со
со
00
Изобретение относится к области обработки деталей гидроабразивной средой, подаваемой под давлением, и может быть использовано в машиностроительной и других отраслях промышленности.
Целью изобретения является повышение производительности обработки деталей.
На фиг. 1 изображен продольный разрез установки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2.
Установка содержит корпус 1 с рабочим столом 2, баки 3 и 4 для гиброабразивной среды с патрубками 5 и 6. Кассеты 7 и 8 с обрабатываемыми деталями закреплены на столе 2 прижимами 9 и 10 с корпусами 11 и 12, установленными на концах полого коромысла 13, шарнирно соединенного со штоком 14 пневмоцилиндра 15. Последний смонтирован на плите 16, закрепленной на неподвижных стойках 17.
Для самоустановки прижимов 9 и 10 по торцу кассет 7 и 8 они сопрягаются с корпусами 11 и 12 по сферической поверхности 18, имеюшей уплотнительные кольца 19, а снизу прижимы поджимаются кольцами 20 через резиновые амортизаторы 21.
Коромысло, корпуса и прижимы снабжены полостью 22, которая совместно с кассетами и патрубками образует магистральный канал для прокачки абразивной среды.
Для ориентации коромысла 13 по оси кассет на концах коромысла имеются пазы 23, боковые поверхности которых скользят по стойкам 17.
Для ориентации кассет 7 и 8 относительно осей патрубков 5 и 6 в столе 2 установлены упоры 24 и 25.
Кассета содержит корпус 26, планшайбы 27 и 28 с радиальными гнездами, втулку 29 с боковыми отверстиями для прохода гидроабразивной среды, фиксаторы 30 для ориентации деталей 31 в гнездах и уплотнительные кольца 32.
Обрабатываемая деталь имеет сложно- профильный паз 33 с выступами 34 криволинейного паза.
Для направления гидроабразивной среды в выступы паза планшайба 28 снабжена наклонными отверстиями 35.
Установка работает следующим образом.
Кассеты 7 и 8 с размеш,енными в них деталями 31 устанавливаются на рабочий стол 2 до соприкосновения с закрепленными на столе упорами 24 и 25. Включают пневмоцилиндр 15 зажима и шток 14 идет вниз, а вместе с ним и коромысло 13 с прижимами 9 и 10, которые ложатся на кассеты 7 и 8, прижимая их к рабочему столу 2.
После зажима кассет включается рабочий цикл обработки на заданное время, в течение которого поочередно подается сжатый воздух из пневмосети давлением до 5 кгс/см в баки 3 и 4, за счет чего гидро0
Q
5
5
0
5 Q
5
0
абразивная среда циклически перекачивается через патрубки 5 и 6, кассеты 7 и 8, прижимы 9 и 10, корпуса 11 и 12 и внутреннюю полость 22 коромысла 13, снимая имеющиеся на деталях 31 заусенцы.
После окончания цикла обработки подача воздуха под давлением в баки прекращается, пневмоцилиндр 15 зажима включается на обратный ход штока 14, освобождая кассеты, которые снимаются с рабочего стола, а вместо них устанавливаются другие вновь подготовленные кассеты.
Цикл обработки повторяется.
Установка деталей в кассете производится следующим образом.
Снимается верхняя планшайба 27 с закрепленной на ней втулкой 29 и в гнезда нижней планшайбы 28 укладываются обрабатываемые детали 31 сложнопрофильным пазом вниз так, чтобы фиксаторы 30 вошли в эти пазы, после чего накладывается верхняя планшайба 27 с втулкой 29 так, чтобы ее гнезда легли на установленные в нижней планшайбе детали 31. В таком состоянии кассета устанавливается на рабочий стол установки.
Гидроабразивная среда во время одного из рабочих циклов проходит из нижней планшайбы 28 вверх, направляясь наклонными отверстиями 35 в выступы 34, имеющими заусенцы сложнопрофильного паза 33, затем по продольному пазу обрабатываемых деталей 31 и через боковые отверстия втулки 29 среда выходит в магистральный канал.
При автоматическом переключении давления в баках на противоположное гидроабразивная среда идет по магистрали в обратном направлении.
Формула изобретения
1.Установка для гидроабразивной обработки деталей в кассетах, содержащая корпус, рабочий стол с механизмом установки кассет, баки для гидроабразивной среды, соединенные между собой магистральным каналом, который образован из трубопровода, полого механизма зажима кассет
с пневмоцилиндром и по крайней мере одной кассеты с гнездами для деталей, отличающаяся тем, что, с целью повышения производительности, механизм установки кассет снабжен фиксаторами, а трубопровод и механизм зажима кассет выполнены в виде коромысла с самоустанавливающимися прижимами на концах, причем коромысло соединено с пневмоцилиндром посредством шарнирного устройства.
