(54) РАСПЛАВ ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ СТАЛИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для очистки стальной поверхности перед эмалированием | 1981 |
|
SU1032043A1 |
| Состав для подготовки поверхности чугунных и стальных изделий перед эмалированием | 1980 |
|
SU1122753A1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ИЗДЕЛИЙ ИЗ ЧЕРНЫХ МЕТАЛЛОВ | 1989 |
|
RU2027795C1 |
| Способ эмалирования полых цилиндрических изделий | 1981 |
|
SU1019018A1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИЗГОТОВЛЕНИЯ И МОНТАЖА ТРУБОПРОВОДОВ С ПОМОЩЬЮ СВАРКИ | 1991 |
|
RU2053313C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ШТАМПОВКИ И ПОСЛЕДУЮЩЕГО ЭМАЛИРОВАНИЯ | 2010 |
|
RU2424328C1 |
| ЭМАЛЬ (ВАРИАНТЫ) | 2003 |
|
RU2259328C2 |
| Эмалевый шликер | 1977 |
|
SU742399A1 |
| ЭМАЛЕВЫЙ ШЛИКЕР ГРУНТОВОГО ПОКРЫТИЯ, СПОСОБ ЭМАЛИРОВАНИЯ И ЭМАЛЕВОЕ ПОКРЫТИЕ МЕТАЛЛОИЗДЕЛИЯ, ВЫПОЛНЕННОЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2004 |
|
RU2264359C1 |
| Способ получения стеклоэмалевого покрытия на металлической поверхности | 1980 |
|
SU1046345A1 |
1
Изобретение относится к очистке поверхности металла и может быть использовано при нанесении защитных покрытий, например эмалировании.
Поверхность металла, предназначенного для нанесения эмалевого покрытия, должно отвечать определенным требованиям, т.е. исключается наличие на поверхности жировых загрязнений, ржавчины, окалины и т.п. Поэтому подготовка поверхности является одной из основных технологических операций, обеспечивающих стабильность физико-химических и качественных показателей защитного эмалевого слоя.
Известны растворы, используемые для обработки поверхности стали перед эмалированием, содержащее гидроксид натрия, тринатрийфосфат или соду, жидкое стекло Til/ 21 и зЗ Известные растворы удаляют тольк жировые загрязнения, а удаление окалины, ржавчины и др. производится на последующих стадиях обработки растворами кислот. После этого наносится никелевый подслой из соответствующих электролитов.
Однако применение для дальнейшей Обработки кислотных растворов приводит к наводороживанию стали, вследствие чего при последующих операциях эмалирования зачастую возникают дефекты.в эмалевом покрытии, например отрыв эмали в виде мелких кристалликов в результате диффузии водорода. Обработка поверхности является трудоемкой и малопроизводительной операцией, так как химическое обезжи0ривание осуществляется, последовательно в ваннах с раствором щелочей, после чего необходимы промывка в воде, затем травление в растворе кислоты, затем промывка в воде и пас5сивация в содовофосфатном растворе. В случае термического обезжиривания при нагреве изделия подвергаются короблению, что также снижает их качественные показатели.
0
Наиболее близким к предлагаемому является расплав для очистки поверхности стали, содержащий гидроксид натрия и окислитель Г4.
Недостатком расплава является
5 то, что он не обеспечивает необходимого качества поверхности, не достигаются необходимые сллошность покрытия и адгезия одноразового эмалевого пс крытия с металлом. На поверхности
0 эмали множество темных пятен. В этих
местах наблюдается неудовлетворительная проч.нОсть на пробой, что свидетельствует о нарушении сплошности покрытия. Кроме того, в этих участках наблюдается самая низкая адгезия.
Цель изобретения - повышение адге.зии эмалевого покрытия к основе.
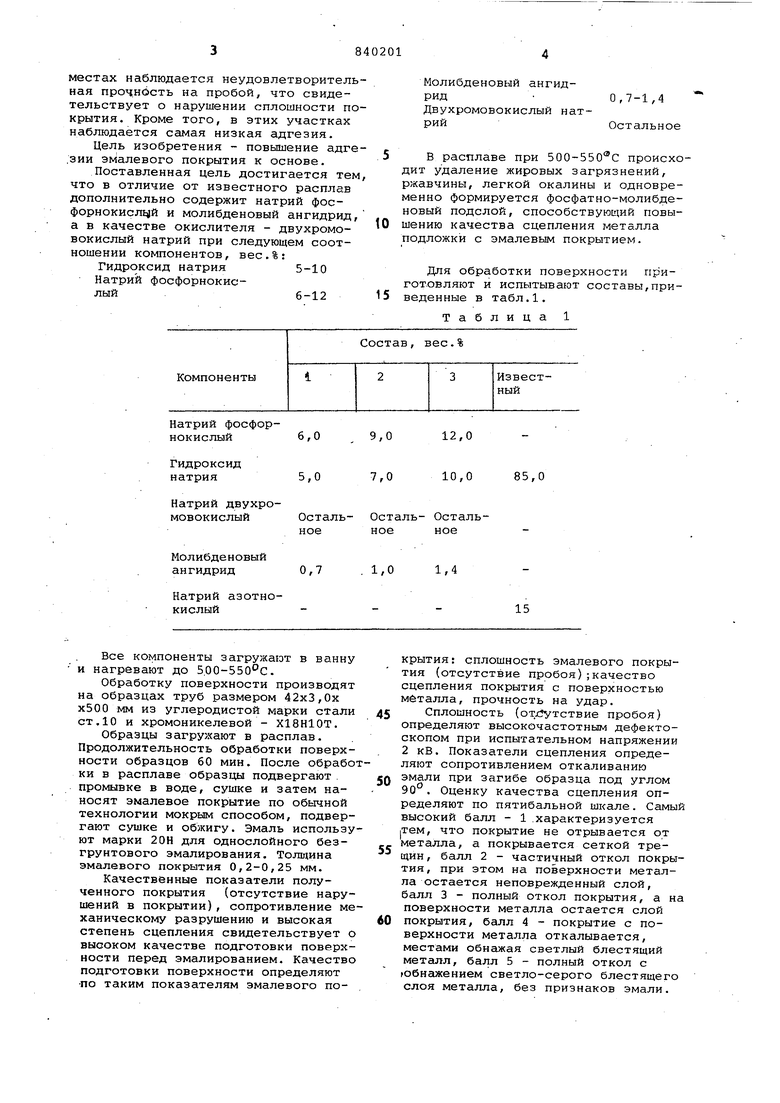
Поставленная цель достигается тем, что в отличие от известного расплав дополнительно содержит натрий фосфорнокислуй и молибденовый ангидрид, а в качестве окислителя - двухромовокислый натрий при следующем соотношении компонентов, вес.%:
Гидроксид натрия 5-10 Натрий фосфорнокислый6-12
Натрий фосфорнокислый 6,0 , 9,0 12,0
Гидроксид
5,0 натрия
Натрий двухромовокислый Остальное
Молибденовый ангидрид
Натрий азотнокислый
Все компоненты загружают в ванну и нагревают до 500-550с.
Обработку поверхности производят на образцах труб размером 42x3,Ох х500 мм из углеродистой марки стали ст,10 и хромоникелевой - XI8HiОТ.
Образцы загружают в расплав. Продолжительность обработки поверхности образцов 60 мин. После обрабоки в расплаве образцы подвергают . промывке в воде, сушке и затем наносят эмалевое покрытие по обычной технологии мокрым способом, подвергают сушке и обжигу. Эмаль используют марки 2ОН для однослойного безгрунтового эмалирования. Толщина эмалевого покрытия 0,2-0,25 мм.
Качественные показатели полученного покрытия (отсутствие нарушений в покрытии), сопротивление механическому разрушению и высокая степень сцепления свидетельствует о высоком качестве подготовки поверх ности перед эмалированием. Качество подготовки поверхности определяют по таким показателям эмалевого поМолибденовый ангидрид 0,7-1,4 Двухромовокислый натрийОстальное
5 В расплаве при SOO-SSO C происходит удаление жировых загрязнений, ржавчины, легкой окалины и одновременно формируется фосфатно-молибденовый подслой, способствующий повышению качества сцепления металла подложки с эмалевым покрытием.
Для обработки поверхности приготовляют и испытывают составы,приведенные в табл.1.
Таблица 1
85,0
10,0
Осталь- Остальное ное
1,0 1,4
15
крытия г сплошность эмалевого покрытия (отсутствие пробоя);качество сцепления покрытия с поверхностью металла, прочность на удар.
Сплошность (отх утствие пробоя) определяют высокочастотным дефектоскопом при испытательном напряжении 2 кВ. Показатели сцепления определяют сопротивлением откаливанию эмали при загибе образца под углом 90. Оценку качества сцепления определяют по пятибальной шкале. Самы высокий балл - 1 .характеризуется ,тем, что покрытие не отрывается от металла, а покрывается сеткой трещин , балл 2 - частичный откол покрытия, при этом на поверхности металла остается неповрежденный слой, балл 3 - полный откол покрытия, а н поверхности металла остается слой покрытия, балл 4 - покрытие с поверхности металла откалывается, местами обнажая светлый блестящий металл, балл 5 - полный откол с (Обнажением светло-серого блестящего слоя металла, без признаков эмали.
