(54) ШТАМП ДЛЯ ВЫРУБКИ ДЕТАЛЕЙ ИЗ РЕЗИНЫ

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU764790A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
| Блок штампа со сменным пакетом для обработки листового материала | 1978 |
|
SU682306A1 |
| Вырубной штамп | 1984 |
|
SU1319971A1 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Штамп для вырубки и зачистки | 1979 |
|
SU902922A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
, Изобретение относится к механической обработке материалов, а именно к штамповке резиновых деталей.
Известен штамп-просечка для резиновой шайбы, котбрый состоит из двух цилиндрических ножей, образуюших наружный и внутренний контуры изделия, и выталкивателей удаляющих изделие и центральный отход. Эти детали прикреплены винтами к хвостовику, внутри которого находится пружина, приводящая в действие выталкиватели (1.
Недостатком указанного штамП1а просечки является то, чТо вследствие деформации резины, изделия получаются некачественными снеполной .вырубкой по периметру и просечки быстро притупляются, малостой. ки., -. ...;.,-.;;--:
Наиболее близким, к предлагаемому является штамп для вырубки деталей из резины, который содержит матрицу с выталкивателем, вырубной пуансон, подпружиненный съемник и просечной пуансон |2|. Недостаток указанного штампа заключается в том, что вследствие большой эластичности штампуемого материала и нахождения его при штамповке в растянутом и на-.
пряженном состоянии между съемником и прижимнь1м выступом, детали получаются, низкого качества с отклонением формы контура и отверстия, неровностью среза особенно резины большой толщины.
Цель изобретения - устранение деформации вырубаемого материала для повышения качества вырубаемых деталей.
Поставленная цель достигается тем, что в штампе для вырубки деталей из резины содержащем матрицу с выталкивателем вырубной пуансон, подпружиненный съем10ник и просечной пуансон, просечной пуансон выполнен выступающим над рабочей поверхностью матрицы, а съемник снабжен смонтированными по его краям ограничителями, выступающими над рабочей поверхностью съемника, причем высота, на ко-f
5 торую выступают просечной пуансон и съемник, соответствует толщине вырубаемого материала.
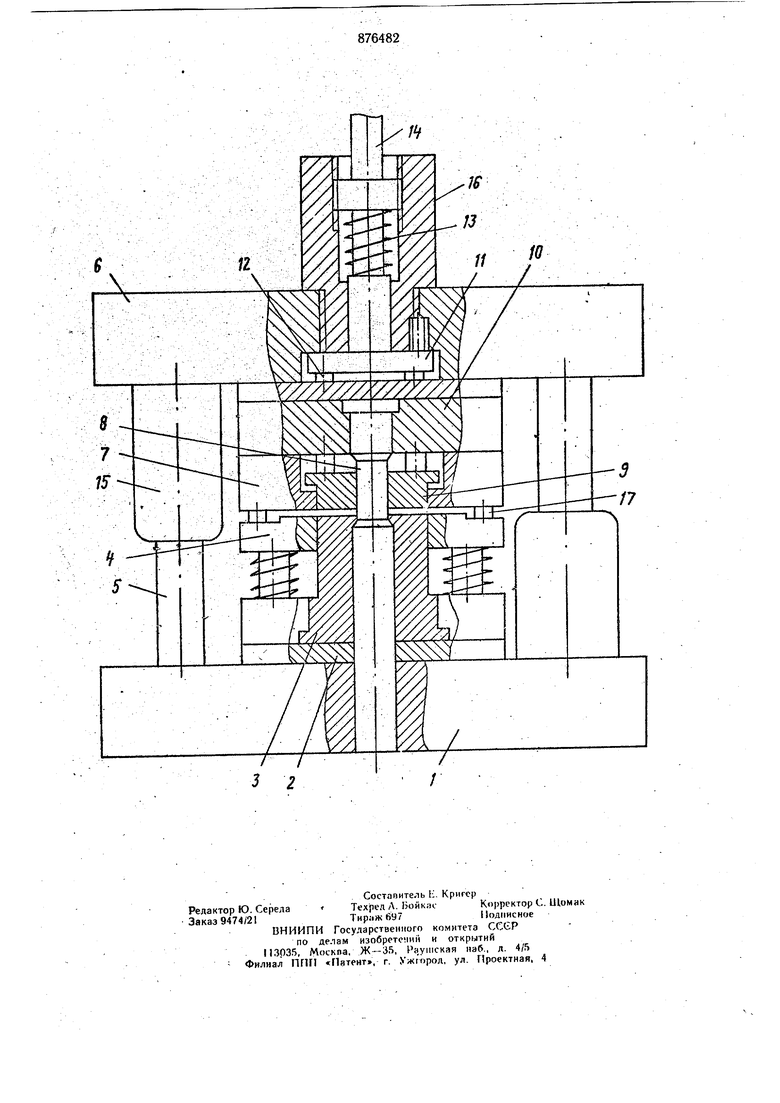
На чертеже изображен предлагаемый штамп.
Штамп для вырубки деталей из резины
20 состоит из нижней плиты Г, на которой закреплены через прокладку 2 вырубной пуансон 3 е подпружиненным съемником 4 и направляющие колонки 5,йерхйей плиты б, на которой закреплены матрица 7 с йросеч ным пуансоном 8, выталкиватель 9, пуансонодержатель 10, траверса 11 с толкателями 12 пружина 13, шток 14 и направляющие втулки 15, хвостовик 16. Съемник 4 сиаб-. жен смонтированными по его краям ограничителями 17, выступающими над рабочей поверхностью съемника. Просечной пуансон 6 выполнен выступающим над рабочей поверхностью матрицы 7. Высота, на которую выступают просечной пуансон 8 и съемник 4, соотбетствует толщине вырубаемого материала. :. Штамп работает следующим образом. При смыкании рабочих частей штампа ограничители 17 соприкасаются с рабочим торцом матрицы 7, оставляя полоску резины свободно лежать на поверхности съем-; ннка 4, как бы опережая ее прижатие и деформированле. Просечной пуансон 8 прОбивает отверстие детали, выталкивая отход резины в расширенную часть отверстия. При дальнейшем ходе штампуемый материал прижимается только выталкивателем 9, за счет слабой пружины 13, т. е. только та часть, которая подлежит вырубке. При этом штампуемый материал не растянут и ре напряжен, а лежит свободно на рабочем Ьорце вырубного пуансона 3. При таком состоянии штампуемого материала и осуществляется вырубка деталей. При окончании вырубки штампуемого материала получается деталь правильной формы с равными краями среза. При разъеме такого штампа готовая деталь легко отделяется от штампумой полосы и выталкивается из матрицы выталкивателем 9, а вытолкнутые детали могут удаляться из рабочей зоны штампа возушной струей. Предлагаемая конструкция штампа noaf воляет улучшить качество вырубаемых дета Лей, так как материал резины не деформируется, лежит на. съемнике свободно не прижат а только выровнен. Формула изобретения Штамп для вырубкидеталей из резины , содержащий матрицу с выталкивателем, дподпружиненный съемник .- - KJ и просечной пуансон отличающийся тем, Что, с целью устранения деформации вырубаемого материала для повышений качества вырубаемых деталей, просечной пуансон выполнен выступающим над рабочей поверхностью матрицы,, а съемник снабжен смонтированными по его краям ограничителями, выступающими над рабочей поверхностью съемника, причем высота, на которую выступают просечной пуансон и съеминк, соответствует толщине вырубаемого материала.; Источники информации,. . Принятые во внимание при экспертизе ; . I. Смирнов-Аляев Г. А. и др. Холодная , штамповка в приборостроении. М., Машгиз. 1950,с. 226. 2. Авторское свидетельство СССР № 418338, кл. В 29 Н 3/06, 1972 (прототип)-.
