I
Изобретение относится к электрофизической и электрохимической обработке, в частности к конструкциям устройства для электрохимической резки.
Известно устройство для электрохимической резки металлов вращающимся диском -катодом, укрепленным между флан- цами, котсрые расставлены в осевом Н правлении так, что между ними образуется накопитель электролита 1 1
Недостатком указанного устройс тва является то, что после выхода из накопителя электролит частично разбрызгивается, часть его не доходит до зоны резания и межэлектродный зазор заполняется не полностью.
Это приводит к тому, что резания не соответствует возможностям электрохимического процесса при полном заполнении зазора, производительность щхжесса снижается.
Цель изобретения - повышение проиэводнтельности обработки за счет более
полного подвода электролита в межэлектродный зазор.
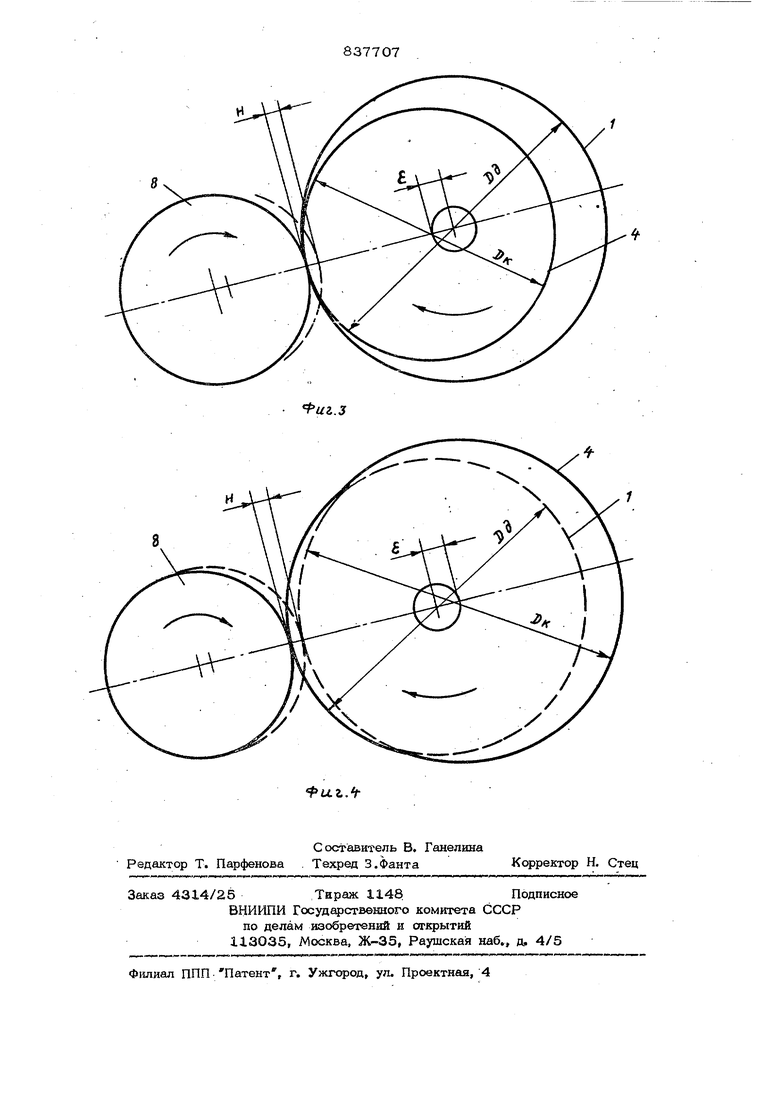
Поставленная цель достигается тем. что размещенные на наружном диаметре фланцев по торцам диска-катод а диэлектрического кольца,- установлены с эксцентриситетом относительно дискакатода, причем величина эксцентриситета равна 0,5-15 Н, а наружный диаметр колец вьшолнен в диапазоне
1)).е-2Н,
где Dg - наружньШ диаметр диска-катода/ - величина эксцентриситета диэлектрического кольца; 3)ц - наружный диаметр диэлектрического кольца;
Н -величина рабочего хода дискакатода.
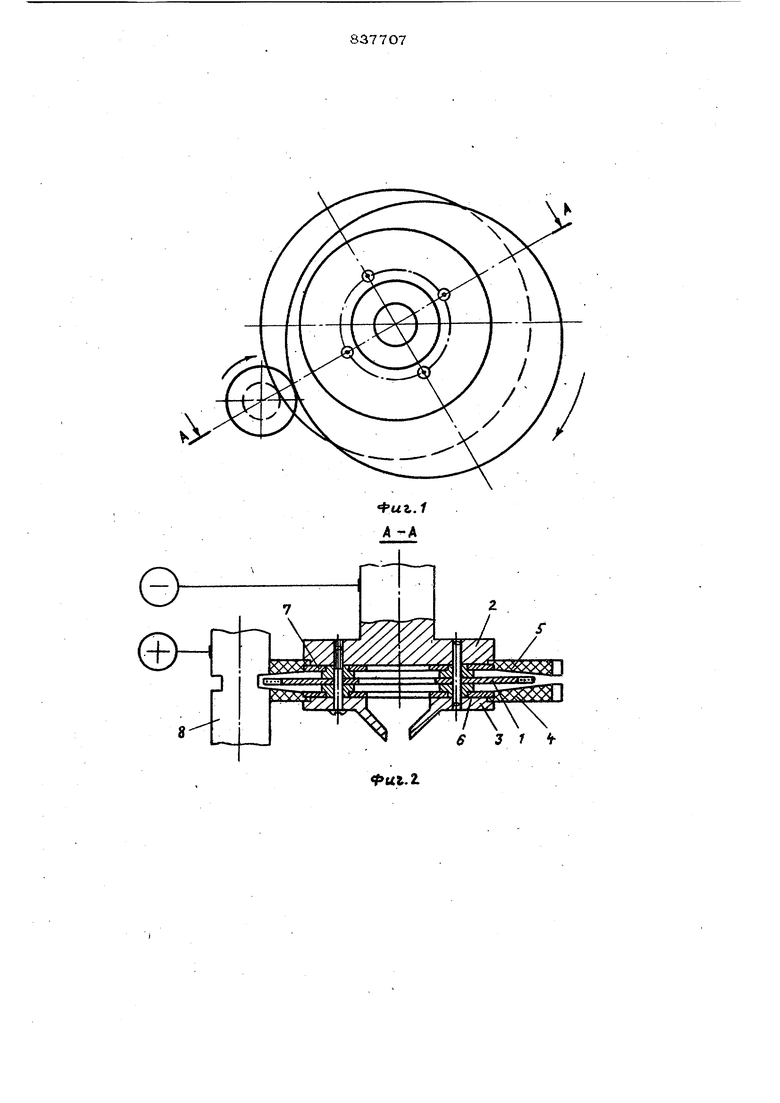
На фиг. 1 взображено устройство в процессе реакв заготовки, общий вид, на фиг„ 2 - разрез А-А фиг. 1; на фиг. 3схема, иллюстраруюшая граничные услювия выбора наружного диаметра кольца по минимальному значению; на фиг. 4 - то же, по максимальному значению. Устройство для электрохимической резки металлов содержит диск 1, фиксированный между фланцами 2 и 3, расставленными Б осевом направлении, на которых размещены диэлектрические кольца 4 и 5, свободно сидящие на наружном диаметре фпа1щев и фиксированные в осевом направлении шайбами 6 и 7. Кольца 4 и 5 установлены с эксцентриситетом относительно оси вращения диска-като - да, велич1ша эксцентриситета равна О,515 величин рабочего хода диска. При уменьшении эксцентриситета коль ца его поверхность не контакт1фует собрабатываемой деталью во всем диапазоне рабочего хода диска, это уменьшает площадь охвата диска кольцом. Уве личение эксцентриситета бсмхьше 15 величин рабочего хода нецелесообразно вви малого последующего изменения площади охвата диска. Нарулсный диаметр кольца выполняется в диапазоне, . . D Т)э- -it-2Н, где Dg- диаметр диска-катода наружный диамет/у колада; - величина эксцентриситета Н - величина рабочего хода дискакатода. Уменьшение наружного диаметра колец 4 и 5 ниже указанного диапазона (положение кольца 4 на фиг. 3 - на чало обработки приводит к тому, что кольцо не контактирует с деталью во всем диапазоне работающего хода диска. Увеличение диаметра вьпие указанногч диапазона (положение кольца 4 на фиг. 4 - конец обработки) делает невозможным обработку детали, так как не обеспечивается необходимый рабочий ход. К фланцу 2 подключен отрицательный полюс источника тока, к разрезаемой детали 8 - положительный полюс. Устройство работает следующим обра зом. Перед началом резки оправку приводя во вращение и электсролит через зазоры между диском-катодом 1 и шайбами 6 и 7 поступает в зазоры между диском-катодом 1 и кольцами 4 и 5, По величине этих зазоров лоток электролита формиру ся, а затем поступает непосредственно в зону резания. При резании диска-катода 1 в деталь 8 с уменьшением расстояния между н ужным диаметром фланцев 2 и 3 и поверхностью детали 8 кольца 4 и 5 поворачиваются под действием сил сцепления с потоком электролита, увлекаемого вращающимся диском-катодом 1, и своей поверхностью касаются поверхности детали. Встречное направление вращения. препятствует ваклиниванию колец 4 и 5 между фланцами и деталью 8. Кольца, удерживая электролит у торцов диска, формируют его поток непосредственно перед входом в межэлектродный зазор, обеспечивая этим лучшее его поступление в зону обработки. Кроме того, наличие колец уменьшает площадь сопротивления электролита с окружающим воздухом по торцам диска-катода и соответственно уменьшает его разбрызгивание. При использовании данного устройства увеличивается скорость резания в 1,5 раза при сохранении мощности на шпинделе и уменьшается разбрызгивание электролита в зоне. Устройство может быть применено при прорезке пазов, цилиндрических каналов, разрезке, детали по всему сечению. Форму, ла изобретения Устройство для электрохимической резки металлов вращающимся диском-катодом, закрепленным между двумя фланцами, раставленнь1ми в осевом направлении, отличающееся тем, что, с целью повыщения производительности, размещенные на наружном диаметре фланцев по торцам диска-катода диэлектрические кольца установлены с эксцентриситетом относительно диска-катода, причем величина эксцентриситета равна 0,5-15Н, а наружный диаметр колец выполнен в диапазоне I Вз-2€. Т)к. 1)2.-2Н, где Dg - наружный диаметр диска-катода; f - величина эксцентриситета кольца, DK диаметр наружный кольца, Н - величина рабочего хода диска. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 257982, кл„ В 23 Р 1/04, 1966.
8
3 1 V
«l.I

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электролита | 1989 |
|
SU1741996A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |
| Электрод-инструмент | 1982 |
|
SU1098738A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ МАРКЕР | 2009 |
|
RU2430815C2 |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ МАРКИРОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТВОЛА ОРУЖИЯ | 2012 |
|
RU2514763C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2019 |
|
RU2709881C1 |