Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении любых деталей с отогнутыми более чем на 90° элементами, например крючков, шарнирных петель, контактов для электрических разъемов и др.
Цель изобретения - повышение качества деталей и расширение их номенклатуры.
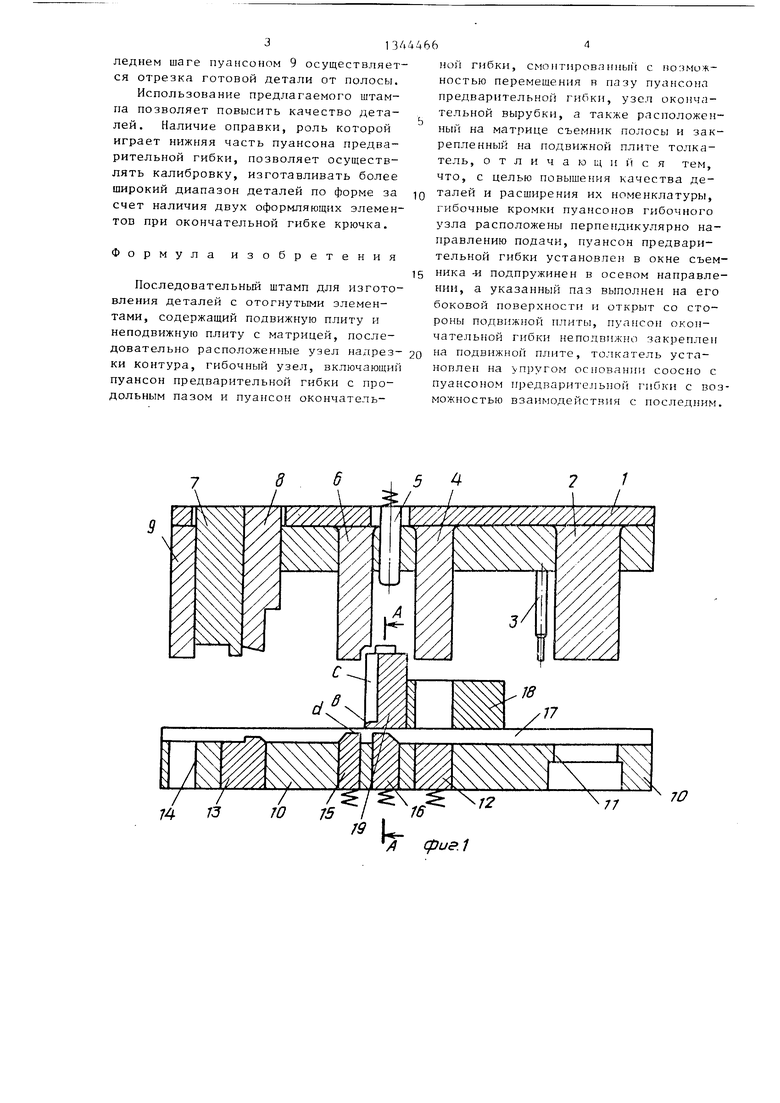
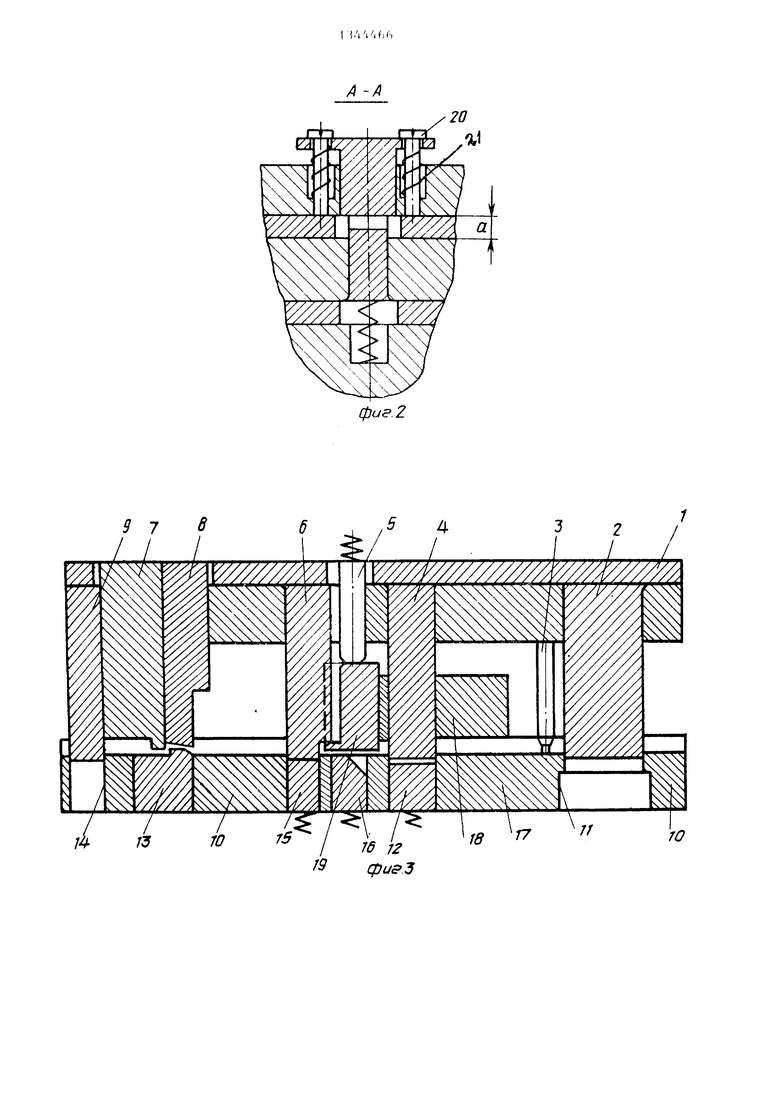
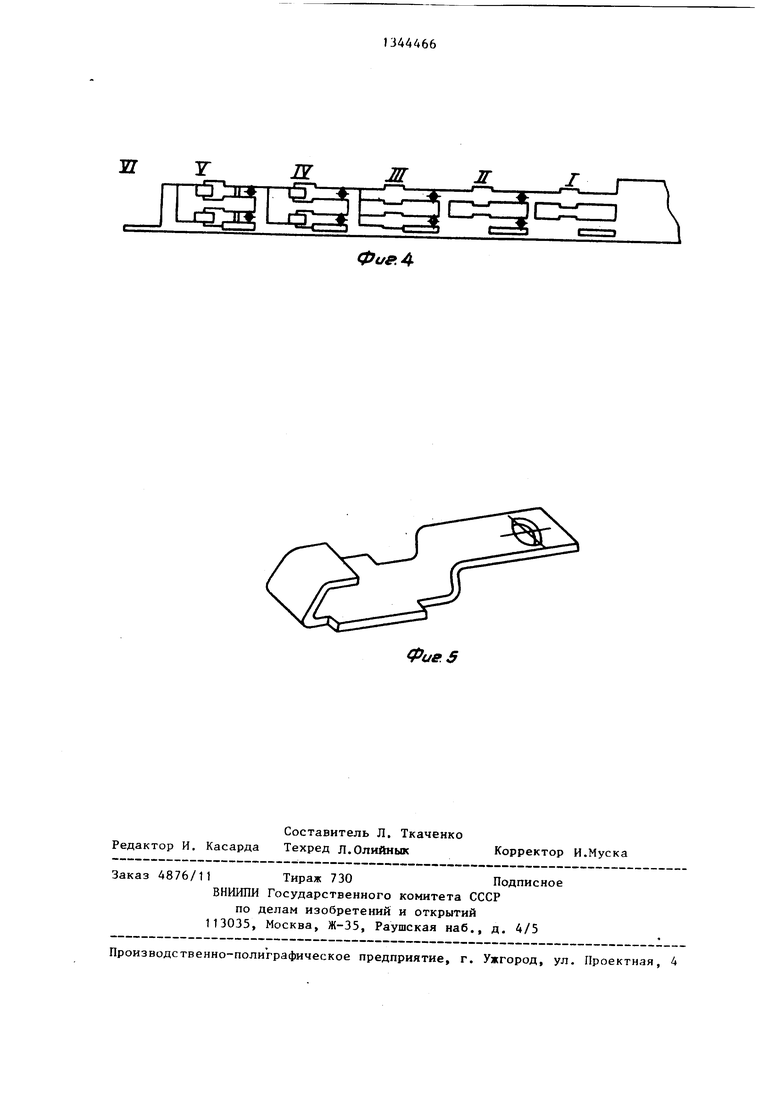
На фиг. 1 изображена схема штампа в крайнем верхнем положении; на фиг. 2 - разрез А-А на фиг. 1; на фиг.З - штамп в крайнем нижнем положении; на фиг. 4 - раскрой полосы; на фиг. 5 - готовая деталь в увеличенном масштабе.
На подвижной плите 1 расположены пуансон 2 предварительной вырубки контура с шаговым ножом, пуансон 3 п околки, пуансон 4 надрезки, подпружиненный толкатель 5, пуансон 6 окончательной гибки крючка, пуансон 7 гибки ступеньки контакта с прижимом 8, пуансон 9 отрезки готовой детали. На неподвижной плите установлена матрица 10 с рабочими частями предварительной вырубки 11, проколки (не показано), надрезки 12, гибки ступеньки 13, отрезки готовой детали 14 Кроме того, в матрице 10 выполнены, подвижная секция 15 гибки крючка и подпружиненньо выталкиватель 16.
На поверхности матрицы 10 установлены направляющие планки 17, на которых установлен съемник 18 полосы. В окне последнего установлен соосно подпружиненному толкателю 5 пуансон 19 предварительной гибки крючка. При этом нижняя поверхность пуансона 19 находится на уровне направляющих планок 17. Пуансон 19 закреплен с помощью винтов 20 и подпружинен в сторону матрицы 10 пружинами 21. При этом величина осевого перемещения пуансона IP не превьщ1ает высоты а направляющих планок 17. На боковой поверхности пуансона 19 над гибочной кромкой b выполнен продольной паз с.
Пуансон 6 окончательной гибки крючка установлен с возможностью перемещения в пазу с пуансона 19. При этом нижняя часть пуансона 19 предварительной гибки служит оправкой при окончательной гибка крючка.
Секция 15 гибки крючка установлена под пуансоном 6 окончательной гибки, выполнена с выступом, выходящим
за 1ЮБерхн(ч:ть матрицы 10, и подпружинена от буфера пресса. При этом секция 15 расположена в матрице 10 таким образом, что расстояние между ее гибочной кромкой d и гибочной кромкой b пуансона 19 в закрытом виде штампа равно толщине обрабатываемого материала.
Подпружиненный выталкиватель 16 установлен под пуансоном 19 предварительной гибки крючка. При этом окно матрицы 10, в котором перемещается выталкиватель 16, уже основания пу- ансона 19.
Штамп работает следующим образом. Механизм подачи подает ленту между направляющими планками 17. На первом шаге пуансон 2 предварительной вырубки с шаговым ножом частично вырубают контур детали. На втором шаге пуансоном 3 осуществляется проколка отверстий, а на третьем пуансоном Д - надрезка контура. На четвертом шаге происходит предварительная и окончательная гибка крючка. При ходе верхней плиты 1 вниз подпружиненный толкатель 5, опускаясь, приводит в действие пуансон 19 предварительной гибки, который, взаимодействуя с подвижной секи,ией 15, отгибает конец детали на 90°. При этом гибка
осуществляется на поверхности матрицы 10 гибочной кромкой b 1:уансона 19
и гибочной кромкой d секции 15. В то же время одновременно с толкателем 5 опускается пуансон 6 окончатель ной гибки. Он перемещается в пазу с пуансона 19 предварительной г ибки и
в конце хода осуществляет жесткий калибровочный удар. При этом основание пуансона 6 заходит в окно матрицы 10, утапливая секцию 15. Рабочая часть пуансона 6 заканчивает оформление
крючка по нижней части пуансона 19 предварительной гибки.
После подъема плиты 1 пуансон 6 окончательной гибки и толкатель 5 возвращаются в исходное положение. Пружины 20 возвращают в исходное положение пуансон 19 предварительной гибки. Вместе с пуансоном 19 поднимается выталкивателем 16. Полоса поднимается на высоту а направляющих планок 17.
При следующем ходе пресса полоса перемещается на очередную позицию, где осуществляется гибка ступеньки контакта гибочным пуансоном 7 и рабочей частью 13 матрицы 10. На пос3134
ледыем шаге пуансоном 9 осуществляется отрезка готовой детали от полосы. Использование предлагаемого штампа позволяет повысить качество деталей. Наличие оправки, роль которой играет нижняя часть пуансона предварительной гибки, позволяет осуществлять калибровку, изготавливать более широкий диапазон деталей по форме за счет наличия двух оформляющих элементов при окончательной гибка крючка.
Формула изобретения
Последовательньш штамп для изготовления деталей с отогнутыми элементами, содержащий подвижную плиту и неподвижную плиту с матрицей, последовательно расположенные узел надрез- ки контура, гибочный узел, включающий пуансон предварительной гибки с продольным пазом и пуансон окончатель466
ной гибки, смонтировлниы| 1 с возможностью перемещения в пазу пуансона предварительной гибки, узел окоша- тельной вырубки, а также расположенный на матрице съемник полосы и закрепленный на подвижной плите толкатель, о т л и ч а ю щ и li с я тем, что, с целью повышергия качества деig талей и расширения их номенклатуры, гибочные кромки пуансонов гибочного узла расположены перпендикулярно направлению подачи, пуансон предварительной гибки установлен в окне съем15 ника -и подпружинен в осевом направлении, а указанный паз выполнен на его боковой поверхности и открыт со стороны подвижной плиты, пуансон окончательной гибки неподвижно закреплен
0 на подвижной плите, толкатель установлен на П1)угом осиован1П1 соосно с пуансоном нредварите. гибки с возможностью взаимодействия с последним.
| название | год | авторы | номер документа |
|---|---|---|---|
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230621C2 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
Изобретение предназначено для изготовления деталей с отогнутыми элементами типа крючков, шарнирных петель и позволяет повысить качество деталей и расширить их номенклатуру. Штамп содержит расположенные последовательно в направлении перемещения полосы узлы надрезки контура, предварительной и окончательной гибки и вырубки, матрицы которых расположены в нижней части, а пуансоны - в верхней. Пуансон предварительной гибки (ППГ) установлен в съемнике полосы и приводится в движение толкателем, . закрепленным на верхней плите. На боковой поверхности ППГ над его гибочной кромкой имеется паз. Пуансон окончательной гибки закреплен на верхней плите и установлен с возможностью перемещения в пазу ППГ. Гибка осуще-- ствляется за один переход: ППГ осуществляет гибку детали на 90 , после чего пуансон окончательной гибки /Л оформляет крючок по ППГ. 5 ил. (О 00 4 05 05
ГЗ
Ю
79 L
/Г
7/
фаг.2
19
70
0i/f.4
Составитель Л. Ткаченко Редактор И. Касарда Техред Л.Олийнык
Заказ 4876/11 Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фие5
Корректор И.Муска
| Дурандин М.М., Рымзин Н.П., Шихов Н.А | |||
| Штампы для холодной штамповки мелких деталей | |||
| Альбом конструкций и схем, М.: Машиностроение, 1978, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