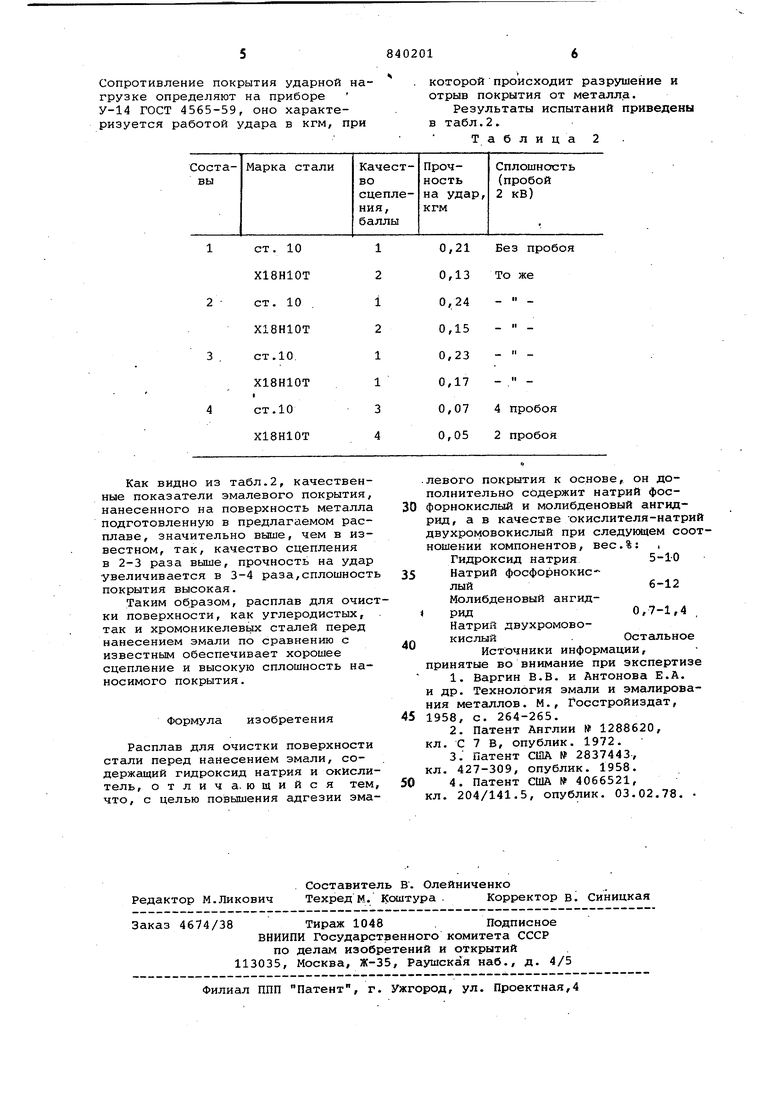
Сопротивление покрытия ударной нагрузке определяют на приборе У-14 ГОСТ 4565-59, оно характеризуется работой удара в кгм, при
Как видно из табл.2, качественные показатели эмалевого покрытия, нанесенного на поверхность металла подготовленную в предлагаемом расплаве, значительно выше, чем в известном, так, качество сцепления в 2-3 раза выше, прочность на удар увеличивается в 3-4 раза,сплошност покрытия высокая.
Таким образом, расплав для очиски поверхности, как углеродистых, так и хромоникелевых сталей перед нанесением эмали по сравнению с известным обеспечивает хорошее сцепление и высокую сплошность наносимого покрытия.
Формула изобретения
Расплав для очистки поверхности стали перед нанесением эмали, содержащий гидроксид натрия и окислитель, отлича. ющийся тем, что, с целью повышения адгезии эмакоторойпроисходит разрушение и отрыв покрытия от металла.
Результаты испытаний приведены в табл.2.
Таблица 2
левого покрытия к основе, он дополнительно содержит натрий фосфорнокислый и молибденовый ангидрид, а в качестве окислителя-натрий двухромовокислый при следующем соотношении компонентов, вес.%: Гидроксид натрия 5-1-0 Натрий фосфорнокис лый6-12
Молибденовый ангидРИД0,7-1,4
Натрий двухромовокислый . Остальное
Источники информации, принятые во внимание при экспертизе
и др. Технология эмали и эмалирования металлов. М., Госстройиздат, 1958, с. 264-265.
З: Патент США № 2837443,
кл. 427-309, опублик. 1958.
кл. 204/141.5, опублик. 03.02.78.
