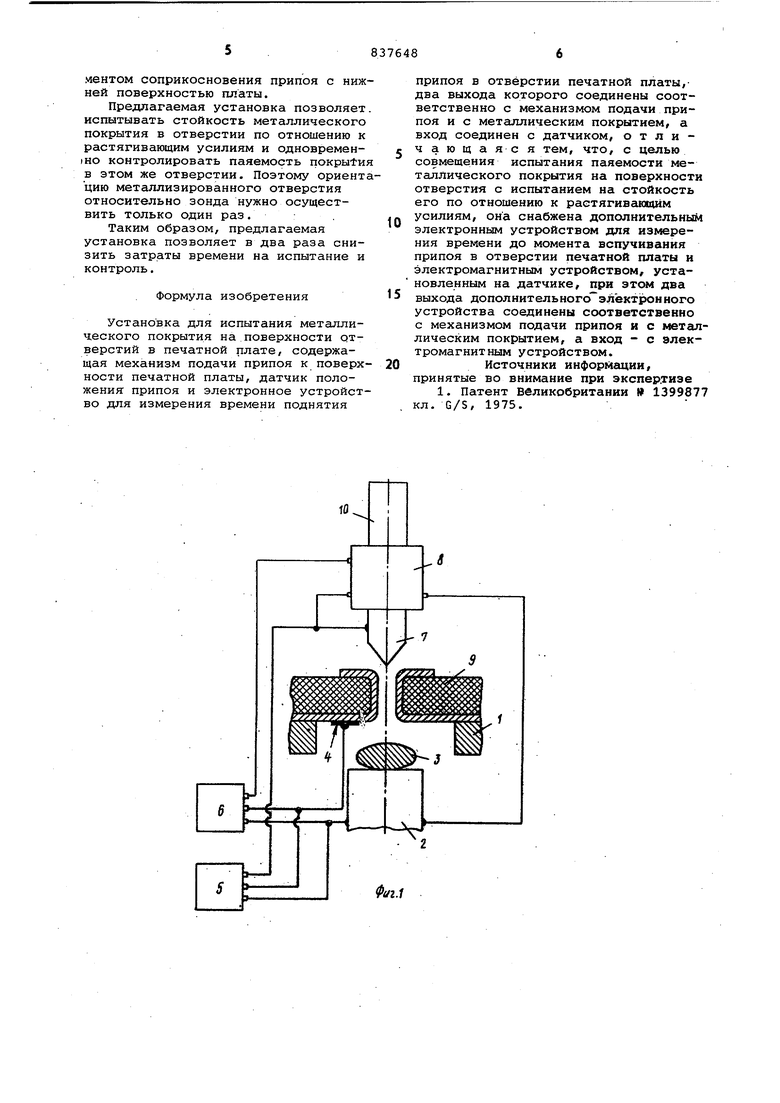
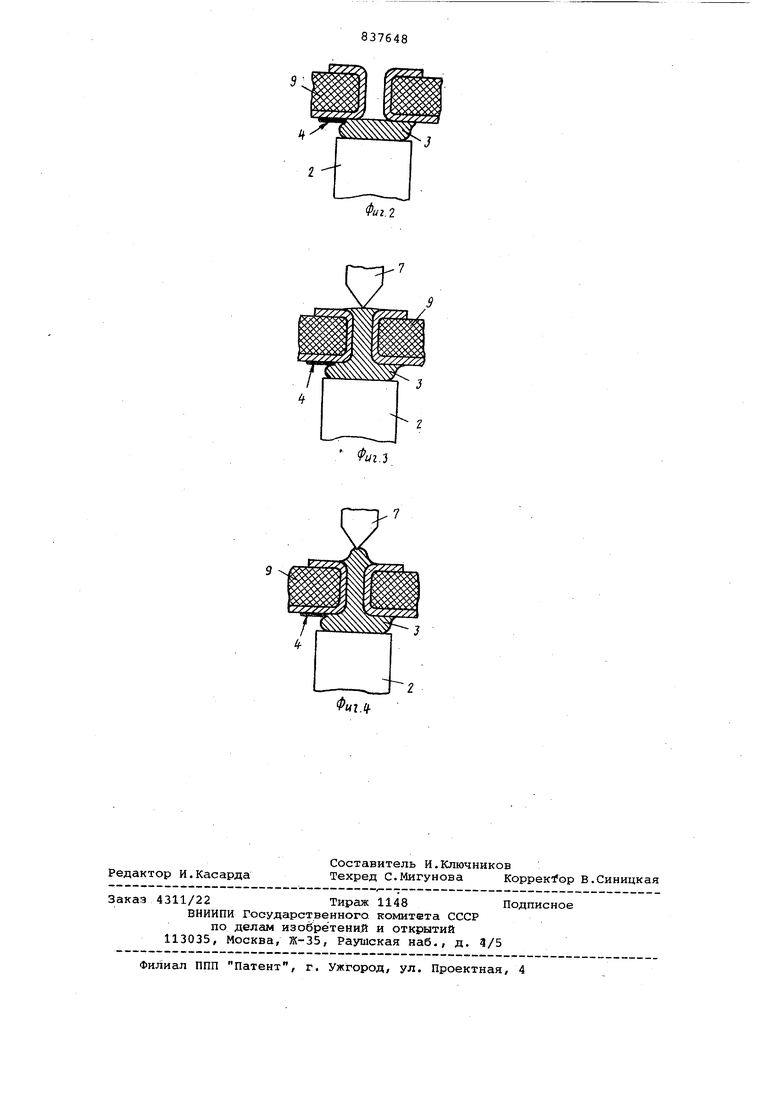
На фиг.1 показана общая схема установки; на фиг.2 - положение припоя в . начальный момент испытания, на фиг.З - момент окончания измерения времени поднятия припоя в отверстии печатной платы; на фиг.4 - момент окончания измерения времени при вспучивании припоя.
Установка для испытания паяемости металлического покрытия на поверхности отверстий в печатной плате содержит плиту 1 с отверстием, расположенный под ней механизм 2 подачи с расплавленным припоем 3 на торце, металлический контакт 4, два электронных устройства 5 и 6 для измерения интервалов времени каждое из которых имеет два выхода, соединенных соответственно с механизмом 2 подачи и металлическим контактом 4, вход электронного устройства 5 соединен с датчиком 7 и вход электронного устройства б соединен с электромагнитным устройством 8. Датчик расположен над плитой 1 соосно с отверстием в ней, электромеханическое устройство 8 для скачкообразного линейного перемещения датчика 7 из,одного фиксированного положения в другое, имеет две рабочие клeIvIмы, при замыкании которых происходит срабатывание устройства и одну дополнительную клемму, которая электрически соединяется с датчиком 7 после срабатывания устройства.
Подготовка установки к работе заключается в следующем. Металлизированное отверстие в печатной плате 9, находящейся на плите 1, размещают под датчиком 7. Опуская штангу 10, нижний конусообразный конец датчика 7 вводят в металлизированное отверстие. Поднимая штангу 10, нижний конец датчика 7 располагают на уровне верхней поверхности платы 9. Металлический контакт 4 прижимают к нижней поверхности платы 9.
Установка работает следующим образом.
Механизм 2 подачи припоя поднимается до соприкосновения расплавленного припоя 3 с нижней поверхностью платы 9 и металлическим контактом 4 (фиг.2). В момент соприкосновения выходы электронных устройств 5 и 6 замыкаются через механизм 2 подачи припоя и металлический контакт 4. В результате эти устройства начинают счет времени. Поднявшись по металлизированному отверстию, припой 3 касается нижнего конца датчика 7 (фиг.З). При этом, выходы и вход электронного устройства 5 замыкаются через механизм 2 подачи припоя, метсшлический контакт 4 и датчик 7. В результате- электронное устройство 5 прекращает счет времени. Измеряемый устройством Э промежуток времени,- за который припой проходит через металлизированное отверстие/ является мерой паяемости металлического покрытия в этом отверстии. В момент касания припоем 3 нижнего конца датчика 7 (фиг.З) рабочие клеммы электромагнитного устройства 8 залслкаются через датчик 7, припой 3 и механизм 2 подачи припоя. В результате электромеханическое устройство 8 скачкообразно перемещает датчик 7 вверх на минимальное расстояние, гарантирующее выход датчика из припоя 3 (порядка 50 г/1м) . В момент завершения перемещения датчик электрически соединяется с дополнительной клеммой электромеханического устройства 8. В момент возникновения вспучивания поверхности припоя в металлизированном отверстии, припой 3 касается датчика 7(фиг.4). При этом выходы и вход электронного устройств б замыкаются через механизм 2 подачи припоя, металлический контакт 4, припой 3, датчик 7 и дополнительную клемму электромеханического устройства 8. В результате электронное устройство б прекращает счет времени. Таким образом, это устройство измеряет интервал времени между моментом вспучивания поверхности припоя и в металлизированном отверстии и моментом соприкосновения припоя с нижней поверхностью платы 9. Указанный интервал характеризует стойкость металлического покрытия на поверхности отверстия по отношению к растягивающим усилиям, возникающим при нагреве платы в процессе пайки. Если вспучивание поверхности припоя в металлизированном отверстии не происходит в течение времени, за которое температура платы в зоне расположения металлизированного отверстия стабилизируется, то испытание заканчивается Указанное время составляет порядка 10 с и Ьпределяется с помощью электронного устройства 6 для измерения интервалов времени.
Предлагаемая установка позволяет испытывать металлическое покрытие на поверхности отверстия в печатной плате и одновременно контролировать паяемость покрытия в этом же отверстии. Это достигается тем, что после измерения времени подъема припоя 3 по металлизированному отверстию, датчик 7 с помощью смонтированного на
5 штанге 10 электромеханического устройства 8 скачкообразно перемещается вверх на минимальное расстояние, гарантирующее выход датчика из припоя 3 и в момент завершения перемещения
Q электрически соединяется с входом электронного устройства 6. В результате обеспечивается возможность измерения интервсша времени между мо ментом вспучивания поверхности припоя.
5 в металлизированном отверстии и моментом соприкосновения припоя с нижней поверхностью платы.
Предлагаемая установка позволяет, испытывать стойкость металлического покрытия в отверстии по отношению к растягивающим усилиям и одновременiHO контролировать паяемость покрытия в этом же отверстии. Поэтому ориентацию металлизированного отверстия относительно зонда нужно осуществить только один раз. :
Таким образом, предлагаемая установка позволяет в два раза снизить затраты времени на испытание и контроль.
Формула изобретения
Установка для испытания металлического покрытия на поверхности отверстий в печатной плате, содержащая механизм подачи припоя к поверхности печатной платы, датчик положения припоя и электронное устройство для измерения времени поднятия
припоя в отверстии печатной платы,два выхода которого соединены соответственно с механизмом подачи припоя и с металлическим покрытием, а вход соединен с датчиком, отличающаяся тем, что, с целью совмещения испытания паяемости металлического покрытия на поверхности отверстия с испытанием на стойкость его по отношению к растягивающим усилиям, она снабжена дополнительным электронным устройством для измерения времени до момента вспучивания припоя в отверстии печатной платы и электромагнитным устройством, установленным на датчике, при этом два выхода дополнительного элвктронного устройства соединены соответственно с механизмом подачи припоя и с металлическим покрытием, а вход - с электромагнитным устройством.
Источники информации, принятые во внимание при экспертизе
1. Патент Великобритании 139987 кл. G/S, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытания металлическогопОКРыТия HA пОВЕРХНОСТи ОТВЕРСТийВ пЕчАТНОй плАТЕ | 1979 |
|
SU837646A1 |
| Способ испытания металлического покрытия на поверхности отверстий в печатной плате | 1984 |
|
SU1194616A2 |
| Устройство для лужения двусторонних печатных плат | 1989 |
|
SU1620234A1 |
| Способ контроля паяемости металлизированных отверстий печатных плат | 1978 |
|
SU904930A1 |
| Устройство для контроля паяемости при низкотемпературной пайке | 1978 |
|
SU791475A1 |
| СПОСОБ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ С ШАРИКОВЫМИ ВЫВОДАМИ | 2006 |
|
RU2331993C1 |
| Устройство для удаления припоя | 1983 |
|
SU1174200A1 |
| СПОСОБ СОЕДИНЕНИЯ ФОТОЭЛЕКТРИЧЕСКИХ ФОТОЭЛЕМЕНТОВ И ПЛЕНКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2393590C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2604721C1 |
| Способ определения температуры адгезионного контакта припоя с паяемым материалом | 1988 |
|
SU1648655A1 |
Фаг.1
чгл
