(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ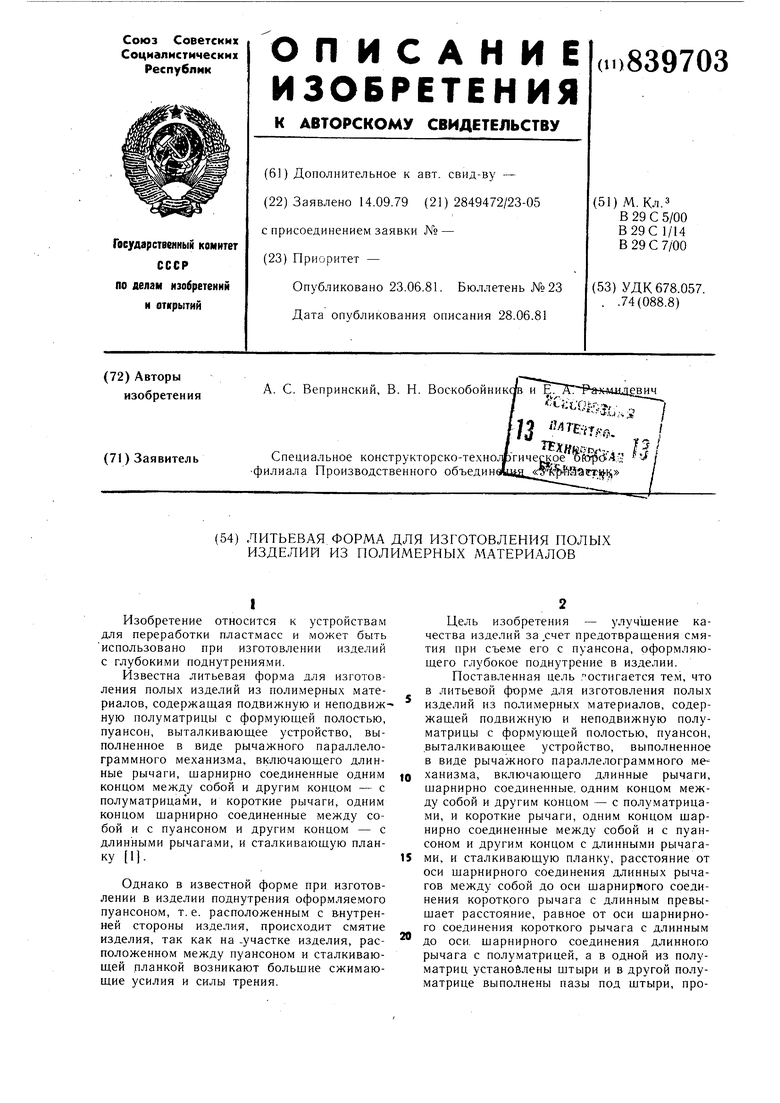
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полых изделий из полимерных материалов | 1980 |
|
SU937182A2 |
| Литьевая форма рычажная для изготовления полых изделий из полимерных материалов | 1986 |
|
SU1361003A1 |
| Литьевая форма для изготовления полых изделий | 1980 |
|
SU889466A2 |
| Литьевая форма для изготовления изделий с поднутрением | 1973 |
|
SU443773A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1391918A1 |
| Литьевая форма для изготовления длинномерных полых изделий | 1988 |
|
SU1502378A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| Литьевая форма для изготовления полых полимерных изделий | 1978 |
|
SU730584A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1982 |
|
SU1071441A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
I
Изобретение относится к устройствам для переработки пластмасс и может быть использовано при изготовлении изделий с глубокими поднутрениями.
Известна литьевая форма для изготовления полых изделий из полимерных материалов, содержащая подвижную и неподвижную полуматрицы с формующей полостью, пуансон, выталкивающее устройство, выполненное в виде рычажного параллелограммного механизма, включающего длинные рычаги, щарнирно соединенные одним концом между собой и другим концом - с полуматрицами, и короткие рычаги, одним концом щарнирно соединенные между собой и с пуансоном и другим концом - с длинными рычагами, и сталкивающую планку 1.
