(54) УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ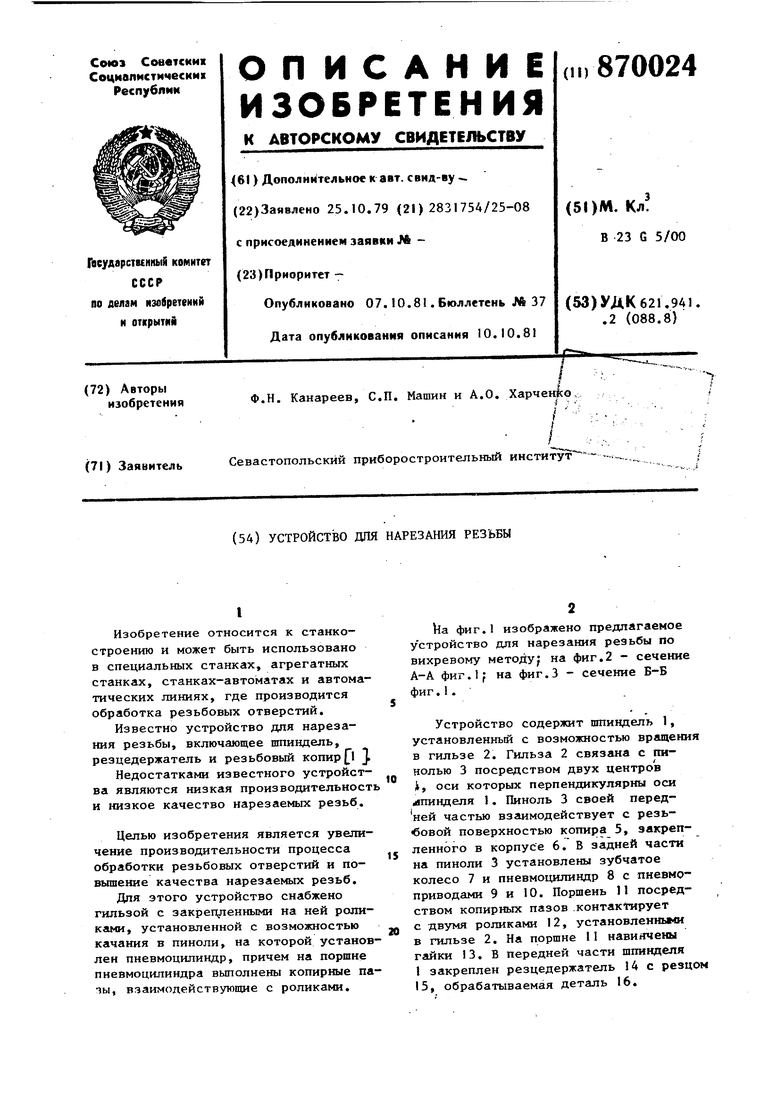
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания резьбы | 1979 |
|
SU837644A1 |
| Устройство для нарезания резьбы | 1989 |
|
SU1678558A1 |
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| Устройство для двустороннего нарезания резьбы | 1990 |
|
SU1710232A1 |
| Устройство для нарезания внутренних резьб | 1985 |
|
SU1340944A1 |
| Резьбонарезная головка | 1974 |
|
SU526465A1 |
| Устройство для нарезания внутренней резьбы резцом | 1984 |
|
SU1217596A1 |
| ПОЛУАВТОМАТИЧЕСКОЕ РЕЗЬБОНАРЕЗНОЕ УСТРОЙСТВО | 1972 |
|
SU339351A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
t
Изобретение относится к станкостроению и может быть использовано в специальных станках, агрегатных станках, станках-автоматах и автоматических линиях, где производится обработка резьбовых отверстий.
Известно устройство для нарезания резьбы, включающее шпиндель, резцедержатель и резьбовый копирр ,
Недостатками известного устройства являются низкая производительность и низкое качество нарезаемых резьб.
Цепью изобретения является увеличение производительности процесса обработки резьбовых отверстий и повышение качества нарезаемых резьб.
Для этого устройство снабжено гильзой с закрецленными на ней роликами, установленной с возможностью качания в пиноли, на которой установлен пневмоцилиндр, причем на поршне пневмоцилиндра выполнены копирные пачы, взаимодействующие с роликами.