2.Установка по п. 1, отличающаяся тем, что гнезда кассеты выполнены разъемными, нижняя часть которых снабжена фиксаторами деталей и соединена наклонными отверстиями с магистральным каналом.
Фиг. 2
30 28
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| Установка для гидроабразивной обработки | 1987 |
|
SU1495095A1 |
| Установка для гидроабразивной обработки деталей | 1987 |
|
SU1440682A1 |
| Поворотно-делительное устройство | 1975 |
|
SU523786A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2020 |
|
RU2748450C1 |
| Поворотный стол многопозиционного станка | 1983 |
|
SU1090536A1 |
| Полуавтомат для прошивки деталей и узлов швейных изделий | 1958 |
|
SU121331A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |

Изобретение относится к обработке деталей гидроабразивной средой, подаваемой под давлением, и может быть использовано в машиностроительной и других отраслях промышленности. Цель изобретения - повышение производительности обработки деталей. Установка содержит корпус 1, рабочий стол 2 с механизмом установки кассет,баки 3 и 4 для гидроабразивной среды, соединенные между собой магистральным каналом для прокачки абразивной среды. Канал образован полым коромыслом 13, кассетами 7,8 и соединен с баками 3,4 посредством патрубков 5,6. На концах коромысла закреплены самоус- танав.тиваюидиеся прижимы 9,10. Коромысло 13 соединено со штоком 14 пневмоцилиндра 15 посредством шарнирного устройства. На механизме установки кассет закреплены фиксаторы для ориентирования кассет 7,8 относительно патрубков 5,6 при их зажиме. Кассеты 7,8 имеют разъемные гнезда для размешения в них обрабатываемых деталей. Нижняя часть гнезд снабжена фиксаторами деталей и соединена наклонными отверстиями с магистральным каналом для подвода гидроабразивной среды и обрабатываемой поверхности деталей. 1 з.п. ф-лы, 4 ил. (Л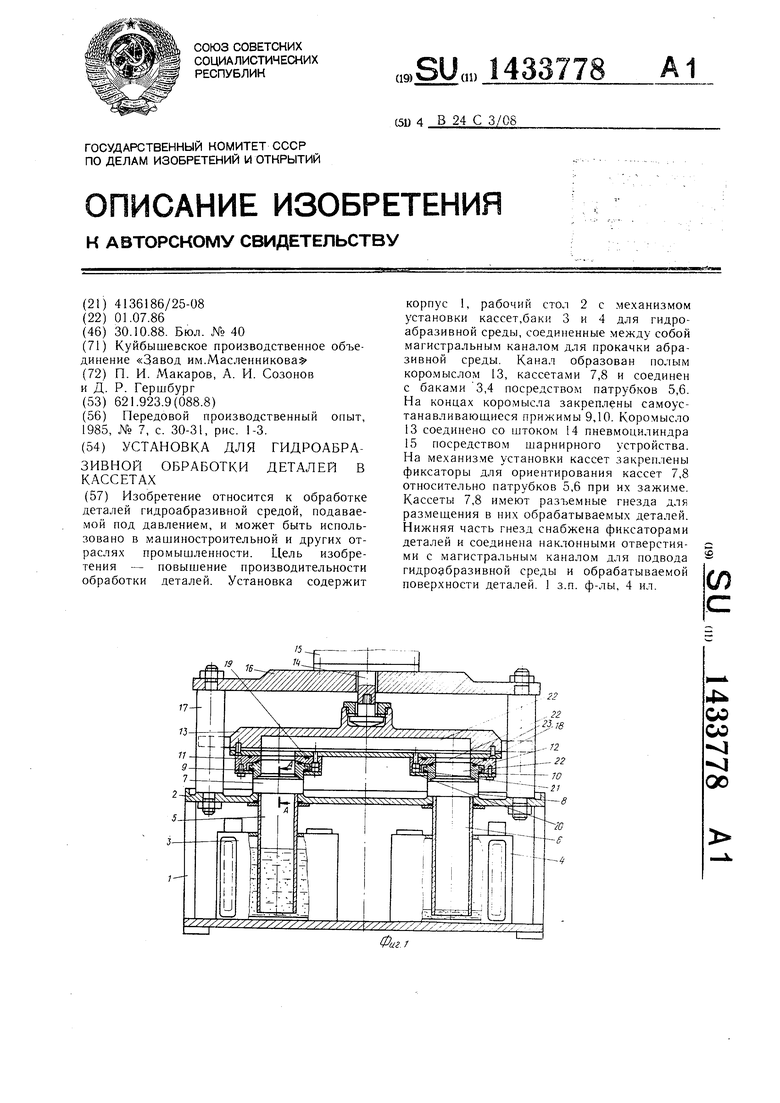
Б-Б
25
В -В
ФигЛ
| Передовой производственный опыт, 1985, № 7, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