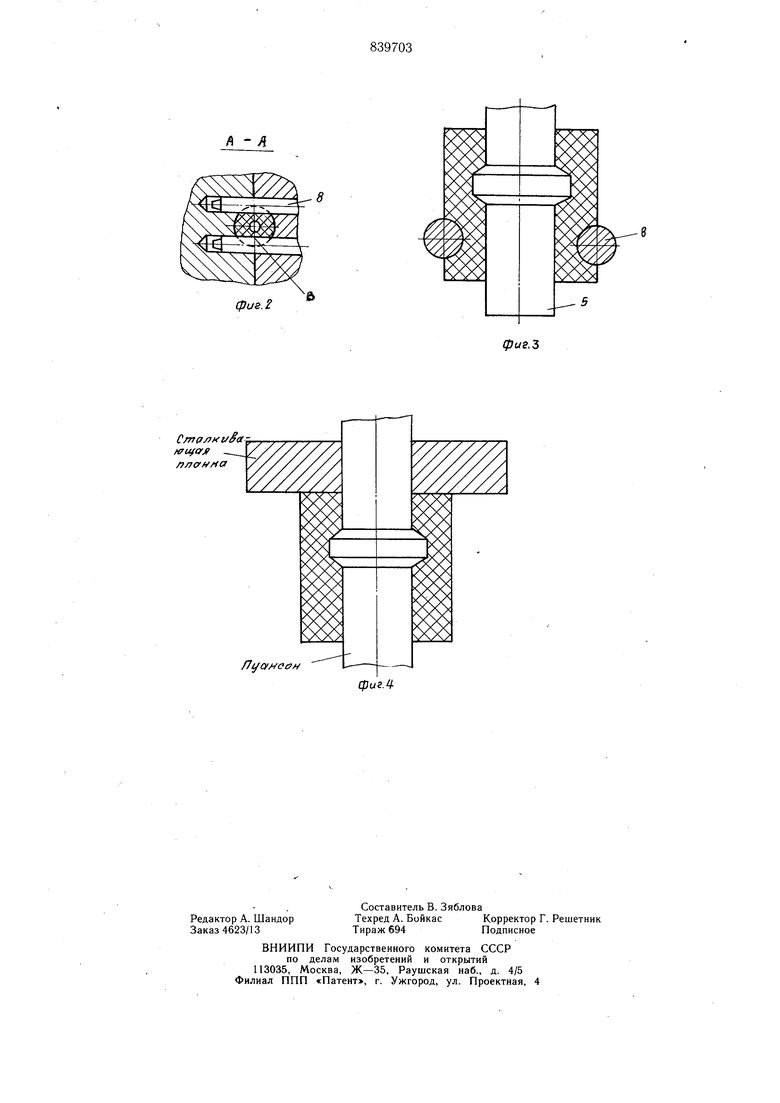
Однако в известной форме при изготовлении в изделии поднутрения оформляемого пуансоном, т. е. расположенным с в-нутренней стороны изделия, происходит смятие изделия, так как на -участке изделия, расположенном между пуансоном и сталкивающей планкой возникают больщие сжимающие усилия и силы трения.
Цель изобретения - улучшение качества изделий за .счет предотвращения смятия при съеме его с пуансона, оформляющего глубокое поднутрение в изделии.
Поставленная цель остигается тем, что в литьевой форме для изготовления полых изделий из полимерных материалов, содержащей подвижную и неподвижную полуматрицы с формующей полостью, пуансон, выталкивающее устройство, выполненное в виде рычажного параллелограммного механизма, включающего длинные рычаги, шарнирно соединенные, одним концом между собой и другим концом - с полуматрицами, и короткие рычаги, одним концом щарнирно соединенные между собой и с пуансоном и другим концом с длинными рычагаSми, и сталкивающую планку, расстояние от оси щарнирного соединения длинных рычагов между собой до оси щарнирного соединения короткого рычага с длинным превыщает расстояние, равное от оси щарнирного соединения короткого рычага с длинным до оси. щарнирного соединения длинного рычага с полуматрицей, а в одной из полуматриц установлены щтыри и в другой полуматрице выполнены пазы под щтыри, проходящие через формующую полость полуматриц.
