(54) СПОСОБ КОНТЮЛЯ КАЧЕСТВА НИТЕВИДНЬС МАТЕИ1АЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С НАРУЖНЫМИ СПИРАЛЬНЫМИ РЕБРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2521938C1 |
| САМОЗАТЯГИВАЮЩИЙСЯ СТРОП И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2083466C1 |
| Способ изготовления слоистых изделий из композиционных материалов | 1982 |
|
SU1100111A1 |
| Устройство для свивки пучка проволочных прядей | 1978 |
|
SU749514A1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА С УСОВЕРШЕНСТВОВАННЫМ БОРТОВЫМ КОНСТРУКТИВНЫМ ЭЛЕМЕНТОМ | 2005 |
|
RU2348539C1 |
| ДВУХПЕТЛЕВОЙ СТРОП, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2097302C1 |
| Волока | 1987 |
|
SU1454533A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2004 |
|
RU2259242C1 |
| Оправка для периодической прокатки труб | 1978 |
|
SU768501A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СПИРАЛЬНО-ПРОФИЛИРОВАННЫХ ТРУБ | 2007 |
|
RU2373013C2 |
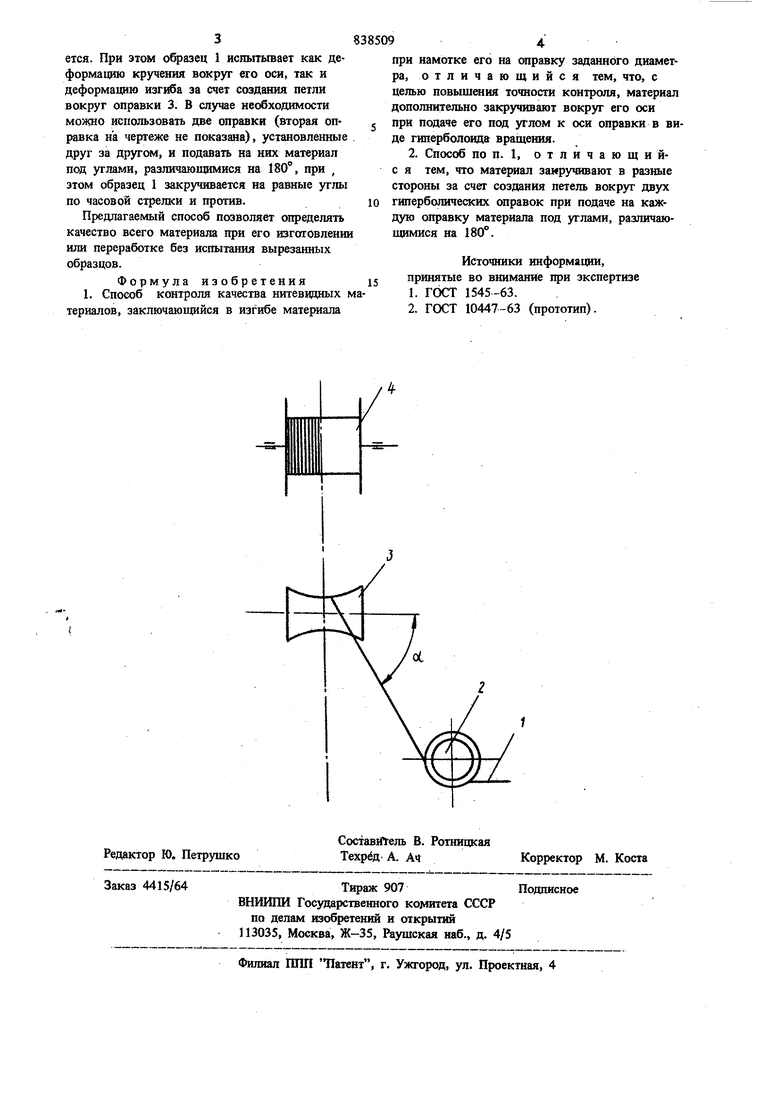
Изобретение относится к испытанию материалов, а именно к способам контроля качества нитевидных материалов. Известен способ контроля качества проволо ки, заключающийся в том, что образец проволоки закручивают вокруг своей оси до его разрушения 1. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ контроля качества нитевидных материалов, заключающийся в изгибе материал при намотке его на оправку заданного диаметра 2. , Недостатком данных способов является низкая точность контроля, так как при их осуществлении не обнаруживаются внутренние металлургические дефекты из-за наложения на материал только одного вида нагрузки, а также дефекты прерывистого местного характера, так как испытывают только вырезанные ю гфоизвольного места образцы. Цель изобретения - повышение точности контроля. Для достижения поставленной цели материал дополнительно закручивают вокруг его оси при подаче его под углом к оси оправки в виде гиперболоида вращения. Кроме того, материал закручивают в разные стороны за счет создания петель вокруг двух гиперболических оправок при подаче на каждую оправку материала под углами, различающимися на 180°. На чертеже приведена схема осуществления предлагаемот-о способа. Образец 1 материала, например проволоки, проходит через направляющий ролик 2, попадает на оправку 3 в виде гиперболоида вращения под углом oL к его оси, образует вокруг него петлю и подается на барабан 4 заданного диаметра, на который и наматывается. При прохождении через гиперболическую оправку 3 об{)азец 1 закручивается вокруг ее оси, причем величина утла закручивания определяется углом cL подачи материала на поверхиость оправки 3. Так например, при угле образец вообще не закручивается, а при уменьшении угла oL угол закручивания увеличив
