Изобретение относится к изготовлению твердых сплавов и сверхтвердых абразивосодержащих композиционных материалов на их основе методами порошковой металлургии и может быть использовано при производстве вставок для оснащения бурового инструмента.
Известен способ изготовления изделий из твердых сплавов методом горячего прессования.
При прессовании порошкообразную твердосплавную смесь загружают в графитовую пресс-форму и спекают в ней изделие при 1360-1600°С под давлением 70150 кг/см.
Недостатком этого способа является невозможность получения качественных изделий. Это связано с тем, что из-за невысокого давления прессования изделия получаются с конечной остаточной пористостью, что приводит к снижению физико-механических характеристик и интенсивному разрушению инструмента в процессе его эксплуатации.
Наиболее близким решением по технической сущности и достигаемому результату является способ изготовления изделий, содержащих сверхтвердые материалы, включающий горячее прессование шихты, состоящей из алмазного порошка и матричного материала, причем нагрев прессуемой шихты осуществляют до 1,06-1,15 температуры появления жидкой фазы с выдержкой в нагретом состоянии в течение 0,5-2 мин.
Недостатком известного способа является низкое качество получаемых изделий.
Цель изобретения - повышение качества изделий.
С этой целью в описываемом способе изготовления твердых сплавов и сверхтвердых композиционнь)х материалов горячее прессование ведут в две стадии, причем на первой стадии температура нагрева составляет 1,06-1,15 температуры появления жидкой фазы при давлении 40-100 кгс/см, а на второй стадии температуру снижают до 1,03-1,06 температуры появления жидкой фазы, а давление повышают до 100200 кгс/см.
Выбранный интервал температур и давлений обеспечивает для сплавов на основе карбида вольфрама с различным содержанием кобальта и композиционных материалов на их основе оптимальные свойства после горячего прессования. Так, на первой
стадии горячего прессования температура нагрева спекаемого изделия находится в пределах 1380-1500°С, что составляет 1,061,15 температуры появления жидкрй фазы. Температура появления жидкой фазы для всех марок твердого сплава составляет 1300°С.
Конкретный выбор температуры спекания связан с количеством кобальта в твердом сплаве. Сплавы с относительно большим содержанием кобальта более интенсивно уплотняются, а потому и температура спекания их ниже, чем у сплавов с малым содержанием кобальта. Так, например, сплав марки ВК6 спекается при 1490°С (1,15 Тпж), ВК8 - при 1420°С (1.09 Тпж), а сплав ВК15-при 1380°С (1.06Тпж).
При приложении на этой стадии относительно высоких давлений происходит выдавливание кобальтовой фазы в зазор между пуансоном и матрицей и поры графитовой пресс-формы. Экспериментально установлено, что допустимая утечка кобальтовой фазы (1% от исходного его содержания) происходит для сплава марки ВК6 при давлении 100 кге/см, ВК880 кгс/см , ВК15-40 кгс/см. Таким образом, допускаемый предел приложения давлений на первой стадии горячего прессования составляет 40-100 кгс/см.
На второй стадии необходимо завершить процесс горячего прессования, получить беспористые изделия. Для этого повышают давление до величины, исключающей разрушение пресс-формы и выдавливание кобальтовой фазы в зазор между пуансоном и матрицей, а также в поры пресс-формы. С этой целью температуру изделия снижают до величины (1,06-1.03) Тпж. Нижний предел температуры связан с наличием жидкой фазы и возможностью уплотнять изделия. Уменьшение нагрева до величины 1,02 Тпж вызывает уже необходимость увеличения усилий в 3-4 раза, что может привести к разрушению пресс-формы, а при температуре (1,01-1,00)Тпж усадка при горячем прессовании известными способами практически прекращается. Верхний предел температуры нагрева на второй стадии, как уже отмечалось, ограничен жидкотекучестью кобальта, когда утечка кобальтовой фазы превышает 1% от его содержания в исходной шихте. Экспериментально установлено, что на второй стадии температура нагрева составляет для сплава ВК6 1380°С (1.06Тпж). ВК8-1360°С; (1,04 Тпж) ВК15-1340 С (1,03 Тпж). а давление не превышает 100-200 кгс/см .
Пример. Расчетные навески твердосплавной смеси засыпают в тщательно подготовленные отверстия графитовой прессформы, затем вставляют металлические пуансоны и производят подпрессовку. Давление подпрессовки составляет30 кгс/см .
Затем извлекают металлические пуансоны и вставляют графитовые.
Пресс-форму С заформованными навесками твердосплавной смеси устанавливают на прессе внутри индуктора таким
образом, чтобы зазор между пресс-формой и индуктором составлял 2-3 см. Нагрев пресс-формы при горячем прессовании может осуществляться токами высокой частоты (70000 Гц) или токами низкой частоты
(8000Гц).
Процесс горячего прессования осуществляют в две стадии.
На первой стадии (для сплава марки ВК6) температура нагрева составляет
1490°С (1,15 теглпературы появления жидкой фазы), на второй стадии температуру снижают до 1380°С(1,06 температуры появления жидкой фазы). На первой стадии давление составляет 100 к№/см, а на второй 7.стадии давление повышают до 200 кгс/см . Охлаждение пресс-формы со спеченными образцами до температуры 750-800°С, производят на прессе, а затем до комнатной температурь) в емкости с песком. После зтого образцы извлекают из графитовых прессформ, галтуют для очистки от графита и производят их механическую обработку. На шлифованных образцах измеряют твердость. Плотность определяют методом гидростатического взвешивания. Кроме этого, образцы подвергают механическим испытаниям с целью определения предела прочности и при изгибе и ударной вязкости.
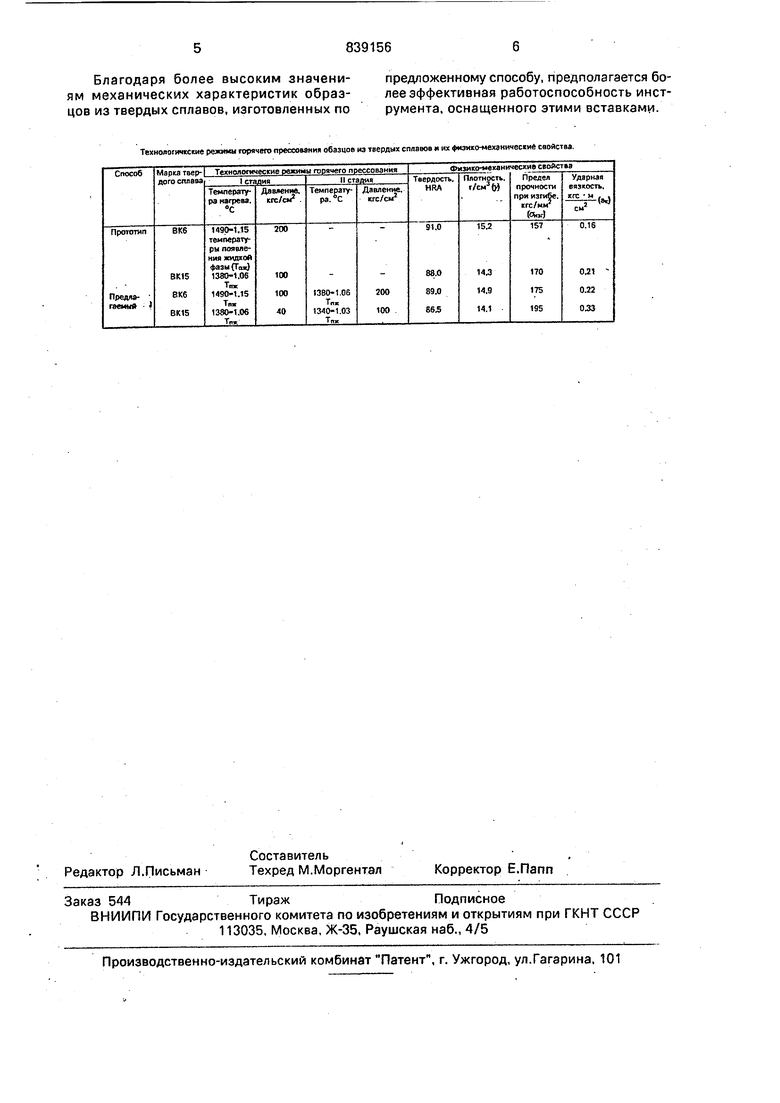
Основные физико-механические свойства материалов, полученных по.предложенному способу и известному представлены в табл.ице.
Как видно из данных, приведенных в таблице механические характеристики (предел прочности при изгибе и ударная вязкость) образцов, изготовленных по технологическим режимам предлагаемого способа значительно выше, чем для образцов, изготовленных по технологическим режимам известного способа.
Так, например, предел прочности при изгибе твердых сплавов марок ВК6 и ВК15 больше, чем предел прочности при изгибе тех же марок твердых сплавов, изготовленных по технологическим режимам известного способа.
Ударная вязкость сплава ВК6 на 40% больше, а сплава ВК15 в 1,5 раза выше, чем у сплавов тех же марок, изготовленных по известному способу.
Благодаря более высоким значениям механических характеристик образцов из твердых сплавов, изготовленных по
Техиологичксше режимы горячего лрессомния обазцое из твердых сплавов « их ф«зии -мехэкичес«ий свойства.
предложенному способу, предполагается более эффективная работоспособность инструмента, оснащенного этими вставками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АЛМАЗОСОДЕРЖАЩЕГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1983 |
|
SU1142979A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДОГО СПЛАВА | 1991 |
|
RU2014957C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СМЕННЫХ МНОГОГРАННЫХ ПЛАСТИН | 2005 |
|
RU2302925C1 |
| СПОСОБ ПРОПИТКИ АЛМАЗОСОДЕРЖАЩИХ БРИКЕТОВ ЛЕГКОПЛАВКИМИ МЕТАЛЛАМИ И СПЛАВАМИ | 2014 |
|
RU2580264C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ СМЕСЕЙ ИЗ ОТРАБОТАННЫХ ТВЕРДЫХ СПЛАВОВ | 1998 |
|
RU2157741C2 |
| Матрица для алмазного инструмента на основе карбида вольфрама со связкой из эвтектического сплава Fe-C и способ её получения | 2020 |
|
RU2754825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ТРЕНИЯ ТОРЦОВОГО УПЛОТНЕНИЯ | 2002 |
|
RU2221673C1 |
| Способ получения твердых сплавов с округлыми зернами карбида вольфрама для породоразрушающего инструмента | 2018 |
|
RU2687355C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ВОЛЬФРАМОКОБАЛЬТОВЫХ ТВЕРДЫХ СПЛАВОВ | 1991 |
|
RU2026158C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО СЛОЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ ПОРОШКОВ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2009 |
|
RU2396161C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ СПЛАВОВ И СВЕРХТВЕРДЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, включаю- • щий горячее прессование, отличающийся ""тем, что, с целью повышения качества изделий, горячее прессование ведут в две стадии, причем на первой стадии температура нагрева составляет 1,06-1,15 температуры появления жидкой фазы при давлении 40- 100 кгс/см^, а на второй стадии температуру снижают до 1,06-1,03 температуры появления жидкой фазы, а давление повышают до 100-200 кгс/см^.