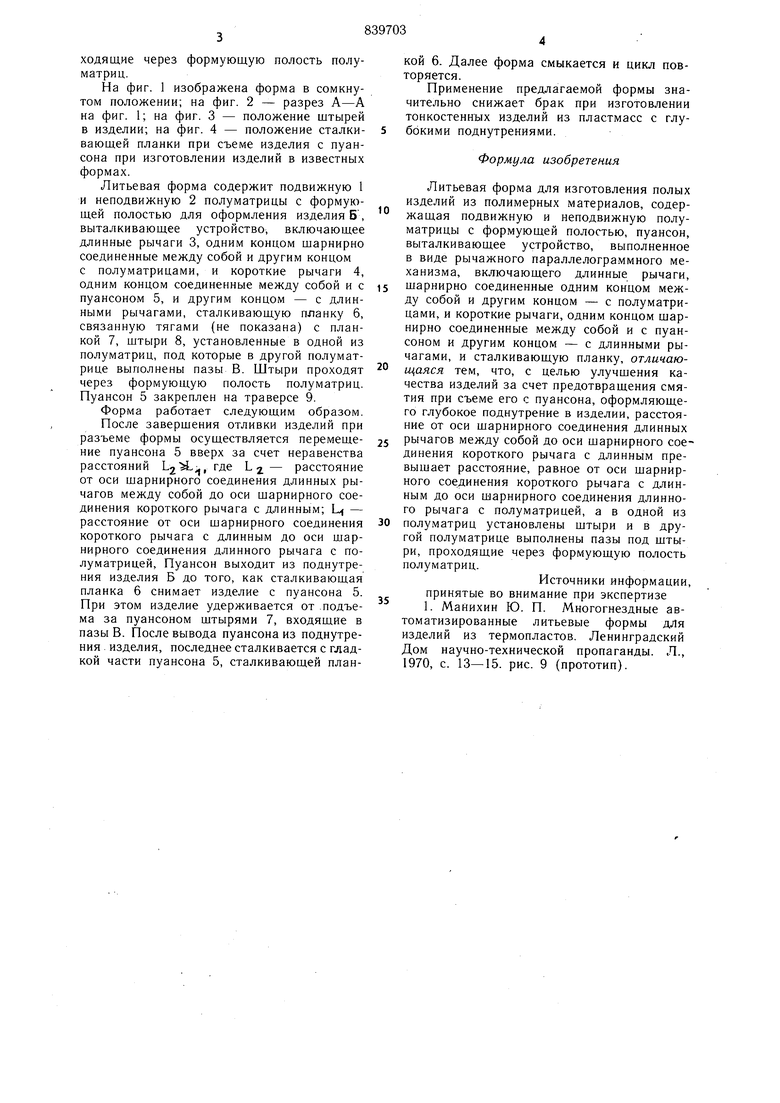
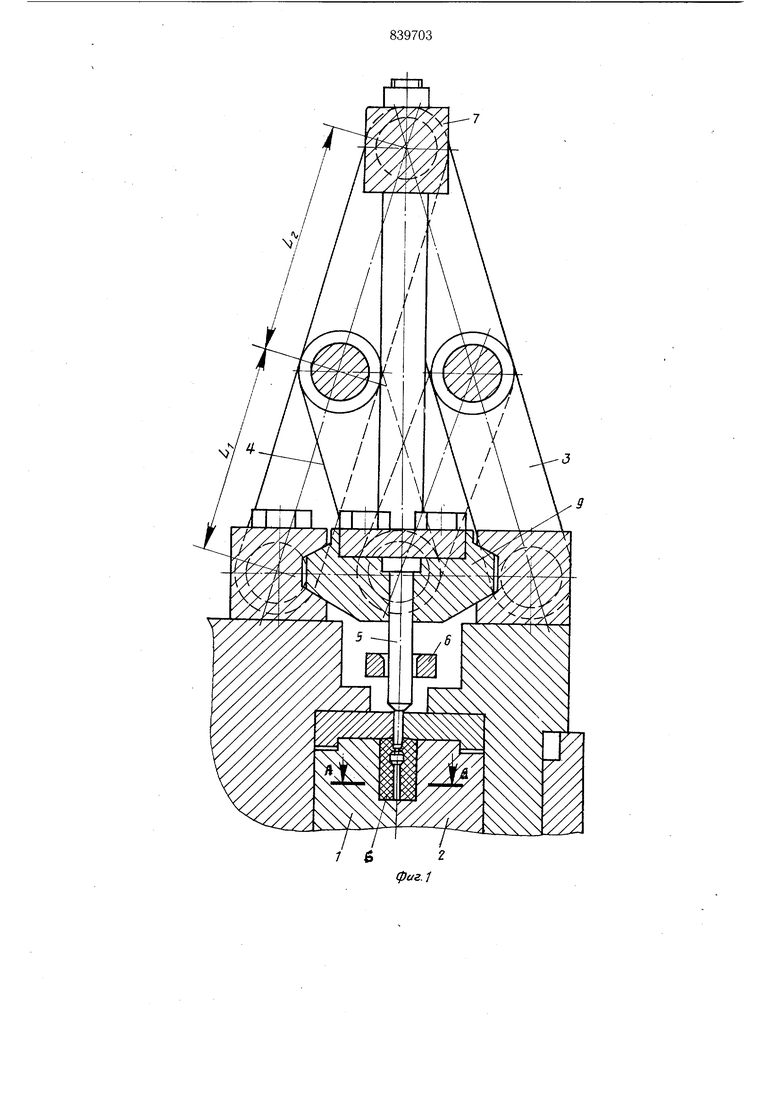
На фиг. 1 изображена форма в сомкнутом положении; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - положение штырей в изделии; на фиг. 4 - положение сталкивающей планки при съеме изделия с пуансона при изготовлении изделий в известных формах.
