(54) НОЖЕВОЙ ШТАМП СОВМЕВЩННОГО ДЕЙСТВИЯ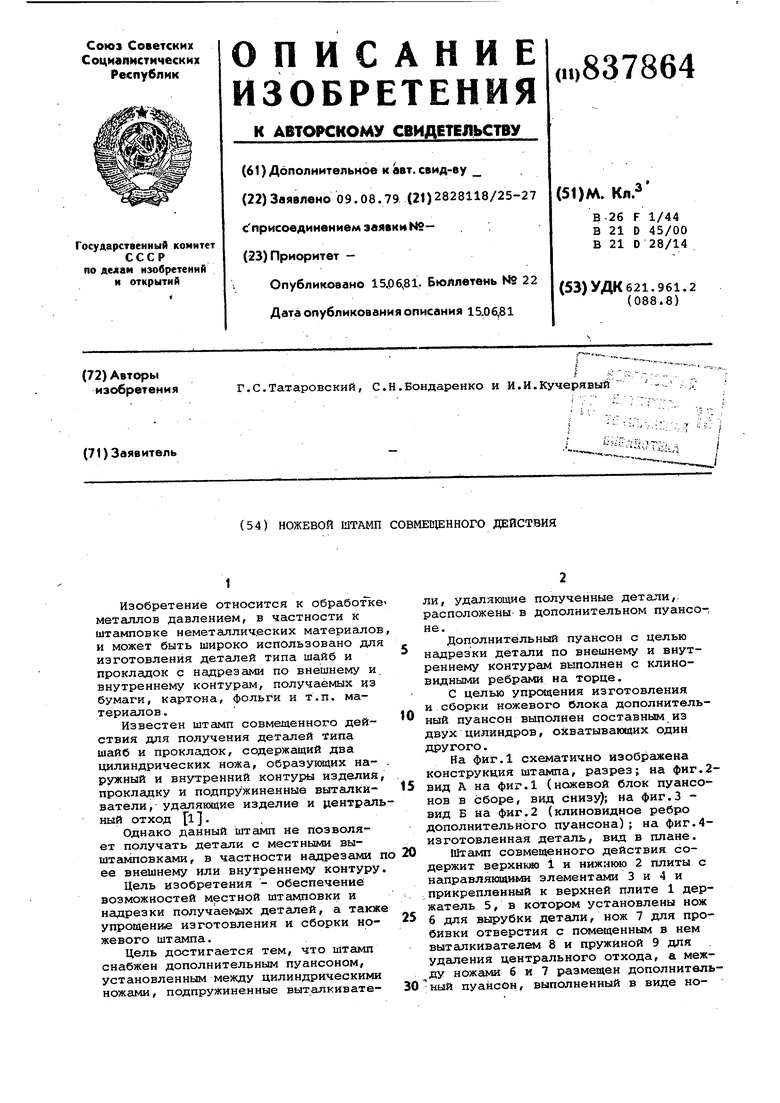
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| УНИВЕРСАЛЬНЫЙ НОЖЕВОЙ ШТАМП | 2000 |
|
RU2174905C1 |
| Блок штампа со сменным пакетом для обработки листового материала | 1978 |
|
SU682306A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Штамп для вырубки деталей из резины | 1980 |
|
SU876482A1 |
| Штамп для вырубки деталей из слюды | 1972 |
|
SU442939A1 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
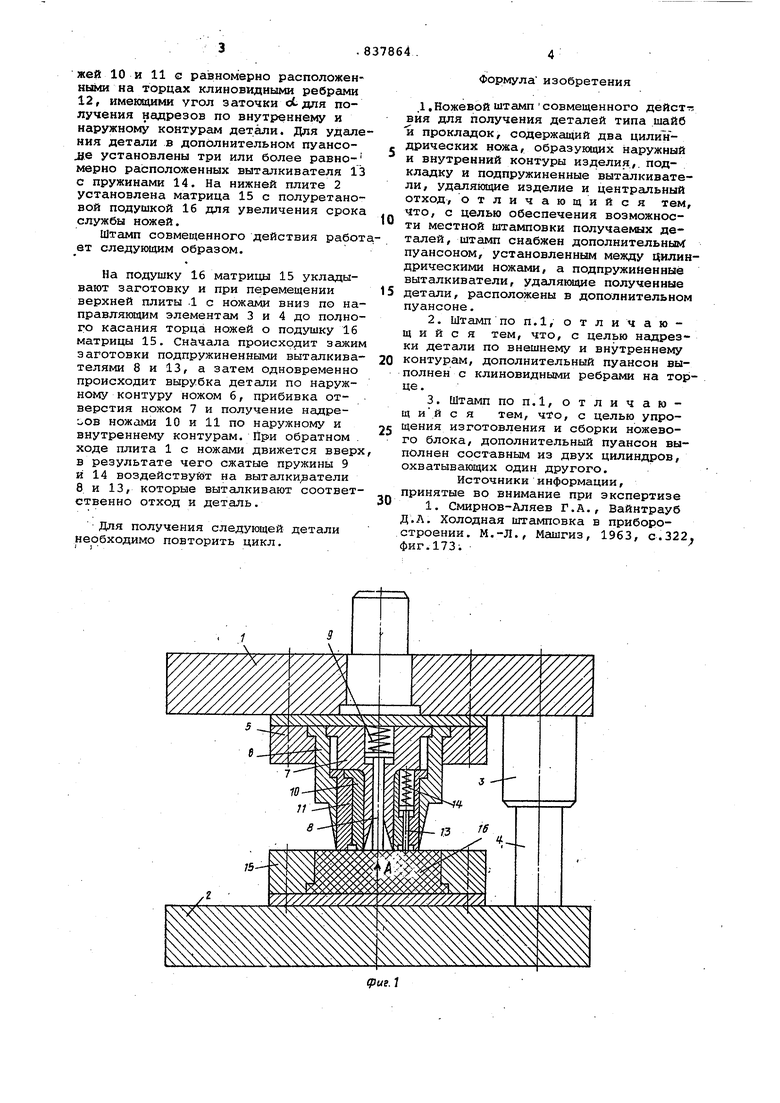
Изобретение относится к обработк металлов давлением, в частности к штамповке неметаллич.еских материало и может быть широко использовано дл изготовления деталей типа шайб и прокладок с надрезами по внешнему и внутреннему контурам, получаемых из бумаги, картона, фольги и т.п. материалов . Известен штамп совмещенного действия для получения деталей типа шайб и прокладок, содержащий два цилиндрических ножа, образующих наружный и внутренний контуры изделия прокладку и подпружиненные выталкиватели , удаляющие изделие и центргш ный отход . Однако данный штамп не позволяет получать детали с местными выштгилповками, в частности надрезами ее внешнему или внутреннему контуру Цель изобретения - обеспечение возможностей местной штамповки и надрезки получаемых деталей, а такж упрощение изготовления и сборки ножевого штампа. Цель достигается тем, что штамп снабжен дополнительным пуансоном, установленным между цилиндрическими ножами, подпружиненные выталкиватели, удаляющие полученные детали,: расположены в дополнительном пуансоне. Дополнительный пуансон с целью Нсщрезки детали по внешнему и внутреннему контурам выполнен с клиновидными ребрами на торце. С целью упрощения изготовления и , сборки ножевого блока дополнительный пуансон выполнен составным из двух цилиндров, охватывающих один другого. На фиг.1 схематично изображена конструкция штампа, разрез; на фиг.2вид А на фиг.1 (ножевой блок пуансонов в сборе, вид снизу); на фиг.З вид Б на фиг.2 (клиновидное ребро дополнительного пуансона); на фиг.4изготовленная деталь, вид в плане. 1Йтамп совмещенного действия содержит верхнкяо 1 и нижакио 2 плиты с направляющими элементами 3 и 4 и прикрепленный к верхней плите 1 держатель 5, в котором установлены нож 6 для вырубки детали, нож 7 для пробивки отверстия с помещенным в нем выталкивателем 8 и пружиной 9 для удаления центрального отхода, а между ножами 6 и 7 размещен дополнительный пуансон, выполненный в виде ножей 10 и 11 G равномерно расположенными на торцах клиновидными ребрами 12, имеющими угол эаточки ct для получения надрезов по внутреннему и наружному контурам детали. Для удале ния детали в дополнительном пуансоЛ.е установлены три или более равномерно расположенных выталкивателя 13 с пружинами 14. На нижней плите 2 установлена матрица 15 с полуретановой подушкой 16 для увеличения срока службы ножей. Штамп совмещенного действия работ ет следующим образом. На подушку 16 матрицы 15 укладывают заготовку и при перемещении верхней плиты .1 с ножами вниз по на правляющим элементам 3 и 4 до полно го касания торца ножей о подушку 16 матрицы 15. Сн&чала происходит зажи заготовки подпружиненными выталкива телями 8 и 13, а затем одновременно происходит вырубка детали по наружному контуру ножом 6, прибивка отверстия ножом 7 и получение надре ов ножами 10 и 11 по наружному и внутреннему контурам. При обратном ходе плита 1 с ножами движется ввер в результате чего сжатые пружины 9 и 14 воздействуют на выталкиватели 8 и 13, которые выталкивают соответ ственно отход и деталь. Для получения следующей детали необходимо повторить цикл. Формула изобретения 1 .Ножевой штамп совмещенного дейстч ВИЯ для получения деталей типа шайб прокладок, содержащий два цили дрических ножа, образующих наружный и внутренний контуры изделия,, подкладку и подпружиненные выталкиватели, удаляющие изделие и центральный отход, отличающийся тем, что, с целью обеспечения возможности местной штамповки получаемых деталей, штамп снабжен дополнительным пуансоном, установленным между цилиндрическими ножами, а подпружийенныё выталкиватели, удалякмаде полученные детали, расположены в дополнительном пуансоне. 2.Штамп по П.1, о т л и ч а ющ и и с я тем, что, с целью надрезки детали по внешнему и внутреннему контурам, дополнительный пуансон выполнен с клиновидными ребрами на торце. 3.Штамп по П.1, отличающ ии с я тем, что, с целью упрощения изготовления и сборки ножевого блока, дополнительный пуансон выполнен составным из двух цилиндров, охватывающих один другого. Источники информации, принятые во внимание при экспертизе 1. Смирнов-Аляев Г.А., Вайнтрауб Д.Л. Холодная штамповка в приборостроении. М.-Л., Машгиз, 1963, с.322. фиг.173;
И
rtoSfpMnmo
