Изобретение относится к станкостроению.
Цель изобретения расширение технологических возможностей и повышение производительности
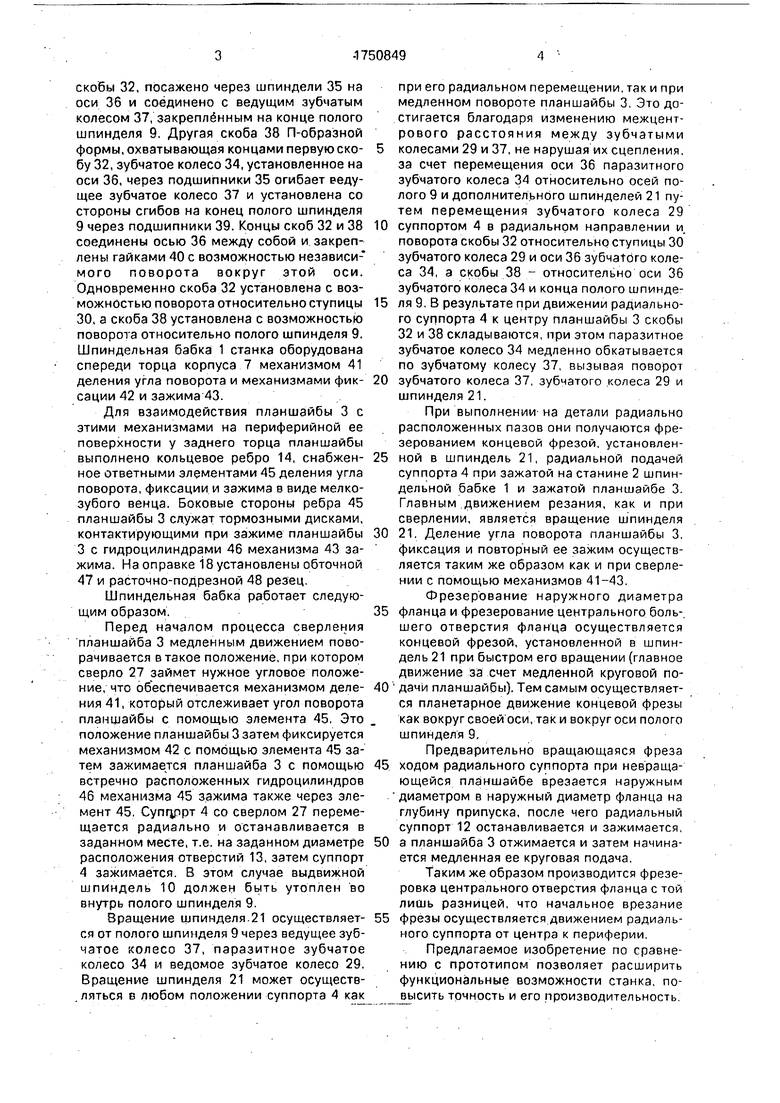
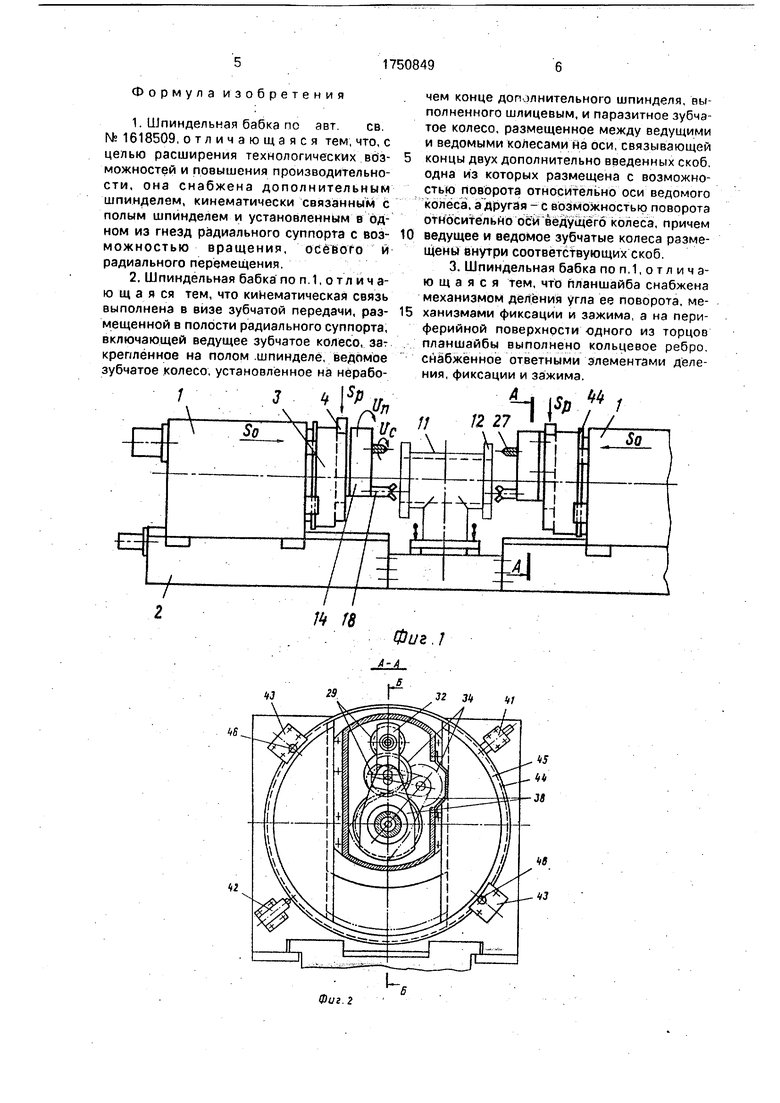
На фиг,1 изображен станок, вид спереди; на фиг 2 - разрез А-А на фиг 1; на фиг.З - разрез Б-Б на фиг 2 на фиг 4 - узел I на фиг.З.
Двусторонний расточной станок состоит из двух встречно расположенных шпиндельных бабок 1, подвижных по станине 2, содержащих планшайбы 3 с радиальными суппортами 4, закрепленные на своих шпинделях 5, смонтированных через подшипники 6 в корпусах шпиндельных бабок 7, в центре которых через подшипники 8 размещены полые 9 и выдвижные 10 шпиндели. Между шпиндельными бабками на станине 2 закреплена обрабатываемая деталь 11с фланцами 12, содержащая на периферии крепежные отверстия 13 Поскольку обе шпиндельные бабки одинаковые, то в дальнейшем дается описание одной шпиндельной бабки На суппорте 4 планшайбы 3 закреплена полая плита 14, образующая с радиальным ползуном 4 полый радиальный суппорт с гнездами 15 для хранения инструментов 16 выдвижного
шпинделя, с гнездами 17 для размещения расточных оправок 18 радиального суппорта и окном 19 для прохода выдвижного шпинделя 10 через полую плиту 14 В одном из гнезд 15 полой плиты 14 установлено дополнительное шпиндельное устройство 20, шпиндель 21 которого размещен через подшипники 22 в гильзе 23, на которой выполнена рейка 24,сцепленная с шестерней 25 для ручного осевого выдвижения шпиндельного устройства 20 вдоль отверстий 15 полой плиты с которой через гильзу 23 оно закрепляется винтами 26 Ось шпинделя 21 параллельна оси полого шпинделя 9.
Шпиндель 21 с наружной стороны имеет гнездо для установки сверла 27 или концевой фрезы. Дополнительный шпиндель 21 кинематически связан с полым шпинделем 9, для этого другой консольный конец 28 шпинделей 21, расположенный в полости плиты 14, выполнен шлицевым и на нем подвижно установлено ведомое зубчатое колесо 29, ступица 30 которого через подшипники 31 встроена в скобу 32 П-образной формы в местах 33 ее сгибов Скоба 32 установлена с возможностью поворота относительно оси ведомого колеса 29 Ведомое колесо 29 через паразитное зубчатое колесо 34, расположенное между концами этой
сл
с
XI
СП
О 00
4 о
скобы 32, посажено через шпиндели 35 на оси 36 и соединено с ведущим зубчатым колесом 37, закреплённым на конце полого шпинделя 9. Другая скоба 38 П-образной формы, охватывающая концами первую скобу 32, зубчатое колесо 34, установленное на оси 36, через подшипники 35 огибает ведущее зубчатое колесо 37 и установлена со стороны сгибов на конец полого шпинделя 9 через подшипники 39. Концы скоб 32 и 38 соединены осью 36 между собой и закреплены гайками 40 с возможностью независимого поворота вокруг этой оси. Одновременно скоба 32 установлена с возможностью поворота относительно ступицы 30, а скоба 38 установлена с возможностью поворота относительно полого шпинделя 9. Шпиндельная бабка 1 станка оборудована спереди торца корпуса 7 механизмом 41 деления угла поворота и механизмами фиксации 42 и зажима 43.
Для взаимодействия планшайбы 3 с этими механизмами на периферийной ее поверхности у заднего торца планшайбы выполнено кольцевое ребро 14, снабженное ответными элементами 45 деления угла поворота, фиксации и зажима в виде мелкозубого венца. Боковые стороны ребра 45 планшайбы 3 служат тормозными дисками, контактирующими при зажиме планшайбы
3с гидроцилиндрами 46 механизма 43 зажима. На оправке 18 установлены обточной 47 и расточно-подрезной 48 резец.
Шпиндельная бабка работает следующим образом.
Перед началом процесса сверления планшайба 3 медленным движением поворачивается в такое положение, при котором сверло 27 займет нужное угловое положение, что обеспечивается механизмом деления 41, который отслеживает угол поворота планшайбы с помощью элемента 45. Это положение планшайбы 3 затем фиксируется механизмом 42 с помощью элемента 45 затем зажимается планшайба 3 с помощью встречно расположенных гидроцилиндров 46 механизма 45 зажима также через элемент 45. Супцпрт 4 со сверлом 27 перемещается радиально и останавливается в заданном месте, т.е. на заданном диаметре расположения отверстий 13, затем суппорт
4зажимается. В этом случае выдвижной шпиндель 10 должен быть утоплен во внутрь полого шпинделя 9.
Вращение шпинделя 21 осуществляется от полого шпинделя 9 через ведущее зубчатое колесо 37, паразитное зубчатое колесо 34 и ведомое зубчатое колесо 29. Вращение шпинделя 21 может осуществляться в любом положении суппорта 4 как
при его радиальном перемещении, так и при медленном повороте планшайбы 3. Это достигается благодаря изменению межцентрового расстояния между зубчатыми
колесами 29 и 37, не нарушая их сцепления. за счет перемещения оси 36 паразитного зубчатого колеса 34 относительно осей полого 9 и дополнительного шпинделей 21 путем перемещения зубчатого колеса 29
0 суппортом 4 в радиальном направлении и. поворота скобы 32 относительно ступицы 30 зубчатого колеса 29 и оси 36 зубчатого колеса 34, а скобы 38 - относительно оси 36 зубчатого колеса 34 и конца полого шпинде5 ля 9. В результате при движении радиального суппорта 4 к центру планшайбы 3 скобы 32 и 38 складываются, при этом паразитное зубчатое колесо 34 медленно обкатывается по зубчатому колесу 37, вызывая поворот
0 зубчатого колеса 37, зубчатого колеса 29 и шпинделя 21.
При выполнении на детали радиально расположенных пазов они получаются фрезерованием концевой фрезой, установлен5 ной в шпиндель 21, радиальной подачей суппорта 4 при зажатой на станине 2 шпиндельной бабке 1 и зажатой планшайбе 3. Главным движением резания, как и при сверлении, является вращение шпинделя
0 21. Деление угла поворота планшайбы 3, фиксация и повторный ее зажим осуществляется таким же образом как и при сверлении с помощью механизмов 41-43.
Фрезерование наружного диаметра
5 фланца и фрезерование центрального большего отверстия фланца осуществляется концевой фрезой, установленной в шпиндель 21 при быстром его вращении (главное движение за счет медленной круговой по0 дачи планшайбы). Тем самым осуществляется планетарное движение концевой фрезы как вокруг своей оси, так и вокруг оси полого шпинделя 9,
Предварительно вращающаяся фреза
5 ходом радиального суппорта при невращающейся планшайбе врезается наружным диаметром в наружный диаметр фланца на глубину припуска, после чего радиальный суппорт 12 останавливается и зажимается,
0 а планшайба 3 отжимается и затем начинается медленная ее круговая подача.
Таким же образом производится фрезеровка центрального отверстия фланца с той лишь разницей, что начальное врезание
5 фрезы осуществляется движением радиального суппорта от центра к периферии.
Предлагаемое изобретение по сравнению с прототипом позволяет расширить функциональные возможности станка, повысить точность и его производительность
Формула изобретения
1.Шпиндельная бабка по авт ев № 1618509, отличающаяся тем, что, с целью расширения технологических возможностей и повышения производительности, она снабжена дополнительным шпинделем, кинематически связанным с полым шпинделем и установленным в одном из гнезд радиального суппорта с возможностью вращения, осевого и радиального перемещения.
2.Шпиндельная бабка по п 1, отл и ч а- ю щ а я ся тем, что кинематическая связь выполнена в визе зубчатой передачи, размещенной в полости радиального суппорта, включающей ведущее зубчатое колесо, закрепленное на полом шпинделе, ведомое зубчатое колесо, установленное на нерабочем конце доп мнительного шпинделя, выполненного шлицевым, и паразитное зубчатое колесо, размещенное между ведущими и ведомыми колесами на оси, связывающей
концы двух дополнительно введенных скоб одна из которых размещена с возможностью поворота относительно оси ведомого колеса, а другая - с возможностью поворота относительно оси ведущего колеса, причем
ведущее и ведомое зубчатые колеса размещены внутри соответствующих скоб.
3. Шпиндельная бабка по п. 1, о т л и ч э- ю щ а я с я тем, что планшайба снабжена механизмом деления угла ее поворота, механизмами фиксации и зажима, а на периферийной поверхности одного из торцов планшайбы выполнено кольцевое ребро снабженное ответными элементами деления, фиксации и зажима.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| Станок для обработки цапф и торцев пера лопаток | 1977 |
|
SU691253A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| Шпиндельная бабка | 1990 |
|
SU1787705A1 |
| Устройство для имитации сил резания на шпинделе металлорежущего станка | 1975 |
|
SU649981A1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| Расточный станок | 1976 |
|
SU616065A1 |
| Шпиндельная бабка расточного станка | 1988 |
|
SU1618509A1 |
| Шпиндельный узел | 1985 |
|
SU1281346A1 |
| Шпиндельная бабка | 1987 |
|
SU1414504A1 |
Использование станкостроение, в частности шпиндельные бабки для расточных станков Сущность изобретения: шпиндельная бабка снабжена дополнительным шпинделем, который установлен водном из гнезд радиального суппорта с возможностью вращения осевого и радиального перемещения 2 з п ф-лы 4 ил
Г8
«г
Фиг
Фиг 7
U33
Фиг 3
| Шпиндельная бабка расточного станка | 1988 |
|
SU1618509A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
