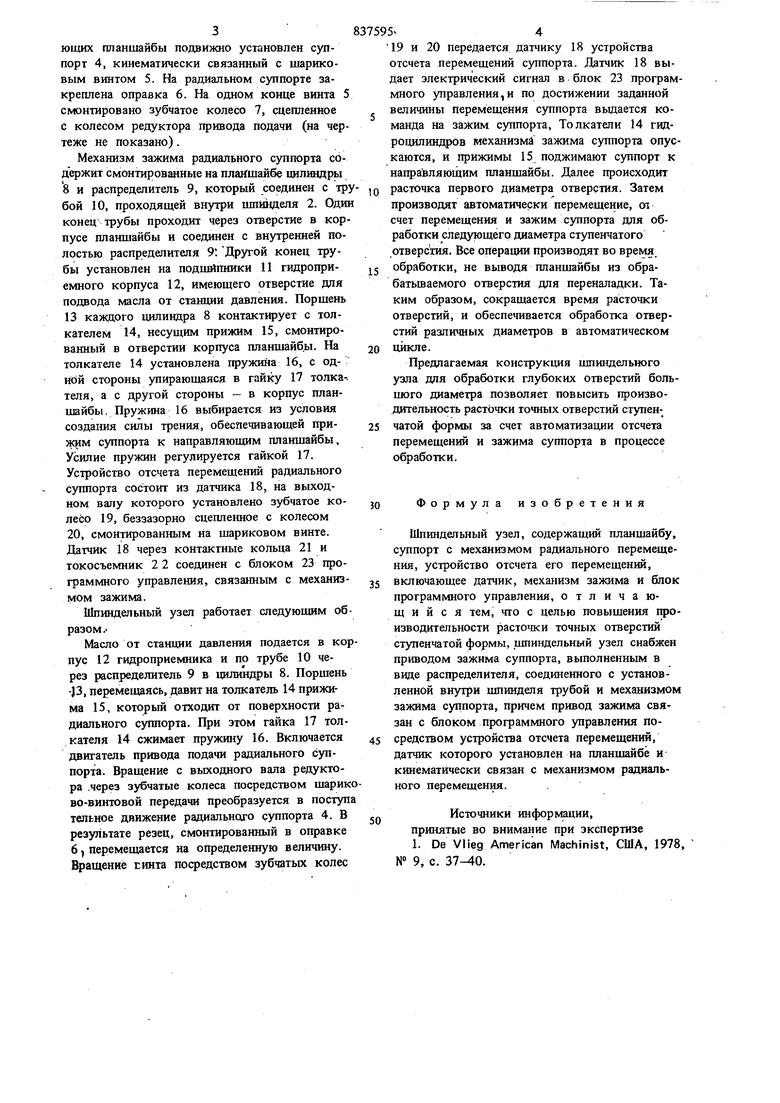
Механизм зажима радиального суппорта содержит смонтированные на планшайбе цилиндры 8 и распределитель 9, который соединен с трубой 10, проходящей внутри шпй вделя 2. Один конец трубы проходит через отверстие в корпусе планшайбы и соединен с внутренней полостью распределителя 9: Другой конец трубы установлен на подшипники 11 гидроприемного корпуса 12, имеюшего отверстие для подвода масла от станции давления. Поршень 13 каждого цилиндра 8 контактирует с толкателем 14, несушим прижим 15, смонтированный в отверстии корпуса планшайбьь На толкателе 14 установлена пружина 16, с одной стороны упирающаяся в гайку 17 толка-, теля, а с другой стороны - в корпус планшайбы. Пружина 16 выбирается из условия создания силы трения, обеспечивающей прижим суппорта к направляющим планшайбы. Усилие пружин регулируется гайкой 17. Устройство отсчета перемещений радиального суппорта состоит из датчика 18, на выходном валу которого установлено зубчатое колесо 19, беззазорно сцепленное с колесом 20, смонтированным на шариковом винте. Датчик 18 через контактные кольца 21 и токосъемник 2 2 соединен с блоком 23 программного управления, связанным с механизмом зажима.
Шпиндельный узел работает следующим образом.
Масло от станции давления подается в корпус 12 гидроприемника и по трубе 10 через распределитель 9 в цилиндры 8. Поршень J3, перемещаясь, давит на толкатель 14 прижима 15, который отходит от поверхности радиального суппорта. При этом гайка 17 толкателя 14 сжимает пружину 16. Включается двигатель привода подачи радиального суппорта. Вращение с выходного вала редуктора .через зубчатые колеса посредством шарикво-винтовой передачи преобразуется в поступ тельное движение радиального суппорта 4. В результате резец, смонтированный в оправке 6, перемещается на определенную величину. Вращение пинта посредством зубчатых колес
19 и 20 передается датчику 18 устройства отсчета перемещений суппорта. Датчик 18 выдает электрический сигнал в блок 23 программного управления, и по достижении заданной величины перемещения суппорта выдается команда на зажим суппорта. Толкатели 14 гидроцилиндров механизма зажима суппорта опускаются, и прижимы 15 поджимают суппорт к направляю1Цим планщайбы. Далее происходит
расточка первого диаметра отверстия. Затем производят автоматически перемещение, от счет перемещения и зажим суппорта для обработки следующего диаметра ступенчатого отверстия. Все операции производят во время
обработки, не выводя планшайбы из обрабатьшаемого отверстия для переналадки. Таким образом, сокращается время расточки отверстий, и обеспешвается обработка отверстий различных диаметров в автоматическом
Ц1«кле.
Предлагаемая конструкция шпиндельного узла для обработки глубоких отверстий большого диаметра позволяет повысить производительность расточки точных отверстий ступенчатой формы за счет автоматизации отсчета перемещений и зажима суппорта в процессе обработки.
Формула изобретения
Шпиндельный узел, содержащий планшайбу, суппорт с механизмом радиального перемещения, устройство отсчета его перемещений,
включающее датчик, механизм зажима и блок программного управления, отличающийся тем, что с целью повыщения производительности расточки точных отверстий ступенчатой формы, шпиндельный узел снабжен приводом зажима суппорта, вьшолненным в виде распределителя, соединенного с установленной внутри щпинделя трубой и механизмом зажима суппорта, причем привод зажима связан с блоком программного управления посредством устройства отсчета перемещений, датчик которого установлен на планшайбе и кинематически связан с механизмом радиального перемещения.
Источники информации, принятые во внимание при экспертизе 1. De Vlieg American Machinist, США, 1978, № 9, с. 37-40.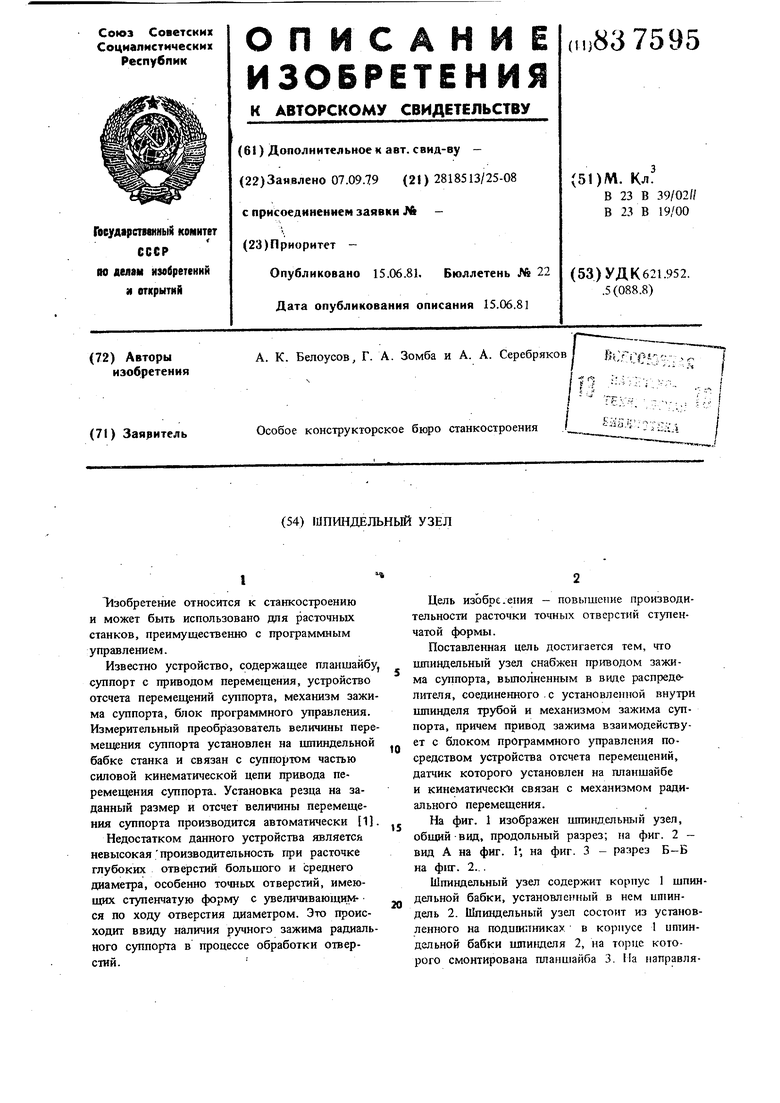
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная бабка | 1990 |
|
SU1750849A2 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| ШПИНДЕЛЬНОЕ УСТРОЙСТВО | 2004 |
|
RU2264890C1 |
| Шпиндельное устройство | 1982 |
|
SU1084117A1 |
| ПЛАНШАЙБА РАСТОЧНОГО СТАНКА С РАДИАЛЬНЫМСУППОРТОМ | 1972 |
|
SU422543A1 |
| Планшайба расточного станка | 1978 |
|
SU780979A1 |
| Расточный станок | 1976 |
|
SU616065A1 |
| РАСТОЧНАЯ ПЛАНСУППОРТНАЯ ГОЛОВКА | 1994 |
|
RU2074790C1 |
| КОПИРОВАЛЬНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU382477A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |