(54) СПОСОБ ГВДРОАБРАЗИВНОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУПЩСТВЛЕНИЯ
в котором консольно установлен стержень профильной формы.
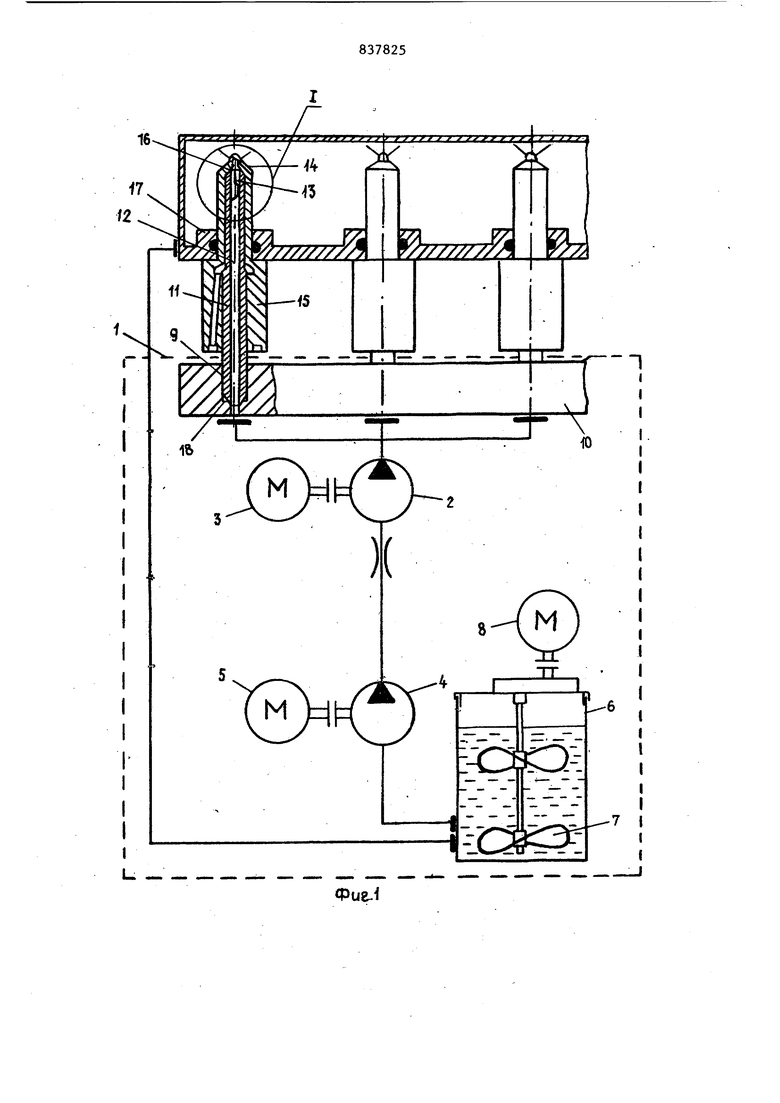
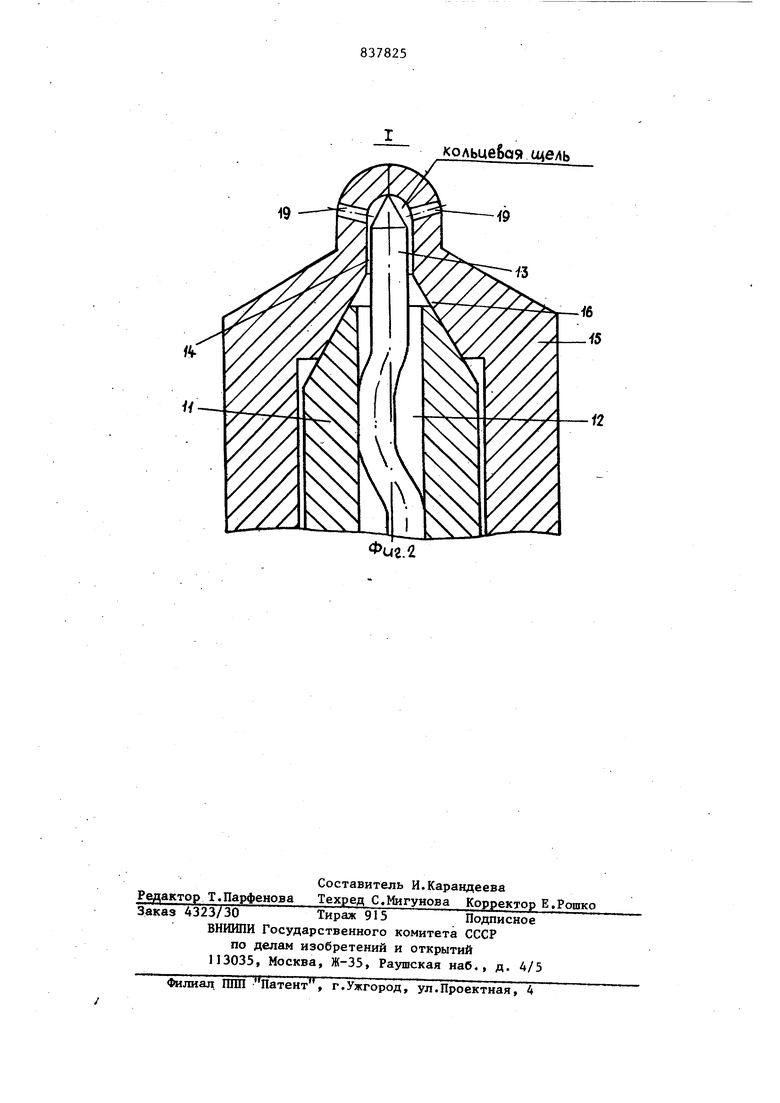
На фиг,1 схематично изображено . устройство для реализации предложенного способа, общий вид$ на фиг.2 узел I на фиг.1.
Устройство для реализации предложенного способа включает насосную станцию 1, содержащую прокачивающий насос 2 с электроприводом 3, насос 4 низкого давления с электроприводом 5, бак 6 с рабочей, жидкостью, крыльчатку 7, встроенную в бак 6 с электроприводом 8. В гнездо 9 элемента 10 встроена оправка 11 с выполненным в ней центральным валом 12 и консольно размещеннымв нем профилированным стержнем 13 который введен в канал 14 распылителя 15, распьшитель запорным конусом 16 посажен на верхний конус оправки 11 и плотно к нему прижат теплосборник 17, а оправка нижним конусом прижата к конусу 18 гнезда 9 элемента. 10 насосной станции 1. Конец профилированного стержня 13 выполнен коническим и установлен перед обрабатываемыми отверстиями 19 с возможностью образования кольцевой щели, величина которой выбирается из условия
(0,75-3) S forft)
где fm - площадь щели;
(ЛВ суммарная площадь поперечного сечения отверстий Способ осуществляется следующим образом.
Топливосборником 17 корпус распылителя 15 прижимается к оправке 11, котор с помощью ее уплотнительных конусов плотно прижимают к конусу распылителя и конусу гнезда на выходе прокачивающегося насоса, так что при прокачке рабочей жидкости под давлением герметичность запирания по конусам не нарушается.
Включают прокачивающий насос 2 и рабочую жидкость, содержащз 0,002%0,005% абразивных частиц, под давлением свьше 50 кгс/см прокачивают
В течение заданного времени, которое выбирают опытным путем.
Формула изобретения 1. Способ гидроабразивной обработки внутренних поверхностей деталей, при котором внутрь обрабатываемого канала в поток прокачиваемой жидкости помещают стержень профильной формы, отличающийся тем, что, с целью обеспечения возмбжности обработки с малыми отверстиями, типа распыливающих отверстий форсунок дизеля, конец стержня профильной формы выполняют коническим ; и устанавливают его перед обрабатываемыми отверстия3ми с возможностью образования кольцевой щели, величина которой выбирается из условия
(0,75-3J2:ifo g,
щ
20
ц - площадь кольцевой щели;
где ОтВ суммарная площадь поперечного сечения отверстий. 2, Способ ПОП.1, отличающийся тем, что через обрабатываемые отверстия прокачивают рабочую жидкость, содержащую 0,,005% абразивных частиц под давлением свыше 50 кгс/см .
3. Устройство для гидроабразивной обработки внутренних поверхностей деталей, содержащее станцию для прокачки -рабочей жидкости с золотниковым насосом высокого давления и посадочное гнездо под обрабатываемый корпус распылителя, гидравлически сообщенное с золотниковым насосом, отличающееся тем, что посадочное . гнездо снабжено оправкой, выполненной по форме центрального канала корпуса обрабатываемой детали с коническими поверхностями на концах и центральным сквозным каналом, в котором консольно Установлен стержень профильной формы.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 384652, кл. В 24 В 1/00, 1966.
2.Авторское свидетельство СССР № 192656, кл. В 24 С 5/00. 1964.
19
сольце6ая чцель
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гидроабразивной обработки внутренних поверхностей заготовок с отверстиями ппреимущественно корпусов распылителей форсунок дизеля и устройство для его осуществления | 1985 |
|
SU1293000A1 |
| УСТРОЙСТВО ДЛЯ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2002 |
|
RU2248872C2 |
| СПОСОБ ИСПЫТАНИЯ НА ПРОЧНОСТЬ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, УСТРОЙСТВО ДЛЯ РАСТОЧКИ ПРОФИЛЬНОЙ КАНАВКИ, АНКЕРНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИСПЫТАНИЯ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СИЛОВОЕ УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2271528C1 |
| Инструмент для накатывания поверхно-СТЕй КОНцЕВыХ учАСТКОВ издЕлий | 1978 |
|
SU844251A1 |
| Установка для гидроабразивной обработки деталей в кассетах | 1986 |
|
SU1433778A1 |
| СПОСОБ ОЧИСТКИ КОРПУСОВ РАСПЫЛИТЕЛЕЙ ПОСЛЕ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2718576C1 |
| УСТАНОВКА ДЛЯ ВИБРОИМПУЛЬСНОЙ ОБРАБОТКИ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1987 |
|
SU1476728A1 |
| СУШИЛЬНАЯ УСТАНОВКА С ИНЕРТНОЙ НАСАДКОЙ | 2006 |
|
RU2320240C1 |
| Устройство для гидроабразивной обработки внутренней поверхности труб | 1979 |
|
SU905034A1 |
| ЦИРКУЛЯЦИОННЫЙ КЛАПАН БУРИЛЬНОЙ КОЛОННЫ | 2021 |
|
RU2774306C1 |