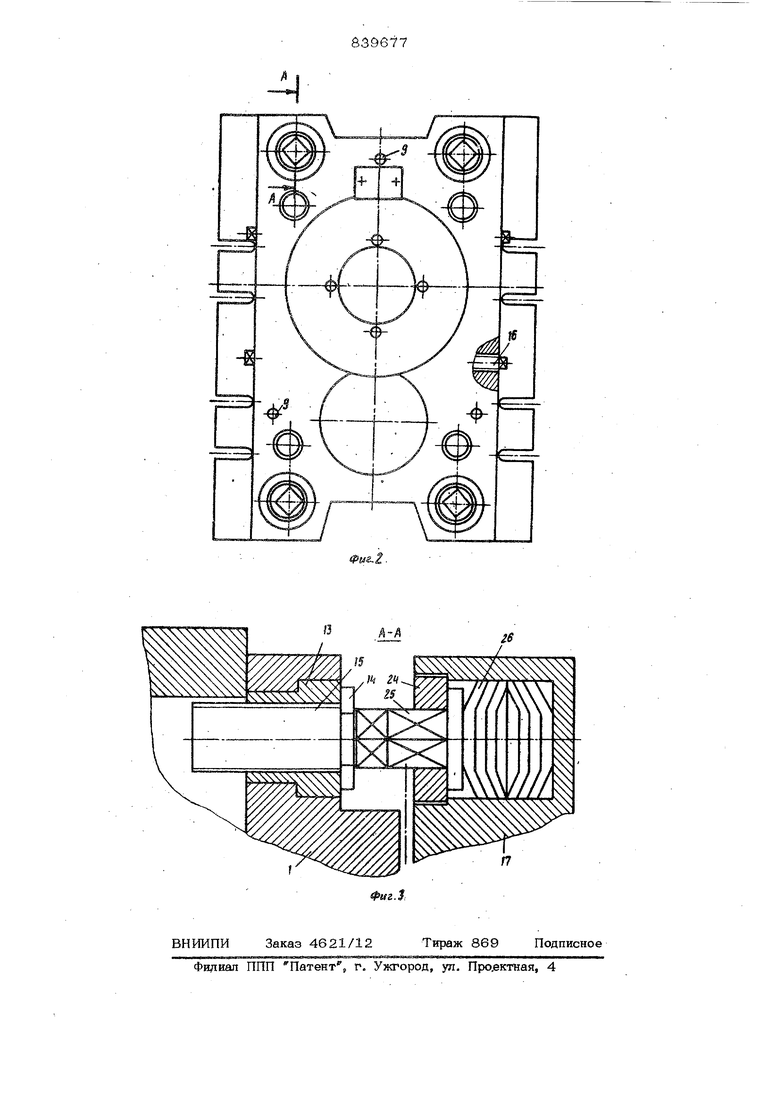
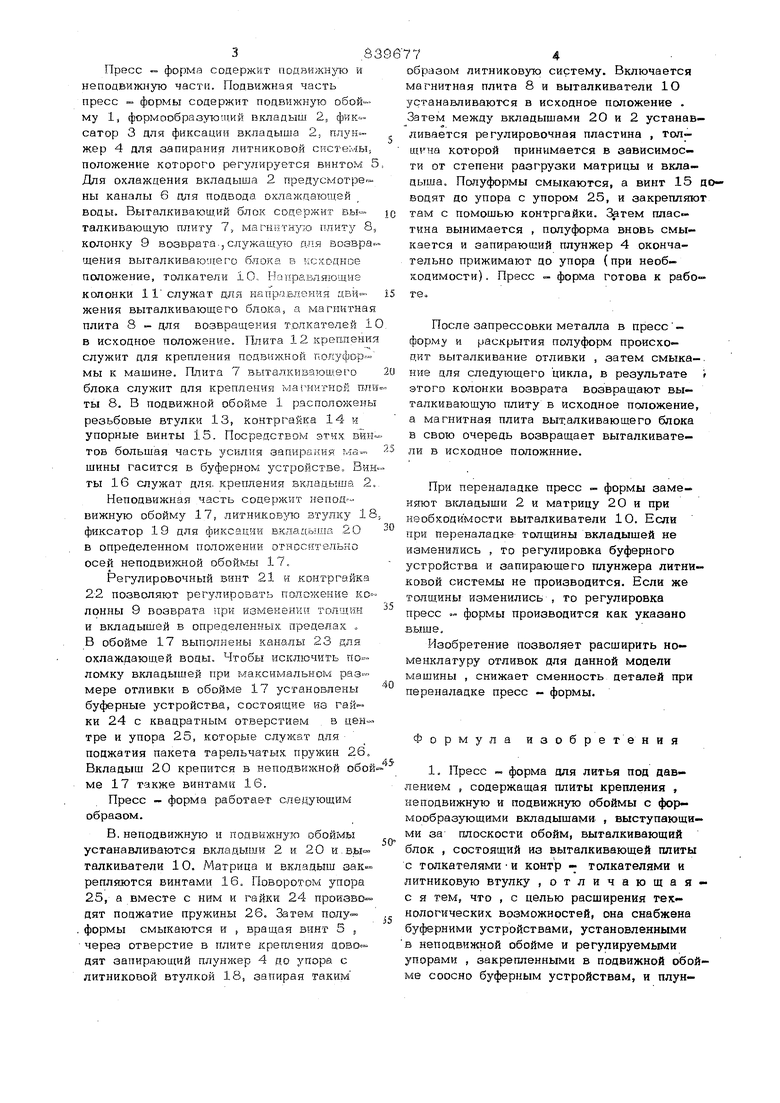
(54) -ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ Пресс - форма содержит подвижн то и неподвижную части. Подвижная часть пресс формы содержит подвижную обойму 1, формообразующий вкладыш 2, фиКсатор 3 для фиксации вкладыша 2, плунжер 4 для запирания литниковой системы, положение которого регулируется винтом Для оклажцения вкладыша 2 предусмогре ны каналы 6 для подвода охлаждающей воды. Выталкивающий блок соцержиг вы-- талкивающую плигу 7, магннтную плиту 8 колонку 9 возврата., служащую для возвра щения выталкивающего блока в кскс-дное положение, толкатели 10, Направляющие колонки 11служат для напра.Елэния авц--жения выталкивающего блока, а магнитна плита 8 - для возвращения толкателе 1 в исходное положение. Плита 12 креплени служит для крепления ПОДБИХ НОЙ попуфо-р™ мы к машине. Плита 7 выталкивающего блока служит для крепления ьлагнигной пл ты 8. В подвижной обойме 1 расположены резьбовые втулки 13, контргайка 14 и упорные винты 15. Посредством этих вин тов большая часть усилия запирания м- -шины гасится в буферном устройстве, Вйг ты 16 служат для. крепления вкладыша 2 Неподвижная часть содержит непод-вижную обойму 17, литникоБлао втулку 18 фиксатор 19 для фиксации вклацЬша 20 в определенном положении огнссиге.льно осей неподвижной обоймы 17. Регулировочный винт 21 и контргайка 22 позволяют регулировать п&ложение ко лонны 9 возврата при измененйи голщин и вкладышей в определенных пределак , В обойме 17 выполнены каналы 23 для охлаждающей воды. Чтобы исключить по-- ломку вкладышей при максимальном раз-мере отливки в обойме 17 установлены буферные устройства, состоящие из гайки 24 с квадратным отверстием в центре и упора 25, которые служат для поцжатия пакета тарельчатых пружин 26, Вкладыш 20 крепится в неподвижной обой ме 17 также винтами 16. Пресс форма работае-г следующим образом. В. неподвижную и подвижную обоймы устанавливаются вкладыши 2 и 20 и.вы-галкиватели 10. Матрица и вкладыш зак репляоются винтами 16. Поворотом упора 25, а вместе с ним и гайки 24 произво«дят поджатие пружины 26, Затем попуформы смыкаются и , вращая винт 5 , через отверстие в плите крепления дят запирающий плунжер 4 до упора с литниковой втулкой 18, запирая таким образом литниковую систему. Включается магнитная плита 8 и выталкиватели Ю устанавливаются в исходное положение . Затем между вкладышами 20 и 2 устанавливается регулировочная пластина , толщина которой принимается в зависимости от степени разгрузки