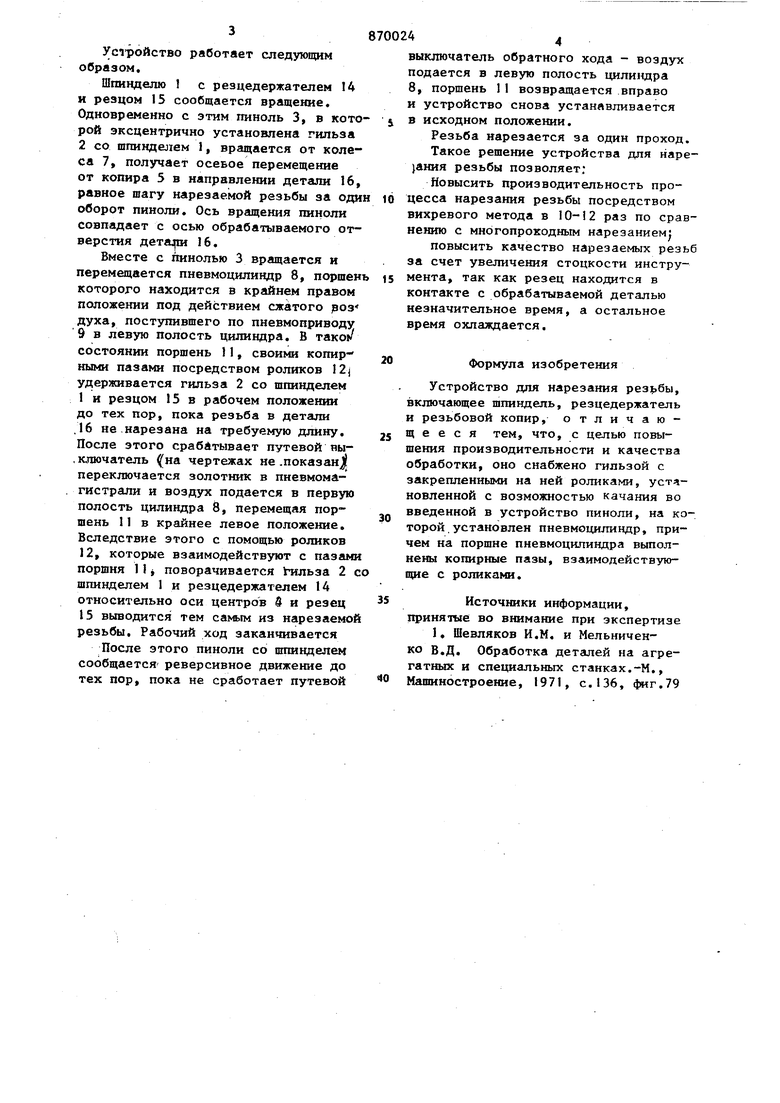
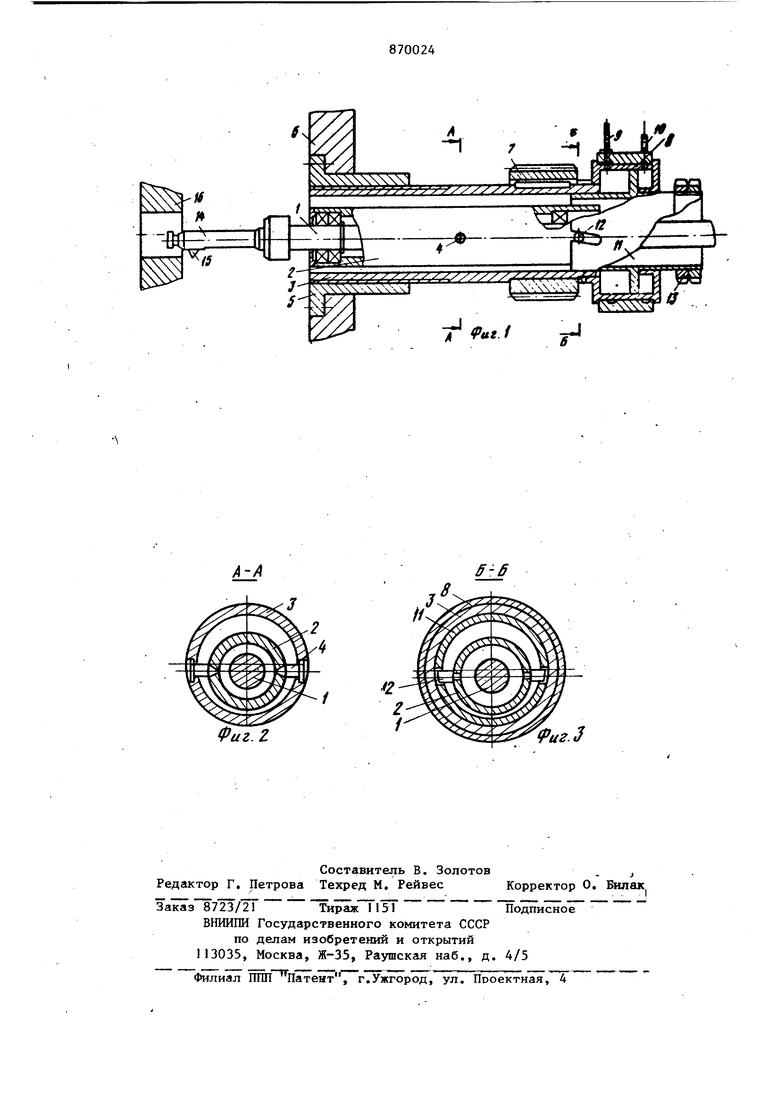
1а фиг.1 изображено предлагаемое Устройство для нарезания резьбы по вихревому методуJ на фиг.2 - сечение А-А фиг.1; на фиг.3 - сечение Б-Б
фиг.1.
Устройство содержит шпиндель 1, установленньм с возможностью вращения в гильзе 2. Гильза 2 связана с пиполью 3 посредством двух центров i, оси которых перпендикулярны оси шпинделя 1, Пиноль 3 своей передней частью взаимодействует с резьбовой поверхностью копира 5, закрепленного в корпусе 6. В задней части на пиноли 3 установлены зубчатое колесо 7 и пневмоцилиндр 8 с пневмоприводами 9 и 10. Поршень 11 посредством копирных пазов .контактирует с двумя роликами I2, установлениьми в гильзе 2. На поршне 11 навинчены гайки 13. В передней части шпинделя 1 закреплен резцедержатель 14 с резцом 15, обрабатываемая деталь 16. Ус1ройство работает следующим образом. Шпинделю 1 с резцедержателем 14 и резцом 15 сообщается вращение. Одновременно с этим пиноль 3, в кото рой эксцентрично установлена гильза 2 со шпинделем 1, вращается от колеса 7, получает осевое перемещение от копира 5 в направлении детали 16, равное шагу нарезаемой резьбы за оди оборот пиноли. Ось вращения пиноли совпадает с осью обрабатываемого отверстия дета;|ш 16. Вместе с пинолью 3 вращается и перемещается пневмоцилиндр 8, поршен которого находится в крайнем правом положении под действием сжатого роз духа, поступившего по пневмоприводу 9 в левую полость цилиндра. В такоК состоянии поршень 11, своими копирными пазами посредством роликов 12; удерживается гильза 2 со шпинделем 1 и резцом 15 в рабочем положении до тех пор, пока резьба в детали .16 не.нарезана на требуемую длину. После этого срабатьшает путевой ны, ключатель на чертежах не .показан переключается золотник в пневмома. гистрали и воздзгх подается в первую полость цилиндра 8, перемещая поршень 11 в крайнее левое положение. Вследствие этого с помощью роликов 12, которые взаимодействуют с пазами поршня 1Ij поворачивается льза 2 с шпинделем 1 и резцедержателем 14 относительно оси центров 9 и резец 15 выводится тем самым из нарезаемой резьбы. Рабочий ход заканчивается После этого пиноли со шпинделем сообщается реверсивное движение до тех пор, пока не сработает путевой 44 выключатель обратного хода - воздух подается в левую полость цилиндра 8, поршень 1I возвращается вправо и устройство снова устанавливается в исходном положении. Резьба нарезается за один проход. Такое решение устройства для наре}ания резьбы позволяет; Новысить производительность процесса нарезания резьбы посредством вихревого метода в 10-12 раз по сравнению с многопроходным нарезанием повысить качество нарезаемых резьб за счет увеличения стоцкости инструмента, так как резец находится в контакте с обрабатываемой деталью незначительное время, а остальное время охлаждается. Формула изобретения Устройство дпя нарезания резьбы, включающее шпиндель, резцедержатель и резьбовой копир, отличающееся тем, что, с целью повышения производительности и качества обработки, оно снабжено гильзой с закрепленными на ней роликами, установленной с возможностью качания во введенной в устройство пиноли, на которой . установлен пневмоцилиндр, причем на поршне пневмоцилиндра выполнены копирные пазы, взаимодействующие с роликами. Источники информации, принятые во внимание при экспертизе 1, Шевляков И.М. и Мельниченко В.Д. Обработка деталей на агрегатных и специальных станках.-М., Машиностроение, 1971, с.136, фиг.79
Фиг. г
//
(риг.З