Литьевая форма содержит подвижную 1 и неподвижную 2 полуматрицы с формующей полостью для оформления изделия Б , выталкивающее устройство, включающее длинные рычаги 3, одним концом шарнирно соединенные между собой и другим концом с полуматрицами, и короткие рычаги 4, одним концом соединенные между собой и с пуансоном 5, и другим концом - с длинными рычагами, сталкивающую планку 6, связанную тягами (не показана) с планкой 7, штыри 8, установленные в одной из полуматриц, под которые в другой полуматрице выполнены пазы В. Штыри проходят через формующую полость полуматриц. Пуансон 5 закреплен на траверсе 9.
Форма работает следующим образом.
После завершения отливки изделий при разъеме формы осуществляется перемещение пуансона 5 вверх за счет неравенства расстояний L2, где расстояние от оси шарнирного соединения длинных рычагов между собой до оси шарнирного соединения короткого рычага с длинным; L - расстояние от оси шарнирного соединения короткого рычага с длинным до оси щарнирного соединения длинного рычага с полуматрицей, Пуансон выходит из поднутрения изделия Б до того, как сталкивающая планка 6 снимает изделие с пуансона 5. При этом изделие удерживается от .подъема за пуансоном штырями 7, входящие в пазы В. После вывода пуансона из поднутрения изделия, последнее сталкивается с гладкой части пуансона 5, сталкивающей планкой 6. Далее форма смыкается и цикл повторяется.
Применение предлагаемой формы значительно снижает брак при изготовлении тонкостенных изделий из пластмасс с глуббкими поднутрениями.
Формула изобретения
Литьевая форма для изготовления полых изделий из полимерных материалов, содержащая подвижную и неподвижную полуматрицы с формующей полостью, пуансон, выталкивающее устройство, выполненное в виде рычажного параллелограммного механизма, включающего длинные рычаги,
шарнирно соединенные одним концом между собой и другим концом - с полуматрицами, и короткие рычаги, одним концом шарнирно соединенные между собой и с пуансоном и другим концом - с длинными рычагами, и сталкивающую планку, отличающаяся тем, что, с целью улучшения качества изделий за счет предотвращения смятия при съеме его с пуансона, оформляющего глубокое поднутрение в изделии, расстояние от оси шарнирного соединения длинных
5 рычагов между собой до оси шарнирного соединения короткого рычага с длинным превышает расстояние, равное от оси шарнирного соединения короткого рычага с длинным до оси шарнирного соединения длинного рычага с полуматрицей, а в одной из
0 полуматриц установлены штыри и в другой полуматрице выполнены пазы под штыри, проходяшие через формующую полость полуматриц.
Источники информации, принятые во внимание при экспертизе 1. Манихин Ю. П. Многогнездные автоматизированные литьевые формы дЛя изделий из термопластов. Ленинградский Дом научно-технической пропаганды. Л., 1970, с. 13-15. рис. 9 (прототип).
-Л
фиё.2
C/rtP/fxtfSeitffu yjfплсгнма
/7i/(