матрицы и вкладыша. Полуформы смыкаются, а винг 15 доводят до упора с упором 25, и закрепляют там с помошью контргайки. Затем пластина вынимается , полуформа вновь смыкается и запирающий плунжер 4 окончательно прижимают до упора (при необходимости) . Пресс - форма готова к работеПосле запрессовки металла в прессформу и раскрытия полуформ происходит вь талкивание отливки , затем смыка-. ние для следующего цикла, в результате t этого колонки возврата возвращают выталкивающую плиту в исходное положение, а магнитная плита выталкивающего блока в свою очередь возвращает выталкиватели в исходное положнние. При переналадке пресс - формы заменяют В1шадыши 2 и матрицу 20 и при необходимости выталкиватели 1О. Если при переналадке толщины вкладышей не измени.нись , то регулировка буферного устройства и запирающего плунжера литниковой системы не производится. Если же толщины изменились , то регулировка пресс . формы производится как указано выше. Изобретение позволяет расширить номенклатуру отливок для данной модели машины , снижает сменность деталей при переналадке пресс - формы. Формула изобретения 1. Пресс - форма для литья под давлением , содержащая плиты крепления , неподвижную и подвижную обоймы с формообразующими вкладышами , выступающими за плоскости обойм, выталкивающий блок , состоящий из выталкивающей плиты с толкателями и контр - толкателями и литниковую втулку (Отличающаяс я тем, что , с целью расширения технологических возможностей, она снабжена буферними устройствами, установленными в неподвижной обойме и регулируемыми упорами , закрепленными в подвижной обойме соосно буферным устройствам, и плун5 6396776
жером , аапираюшим литниковую втулку ирепленной на выталкивающей плите и взаивыполненнымК регулируемым.моаействующей с толкателями,
2. Пресс - форма по п. 1, о т л и - -Источники информации,
чающаяся тем, что, с целью упро-принятые во внимание при экспертизе
щения процесса переналадки, выталкиваю-5 -- Авторское свидетельство СССР
щий блок снабжен магнитной плитой, зак- N«685428, кл. В 22 3) 17/22, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный блок для быстросменных пакетов пресс-форм литья под давлением | 1991 |
|
SU1792361A3 |
| УНИВЕРСАЛЬНЫЙ БЛОК ДЛЯ СМЕННЫХ ПАКЕТОВ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2135323C1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2295443C2 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2296049C2 |
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1247156A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |