(54) УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ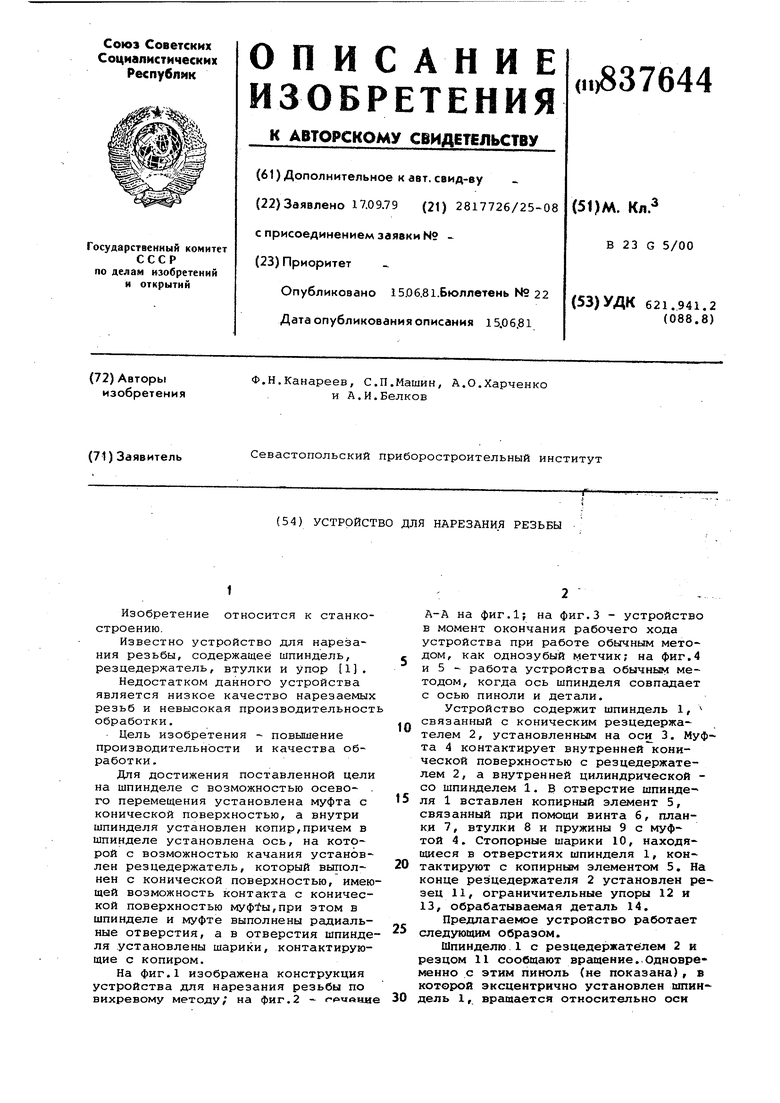
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания резьбы | 1979 |
|
SU870024A1 |
| Устройство для нарезания резьбы | 1989 |
|
SU1678558A1 |
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| Устройство для нарезания внутренних резьб | 1985 |
|
SU1340944A1 |
| УСТРОЙСТВО ДЛЯ ОСТАНОВА И ОТВОДА РЕЗЦА ОТ ОБРАБОТАННОЙ ПОВЕРХНОСТИ | 1972 |
|
SU435068A1 |
| Устройство для автоматического нарезания внутренней резьбы | 1972 |
|
SU477795A1 |
| Устройство для нарезания резьбы на токарном автоматизированном станке | 1977 |
|
SU639669A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА КОНЦАХ ТРУБ | 2005 |
|
RU2297306C1 |
| ВСЕСОЮЗНАЯ -TCYf I г,Лл! Г"-;? Д. r-i i-vriMiV | 1973 |
|
SU370010A1 |
| Устройство для нарезания резьбы | 1990 |
|
SU1773608A1 |
Изобретение относится к станкостроению.
Известно устройство для нарезания резьбы, содержащее шпиндель, резцедержатель, втулки и упор 1.
Недостатком данного устройства является низкое качество нарезаемых резьб и невысокая производительност обработки.
Цель изобретения - повышение производительности и качества обработки.
Для достижения поставленной цели на шпинделе с возможностью осево- . го перемещения установлена муфта с конической поверхностью, а внутри шпинделя установлен копир,причем в шпинделе установлена ось, на которой с возможностью качания установлен резцедержатель, который выполнен с конической поверхностью, имеющей возможность контакта с конической поверхностью ,при этом в шпинделе и муфте выполнены радиальные отверстия, а в отверстия шпинделя установлены шарики, контактирующие с копиром.
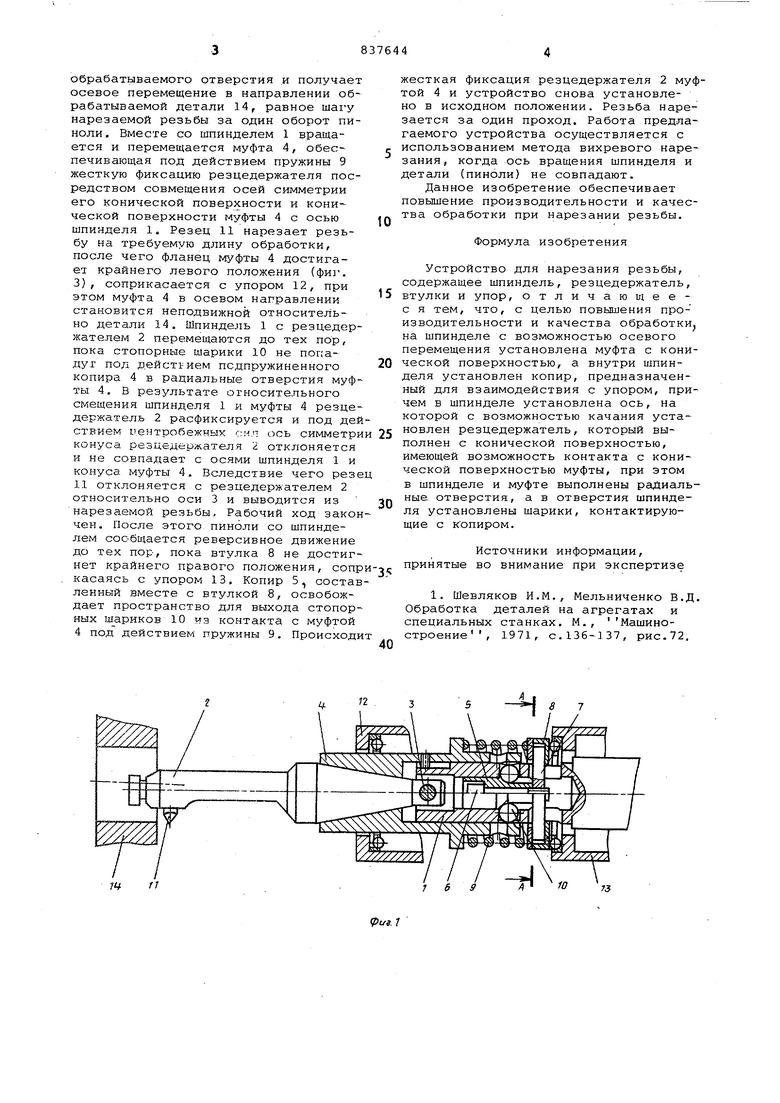
На фиг.1 изображена конструкция устройства для нарезания резьбы по вихревому методу/ на фиг.2 - орчвни
А-А на фиг.1; на фиг.З - устройство в момент окончания рабочего хода устройства при работе обычным методом, как однозубый метчик; на фиг.4 и 5 - работа устройства обычным методом, когда ось шпинделя совпгшает с осью пиноли и детали.
Устройство содержит шпиндель 1, связанный с коническим резцедержа0телем 2, установленным на оси 3. Муфта 4 контактирует внутренней конической поверхностью с резцедержателем 2, а внутренней цилиндрической со шпинделем 1. В отверстие шпинде5ля 1 вставлен копирный элемент 5, связанный при помощи винта 6, планки 7, втулки 8 и пружины 9 с муфтой 4. Стопорные шарики 10, находящиеся в отверстиях шпинделя 1, контактируют с копирным элементом 5. На
0 конце резцедержателя 2 установлен резец 11, ограничительные упоры 12 и 13, обрабатываемая деталь 14.
Предлагаемое устройство работает
5 следующим образом.
Шпинделю 1 с резцедержателем 2 и резцом 11 сообщают вращение.,Одновременно с этим пиноль (не показана), в которой эксцентрично установлен шпиндель 1, вращается относительно оси
0
обрабатываемого отверстия и получает осевое перемещение в направлении обрабатываемой детали 14, равное шагу нарезаемой резьбы за один оборот пиноли. Вместе со шпинделем 1 вращается и перемещается муфта 4, обеспечивающая под действием пружины 9 жесткую фиксацию резцедержателя посредством совмещения осей симметрии его конической поверхности и конической поверхности муфты 4 с осью шпинделя 1. Резец 11 нарезает резьбу на требуемую длину обработки, после чего фланец муфты 4 достигает крайнего левого положения (фиг. 3), соприкасается с упором 12, при этом муфта 4 в осевом направлении становится неподвижной относительно детали 14. Шпиндель 1 с резцедержателем 2 перемещаются до тех пор, пока стопорные шарики 10 не попадут под действием подпружиненного копира 4 в радиальные отверстия муфты 4, В результате относительного смещения шпинделя 1 и муфты 4 резцедержатель 2 расфиксируется и под действием центробежных ось симметри конуса резцедержателя 2 отклоняется и не совпадает с осями шпинделя 1 и конуса муфты 4. Вследствие чего резе 11 отклоняется с резцедержателем 2 относительно оси 3 и выводится из нарезаемой резьбы. Рабочий ход закончен. После этого пиноли со шпинделем сообщается реверсивное движение до тех пор, пока втулка 8 не достигнет крайнего правого положения, сопркасаясь с упором 13. Копир 5, составленный вместе с втулкой 8, освобождает пространство для выхода стопорных шариков 10 из контакта с муфтой 4 под действием пружины 9. Происходи Jtf П
жесткая фиксация резцедержателя 2 муфтой 4 и устройство снова установлено в исходном положении. Резьба нарезается за один проход. Работа предлагаемого устройства осуществляется с использованием метода вихревого нарезания, когда ось вращения шпинделя и детали (пиноли) не совпадают.
Данное изобретение обеспечивает повьпление производительности и качества обработки при нарезании резьбы.
Формула изобретения
Устройство для нарезания резьбы, содержащее шпиндель, резцедержатель, втулки и упор, отличаю щ ее с я тем, что, с целью повышения производительности и качества обработки на шпинделе с возможностью осевого перемещения установлена муфта с конической поверхностью, а внутри шпинделя установлен копир, предназначенный для взаимодействия с упором, причем в шпинделе установлена ось, на которой с возможностью качания установлен резцедержатель, который выполнен с конической поверхностью, имеющей возможность контакта с конической поверхностью муфты, при этом в шпинделе и муфте выполнены радиальные, отверстия, а в отверстия шпинделя установлены шарики, контактирующие с копиром.
Источники информации, принятые во внимание при экспертизе
Л - А
